甲醇合成工艺过程模拟研究
2015-11-24姜兴剑李俊龙李雪冰倪欣怡王丹丹郭绪强
姜兴剑, 李俊龙, 李雪冰, 倪欣怡, 王丹丹, 郭绪强
(1.神华包头煤化工有限责任公司,内蒙古包头 014010;2.中国石油大学(北京)化学工程学院, 北京 102249)
甲醇合成工艺过程模拟研究
姜兴剑1, 李俊龙2, 李雪冰1, 倪欣怡2, 王丹丹2, 郭绪强2
(1.神华包头煤化工有限责任公司,内蒙古包头 014010;2.中国石油大学(北京)化学工程学院, 北京 102249)
利用化工流程模拟软件Aspen Hysys 对目前工业运行的串并联耦合大型甲醇合成工艺过程进行模拟。同时提出了与目前工业运行流程的对比并联流程。根据模拟结果,在相同操作条件下对比了两种流程的甲醇流率、甲醇摩尔分数、循环量以及能耗等参数。通过对比得出了目前串并联耦合工艺过程具有设备紧凑、设备投资小、操作费用较高的特点,为大型甲醇合成装置流程设计提供参考。
甲醇合成; 模拟; 能耗
甲醇是一种重要的化工原料,可以生产包括甲醛、乙酸、对苯二甲酸二甲酯在内的多种化工产品。同时还是生产塑料、合成橡胶、合成纤维、农药和医药的原料。以甲醇为原料合成人造蛋白,是优良的禽畜饲料。特别是近些年新兴甲醇制烯烃装置的稳定运行,使得甲醇在国民经济中占有更加重要的地位[1]。
生产甲醇的原料包括:煤炭、天然气、焦炉煤气及重油等。随着国际油价的变化,天然气价格也不断上升,因此以天然气为原料生产甲醇存在成本上的挑战,而以焦炉煤气为原料生产甲醇受到焦炉煤气产量的限制,无法进行大规模生产[2]。我国“富煤贫油少气”的能源结构决定了以煤炭为原料生产甲醇,通过大量生产甲醇实现煤炭清洁[3]。
甲醇合成工艺根据合成压力分为:高压法、中压法和低压法。其中高压法(19.6~29.4 MPa,300~400 ℃)是生产甲醇最早使用的一种方法;中压法(7.0~10.0 MPa,235~315 ℃)使用具有较高催化活性的新型催化剂,极大地降低了甲醇的合成压力,使得甲醇的生产成本大大的降低;低压法(5.0~8.0 MPa,240~270 ℃)[4]采用活性较高的铜系催化剂,可以减少副反应的发生,改善甲醇的产品质量,低压法所使用的工艺设备在制造方面也较高压法容易得多,降低了投资成本,因此低压法有着比高压法更加优越的特性。
甲醇合成反应的主反应有3个:
(1)
49.5 kJ/mol
(2)
(3)
甲醇合成反应总过程为体积缩小的放热反应,因此,从热力学角度考虑较低的温度和较高的压力有利于反应向正反应方向移动,有利提高甲醇的产量。但从动力学角度分析,较高的反应温度可以使甲醇合成反应在较短的时间内完成。
甲醇工业化生产的规模不断扩大,工艺管路和设备也必将向着更加庞大的趋势发展[4]。目前,国内大型甲醇合成工艺采用两个甲醇合成反应器以串并联耦合的连接方式进行排列来保证甲醇的产量[5]。串并联耦合甲醇合成反应工艺过程如图1所示。
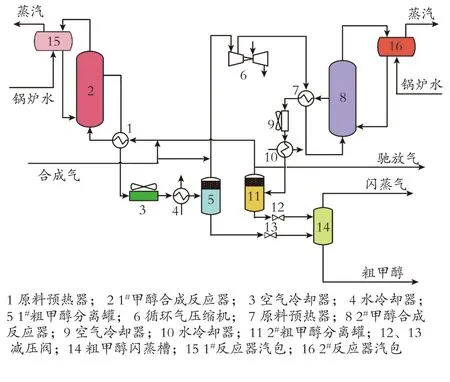
图1 甲醇合成流程图
Fig.1 Process schematic of methanol synthesis
新鲜合成气分为两股物流进入甲醇合成反应器,一股进入1#甲醇合成反应器(2),另一股物流进入2#甲醇合成反应器(8)。其中进入1#甲醇合成反应器的物流还包括来自2#粗甲醇分离罐(11)的循环气,两股物流在进入1#甲醇合成反应器之前与该反应器出塔气进行换热以达到需要的反应温度,然后在反应器中进行甲醇合成反应,反应后的气体依次经过原料预热器、空气冷却器、水冷却器后温度降低到45 ℃左右,在1#粗甲醇分离器(5)中液相甲醇和水与循环气进行分离。粗甲醇和水经过减压阀(13)后进入粗甲醇闪蒸槽(14)。1#粗甲醇分离罐(5)气相物流与新鲜合成气的另一股物流合并进入循环气压缩机升高压力,进入原料预热器(7)使温度达到甲醇合成的温度进入2#甲醇合成反应器(8),经过2#甲醇合成反应器后的反应气同样需要回收热量,并经过空气冷却器和水冷却器降低温度,进入2#粗甲醇分离罐(11),在粗甲醇分离罐中得到气相循环气与液相粗甲醇,出2#粗甲醇分离罐(11)的循环气与新鲜合成气的一股物流混合后进入1#甲醇合成反应器(2)继续反应至此完成一个循环。2#粗甲醇分离罐(11)内排出的液相粗甲醇经过减压阀调节压力后送入粗甲醇闪蒸槽(14)。粗甲醇经过粗甲醇闪蒸槽(14),在更低压力下将甲醇中携带的气体进一步闪蒸后进入下游甲醇精馏操作单元,根据实际需要生产商品级甲醇或者加工为生产烯烃的原料甲醇。为了避免惰性气体在系统中的累积,降低系统有效组分的分压,需要在2#粗甲醇分离罐(11)的气相物流中分离出一部分驰放气。
本文提出的模拟流程与工业应用的流程相似,两反应器为并联排列,不同点在于两反应器的循环气返回各自的甲醇合成反应器,通过对比两个流程的甲醇产量、甲醇质量分数、能耗等方面指标,确定不同流程各自的优劣点,为以后大型甲醇合成工艺设计提供参考。模拟流程图如图2所示。
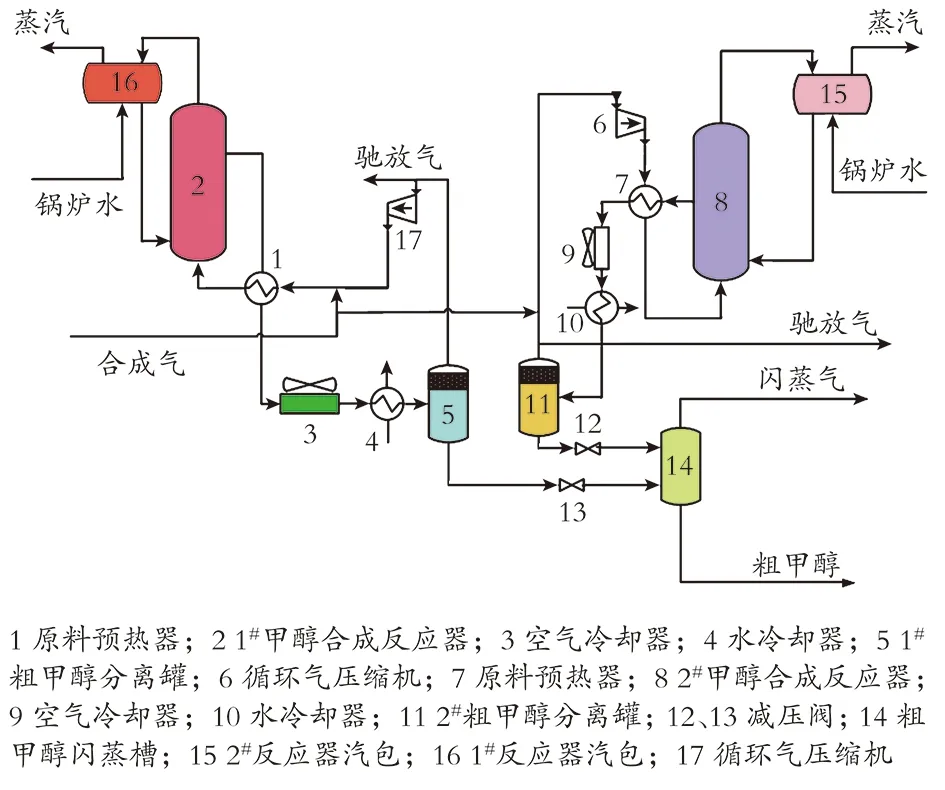
图2 甲醇合成并联流程
Fig.2 Parallel process schematic of methanol synthesis
与工业应用流程相比,所提出的对比流程不同之处在于该流程中,两个甲醇合成反应器为并联方式排列,二者相互独立互不影响,同时二者共用一个粗甲醇闪蒸槽。流程的另一个特点为每个反应器的循环气经过各自的循环气压缩机压缩后返回各自的反应器,不会对另一个反应器产生影响。
本文对比甲醇合成工艺中两反应器不同的组合类型,通过化工流程模拟软件计算,对比不同排列方式对甲醇产量、产品质量以及能耗的影响,得到较优的甲醇合成反应器排列方式。
1 模拟与方法
1.1 模拟工具
Aspen Hysys是非常成熟的化工流程模拟软件,广泛应用于天然气、炼油、储气以及换热网络等方面的研究。夏永慧[6]利用该软件采用夹点法对膜常减压蒸馏装置的换热网络进行分析和优化,经过优化后节约了公用工程的用量;王亮等[7]采用Hysys流程模拟软件对丙烯丙烷精馏塔进行了动态模拟,研究了精馏塔操作条件变化以及进料流量和组成变化时对精馏塔的动态响应变化过程;周明宇等[8]利用稳态功能建立炼油化工企业生产装置模型,调整换热网络结构,同时计算相关换热面积;郭国良等[9]基于Hysys流程模拟软件开发了延迟焦化炉管内结焦过程的新方法,实现了延迟焦化的动态流程模拟,模拟结果与实际运行数据比较并得到了满意的结果;Hysys流程模拟软件在其他领域同样有广泛的应用[10-14]。
1.2 模拟模型
甲醇合成工艺过程所包括的操作单元主要有:换热器、甲醇合成反应器、冷却器、分离罐、压缩机、阀门。在流程模拟过程中分别用:Heat exchanger、Equilibrium reactor、Cooler、Compressor和Value来代替,同时还需要Tee和Mixers来表示物流的分开与合并,最后利用逻辑操作单元循环来完成工艺过程的循环。
1.3 原料组成以及操作条件
合成气原料组成来自于文献[15]数据,其组成见表1。
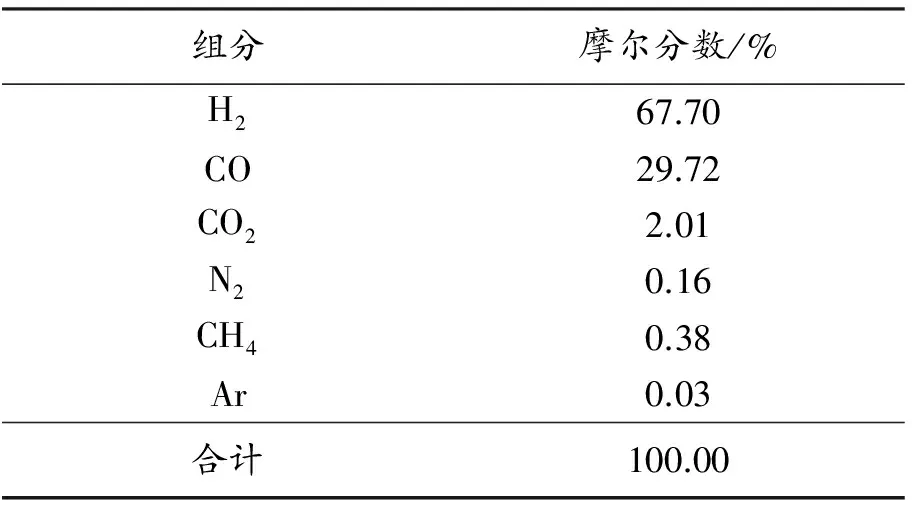
表1 合成气组成
操作条件同样来自于文献[16],合成气进入1#甲醇合成反应器和2#甲醇合成反应器的比例为1.2∶1,1#甲醇合成反应器进口温度为230 ℃,反应压力为7.5 MPa,反应器温度为290 ℃,粗甲醇分离罐的分离温度为45 ℃,2#甲醇合成反应器的进口温度为230 ℃,反应压力为8.25 MPa,反应器出口温度为290 ℃。模拟过程选择的反应器的类型为平衡反应器,在实际生产过程中受到一些限制条件的影响,因此较难达到平衡状态,需要引入平衡温差调节反应与达到平衡状态时的差距,本文的平衡温差设定为20℃。
2 结果与讨论
串并联耦合模拟流程图和并联流程图如图3所示。
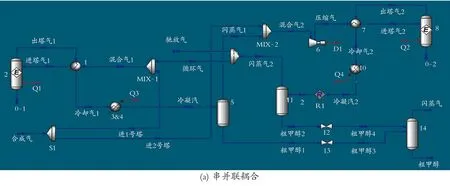
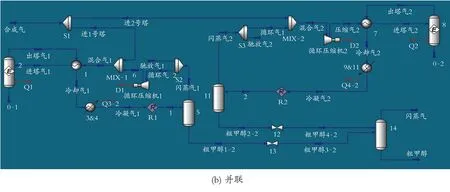
图3 串并联耦合和并联甲醇合成工艺过程模拟流程图
Fig.3 Serious-parallel and parallel simulation methanol synthesis process
在模拟过程中采用逻辑控制单元循环完成循环过程,其中空气冷却器和水冷却器合并利用Chiller来表示。串并联耦合流程只有一个位置排放驰放气,位置在2#粗甲醇分离器顶部,而并联设置有两个驰放气排放口,设定驰放气流量时,两个系统总的驰放气总流量一致,并联流程中单个排出驰放气的流量为总流量的一半。
在进行模拟过程中,为了保证不同流程所得的模拟结果具有对比性,因此不同流程所涉及的反应条件相同,不同点为串并联耦合流程中设置一台循环气压缩机,1#甲醇合成反应器的循环气经过循环气压缩机压缩后进入2#甲醇合成反应器。同样2#甲醇合成反应器的循环气进入1#甲醇合成反应器。而并联流程中,设有两台循环气压缩机,并联流程中各甲醇合成反应器的循环气经过循环气压缩机压缩后循环到自己的反应系统。
2.1 模拟结果
部分物流模拟结果如表2所示。
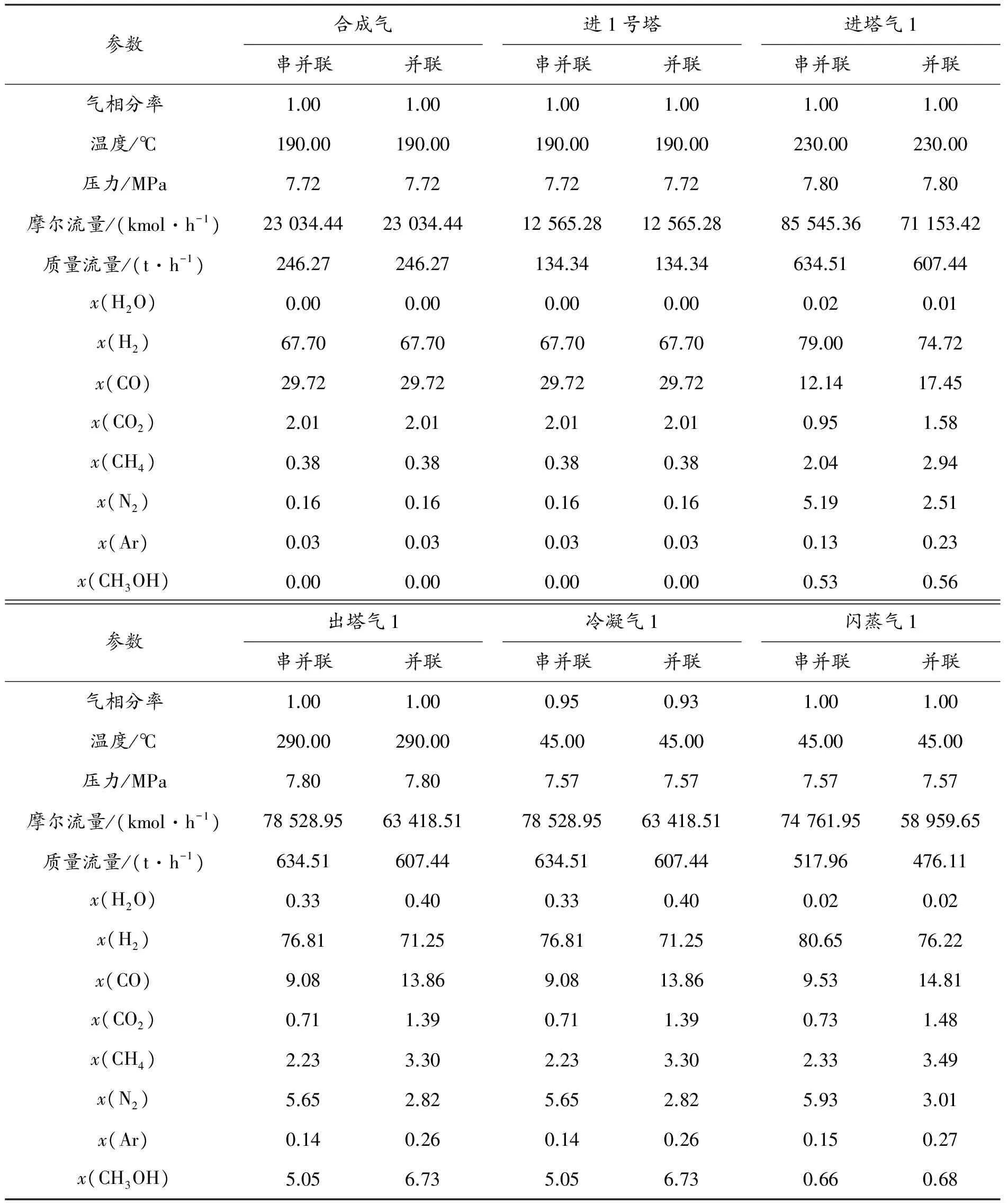
表2 模拟结果

续表2
2.2 不同流程甲醇产量对比
通过表4中粗甲醇对比可以看出,工业运行中粗甲醇的摩尔流量为7 766.54 kmol/h,并联流程中粗甲醇质量流量为7 623.28 kmol/h,略低于工业运行流程,但从摩尔分数上比较会发现,并联流程中粗甲醇摩尔分数为93.05%,略高于串并联耦合流程中粗甲醇摩尔分数92.91%。
2.3 不同流程循环气流量对比
工业运行中的串并联耦合工艺过程设置一台循环气压缩机,因此有一股循环气,在模拟流程中为物流循环气1。并联流程中循环气返回各自的反应器,因此需要设置两台循环气压缩机,存在两股循环气,在模拟流程中分别用循环气1和循环气2代表。循环气模拟结果如表3所示。
通过对比不同流程循环气质量流量可以看出串并联耦合结构的甲醇合成工艺过程与并联工艺过程相比较具有明显优势,串并联耦合工艺过程的循环气质量流量为517.96 t/h,分别高于并联流程单台压缩机的473.11 t/h和407.73 t/h,但循环气经过两台循环气压缩机总的流量为880.84 t/h,因此串并联耦合流程的循环气流量比并联流程低41.19%。串并联耦合工艺过程仅设置一台循环气压缩机,使得合成工艺结构紧凑,节省设备投资,因此适合大型甲醇合成工艺过程。
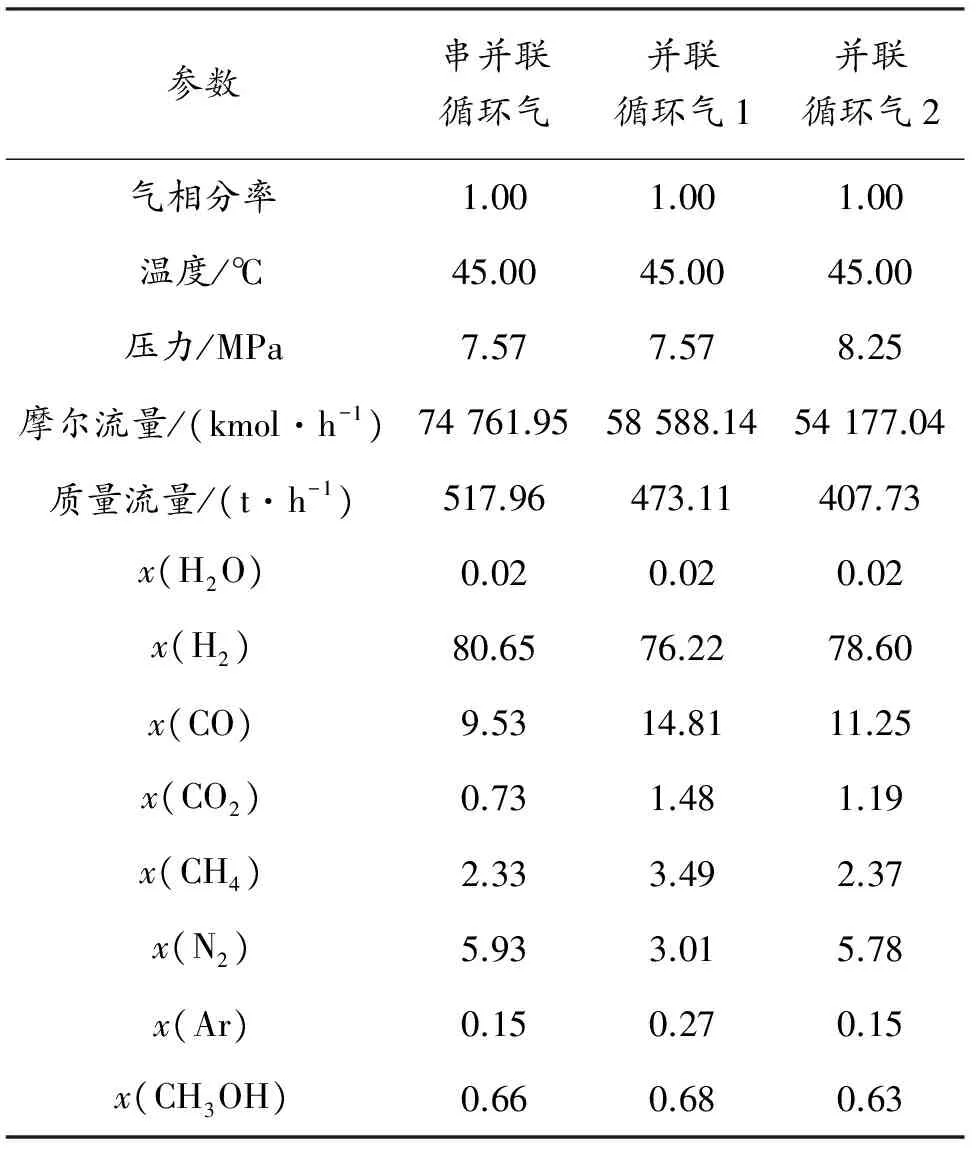
表3 循环气模拟结果
2.4 不同流程能耗
甲醇合成工艺过程的能耗主要由循环气压缩机和冷却器构成,串并联耦合中压缩机功耗为7 969 kW,换热器总耗能188 270 kW,并联结构两台压缩机总功耗6 524 kW,换热器总能耗168 220 kW,总体并联流程能耗要低于串并联耦合流程的能耗。串并联耦合流程压缩机功耗高于并联流程的原因是虽然经过压缩机的气体流量(517.96 t/h)低于并联流程中两台循环气压缩机总流量(880.84 t/h),但在串并联耦合流程中两台甲醇合成反应器反应压力不同。其中1#甲醇合成反应器为低压反应器,反应压力为7.8 MPa,经过换热器以后压力降低到7.57 MPa,与新鲜合成气汇合以后经过压缩机将压力升高到2#甲醇合成反应器的反应压力8.25 MPa。因此压力变化的区间为7.57~8.25 MPa。而并联流程中低压甲醇合成反应过程中,循环气压缩机需要将循环气的压力从7.57 MPa升高到7.8 MPa,高压甲醇合成过程中,循环气的压力变化范围为7.8~8.25 MPa,压力升高范围的不同造成了串并联耦合系统中压缩机功耗高于并联流程压缩机功耗。
2.5 对比结果讨论
由于受到设备制造运输等客观因素的影响,大型甲醇合成工艺过程无法依靠单台甲醇合成反应器满足生产能力的需求,需要两台甚至多台甲醇合成反应器共同完成,因此需要考虑反应器之间的关联程度对设备投资以及操作费用的影响。由模拟结果可以得出,无论是串并联耦合流程还是并联流程在原料组成以及操作条件相同的条件下,甲醇的产量和甲醇的质量都能满足要求。
对比不同流程能耗可以看出,串并联耦合流程具有一定的劣势,其主要原因是压缩机对循环气压力的提升范围不同,属于操作费用范畴。而从设备投资方面考虑,串并联耦合流程设置单台循环气压缩机就能满足系统的要求,同时节省设备投资。在设备费用和操作费用间会存在一个时间的平衡点。而时间平衡点为操作压缩机的设备投资与企业设计寿命的比值。如果企业的设计寿命在时间平衡点之内,说明设备投资具有较大的优势,可以选择串并联耦合流程;反之,当企业设计寿命时间长于时间的平衡点,说明操作费用方面会有较大优势,可以选择并联流程。
3 结论
完成了串并联耦合甲醇合成工艺过程模拟,以及对比并联流程,得到了模拟结果。对比不同流程下的粗甲醇产量,得出不同流程在反应条件相同的条件下,粗甲醇产量、粗甲醇摩尔分率以及能耗的模拟数据,通过对比数据得出,串并联耦合流程与并联流程在操作条件相同的条件下,粗甲醇的摩尔流率和摩尔分数基本相同;经过循环气压缩机的循环气的流量较并联流程低41.19%;而由于串并联耦合流程中压缩机提升物流的压力高于并联流程中循环气压缩机的压力,导致了压缩机功耗高于并联流程;换热器在不同流程中的能耗比较接近。目前工业运行的串并联耦合的甲醇合成工艺设置一台循环气压缩机,具有结构紧凑,设备投资少的特点,比较适合应用于大型甲醇合成工艺。
[1] 李峰.我国甲醇工业的发展与趋势分析[J].煤化工,2013,164(1):7-12.
Li Feng. Analysis of development and trend of methanol industry in China[J]. Coal Chemical Industry, 2013,164(1):7-12.
[2] 李文艳,郭小杰.气相甲醇合成工艺概述[J].山西煤炭,2011,31(11):75-78.
Li Wenyan, Guo Xiaojie. Overview of gas-phase methanol synthesize process[J]. Shanxi Coal,2011,31(11):75-78.
[3] 何淑梅.煤化工甲醇合成装置稳定运行分析与研究[J].化学工程与装备,2012(9):42-44.
He Shumei. Stable operation analysis and research of methanol synthesis of coal chemical engineering[J].Chemical Engineering & Equipment,2012(9):42-44.
[4] 张久玉.甲醇合成工艺的技术解析[J].中小企业管理与科技(下旬刊),2012(2):274-275.
Zhang jiuyu. Technical analysis of methanol synthesis process[J]. Small and Medium-sized Enterprise Management and Science Technology,2012(2):274-275.
[5] 李雪冰.1 800 kt/a甲醇装置合成催化剂运行总结[J].化工设计通讯,2013,39(6):58-62.
Li Xuebing. Operation summary of 1 800 kt/a methanol synthesis catalyst [J]. Chemical Engineering Design Communications,2013,39(6):58-62.
[6] 夏永慧.一个基于流程模拟的换热网络优化方法[J].炼油技术与工程,2003,33(2):19-23.
Xia Yonghui. An optimization method of heat exchange network based on the process simulation [J]. Petroleum Refinery Engineering,2003,33(2):19-23.
[7] 王亮,吕文祥,黄德先.动态流程模拟及其在精馏塔的操作分析中的应用[J].计算机与应用化学,2006,23(1):83-87.
Wang Liang, Lv Wenxiang,Huang Dexian. Dynamic flowsheeting simulation and application in the operation analyze of propylene tower [J]. Computers and Applied Chemistry,2006,23(1):83-87.
[8] 周明宇,于长海,刘龙.HYSYS模拟在换热器计算中的应用[J].辽宁化工,2006,35(8):497-500.
Zhou Mingyu, Yu Changhai, Liu Long. Application of HYSYS process simulation in heat exchange calculation [J].Liaoning Chemical Industry,2006,35(8):497-500.
[9] 郭国良,黄德先,张伟勇,等.基于HYSYS的延迟焦化炉动态模拟[J].计算机与应用化学,2008,25(11):1311-1316.
Guo Guoliang, Huang Dexian, Zhang Weiyong,et al.Dynamic simulation of delayed coking furnace based on HYSYS[J]. Computers and Applied Chemistry,2008,25(11): 1311-1316.
[10] 贺红明,林文胜,顾安忠.LNG物理及其回收利用[J].低温工程,2006,154(6):58-61.
He Hongming, Lin Wensheng, Gu Anzhong. Analysis and recycle of LNG physical exergy [J]. Cryogenics,2006,154(6):58-61.
[11] 王勇,王文武,呼延念超,等.油田伴生气乙烷回收HYSYS计算模型研究[J].石油与天然气化工,2011,40(3):236-239.
Wang Yong, Wang Wensheng, Huyan Nianchao,et al. Research on HYSYS computation model for improving ethane recovery from oilfield associated gas [J]. Chemical Engineering of Oil & Gas,2011,40(3):236-239.
[12] 周淑霞,董玉平,张玉林,等.沼气混合制冷剂循环液化流程与设备分析[J].农业机械学报,2011,42(12):138-142.
Zhou Shuxia, Dong Yuping, Zhang Yulin,et al. Exergy analysis of mixed-refrigerant cycle liquefaction process of biogas [J]. Transactions of the Chinese Society for Agricultural Machinery,2011,42(12):138-142.
[13] 崔国彪,刘阳,安海燕,等.利用LNG冷能粉碎废旧橡胶工艺[J].天然气与石油,2013,31(2):24-26.
Cui Guobiao, Liu Yang, An Haiyan,et al. Rubber comminution by utilizing LNG cold energy[J]. Natural Gas and Oil,2013,31(2):24-26.
[14] 熊晓俊,林文胜,顾安忠.气体膨胀式天然气带压液化流程的设计与优化[J].天然气工业,2013,33(6):97-101.
Xiong Xiaojun, Lin Wensheng, Gu Anzhong. Simulation and optimal design of a natural gas pressurized liquefaction process with gas expansion refrigeration[J]. Natural Gas Industry,2013,33(6):97-101.
[15] 刘新伟. Katalco 51-9催化剂在DAVY甲醇合成系统中的应用[J].小氮肥,2013,41(8):17-18.
Liu Xinwei. The application of Katalco 51-9 catalyst in DAVY methanol synthesis system [J]. Small Nitrogenous Fertilizer Plant,2013,41(8):17-18.
[16] 尉雪峰. DAVY 180 万t/a甲醇合成装置稳定运行分析与研究[J].内蒙古石油化工,2013(20):11-13.
Wei Xuefeng. Stable operation analysis and research of DAVY 1 800 000 t/a methanol synthesis plant [J]. Inner Mongolia Petrochemical Industry,2013(20):11-13.
(编辑 王亚新)
Simulation of Methanol Synthesis Process
Jiang Xingjian1, Li Junlong2, Li Xuebing1, Ni Xinyi2, Wang Dandan2, Guo Xuqiang2
(1. China Shenhua (Baotou) Coal Chemical Industry Co. Ltd.,Baotou Inner Mongolia 014010,China;2.CollegeofChemicalEngineering,ChinaUniversityofPetroleum(Beijing),Beijing102249,China)
Chemical engineering software Aspen Hysys is used to simulate the serial-parallel large scale methanol synthesis process in the industry operation and a compared couple process is proposed at the same time. The effect of two process styles on the crude methanol flowrate, methanol mole fraction, mass flowrate of recycle gas and energy consumption are compared according to the simulation results. The characters of a more compact equipment, a less equipment investment and a higher operation cost are summarizes from the compared results, which could provide a direction of large scale methanol synthesis process design.
Methanol synthesis; Simulation; Energy consumption
1006-396X(2015)05-0001-07
2015-04-27
2015-06-04
国家科技部973项目 (2012CB215005)。
姜兴剑(1970-),男,硕士,高级工程师,从事石油化工、煤化工工程技术研究; E-mail: jiangxingjian@csclc.com。
TE622.8
A
10.3969/j.issn.1006-396X.2015.05.001
