CAXA数控车加工椭圆面三角螺纹
2015-11-23马钢集团姑山矿业公司机制公司安徽马鞍山243184
■ 马钢集团姑山矿业公司机制公司 (安徽马鞍山 243184 ) 曹 静
■ 皖江职业教育中心学校 (安徽马鞍山 243000) 庾 鹏
计算机自动编程就是利用计算机专用CAM软件实现以人机交互图形方式完成零件几何图形数字化、轨迹生成与加工仿真到数控程序生成全过程。目前,比较流行的数控车床CAM软件有CAXA数控车、MasterCAM数控车及UG等。其中,CAXA数控车是我国自主研发的一款集计算机辅助设计(CAD)和计算机辅助制造(CAM)于一体的数控车床专用软件,它具有操作简单、过程形象生动、出错几率低等特点,近年来被机械制造类企业及各省、市技能大赛广泛采用。下面通过一个复杂曲面零件来介绍CAXA数控车自动编程在异形螺纹加工中的应用。
1. 零件分析

图 1
如图1 所示,椭圆长半轴a=4 0 m m,短半轴b = 2 0 m m , 椭 圆 方 程 为z2/402+x2/202=1,其上有牙型角为60°、螺距3mm、深0.8mm、长度24mm的三角形螺旋槽。
2. 手工编程思路及难点分析
在常见的数控系统中,可以直接采用G01、G02及G03等指令做直线或圆弧切削运动,对于椭圆、双曲线等非圆曲线,编程人员只有通过一定的数学处理,用直线或圆弧去逼近非圆曲线,或者用宏程序编程进行加工,这些方法在实际加工过程中,存在以下不足:
(1)采用直线或圆弧逼近非圆曲线时,曲线的精度取决于节点数量,节点越多,精度越高,但计算就越复杂,程序也越长,还必须借助计算机辅助处理数据。
(2)采用宏程序编程涉及到复杂的数学计算、曲线数学方程到参数方程的转换、变量设定、程序语言结构设定,坐标平移变换等多种复杂处理方法,工作效率较低且计算易出错,并且对编程人员水平要求较高。
图1所示的零件若采用手工编程进行加工,需在工件右端面中心处建立工件坐标系,然后采用宏程序完成椭圆轮廓的加工,最后采用宏程序完成三角形螺旋槽的加工,槽的形状可依靠普通三角形螺纹刀来保证,槽深可采用磨耗补偿法或宏程序循环嵌套的方式进行分层切削获得。可以看出,采用手工编程的方式进行加工,需要两次应用宏程序,数值计算和程序编制都具有相当的复杂性,极易出错。
3. CAXA数控车加工设置与自动编程
采用CAXA数控车自动编程加工零件的具体步骤为:①按照图样给出的尺寸,利用CAXA数控车软件直接绘制出被加工零件的加工轨迹和毛坯轮廓,不需要画出完整的零件图。②在软件中进行机床类型设置和后置处理设置。③选择相应的加工指令,并对加工参数进行设置。④自动生成程序并导入机床,完成零件的加工。
(1)毛坯及外轮廓建模。利用CAXA数控车软件直接绘制,毛坯及零件具体外轮廓如图2所示。

图 2
(2)外轮廓的粗精加工。毛坯及外轮廓建模完成后,对机床类型和后置处理进行设置,以FANUC系统为例,如图3和图4所示。

图 3
首先对外轮廓进行粗车加工,单击CAXA数车工具栏上的“轮廓粗车”图标,根据加工要求填写各项加工参数、进退刀方式及切削用量的粗车参数表,注意根据实际加工需要添加所需外轮廓车刀,并根据要求设置好相应的刀具参数,如图5和图6所示,参数设置完成后,根据命令提示行的提示,用限制链拾取方式,分别拾取被加工轮廓和毛坯轮廓,在选择合适的进退刀点后,系统自动生成粗车外轮廓刀具轨迹图,如图7所示。

图 4

图 5
精车参数只需修改进刀量和主轴转速,其余采用系统默认设置,其设置方式就不再赘述。
(3)三角形螺旋槽的加工。对图1进行分析可知,三角形螺旋槽的形状完全可采用普通三角形螺纹刀加工出来,只需要考虑怎么让螺纹刀走椭圆轨迹的问题,此时可借鉴外轮廓精车加工的方法加工螺旋槽。单击CAXA数车工具栏上的“轮廓精车”图标,弹出精车参数表,其中加工参数、进退刀方式采用系统默认值,切削用量中的进刀量填入螺距3mm/r,主轴转速适当降低,轮廓车刀则按照三角形螺纹刀的参数填写,如图8和图9所示。参数设置完成后,根据命令提示行的提示,用限制链拾取方式,拾取被加工轮廓,在选择合适的进退刀点后,系统自动生成刀具轨迹图。
单击“代码生成”图标,拾取刀具轨迹,系统自动生成加工程序,用该段程序对三角形螺旋槽进行分层切削时,易出现乱牙现象,此时需在零件加工前,将程序段中的“G01 Z0.0 F3.0”修改为“G32 Z0 F3.0”,如图10所示。保存程序,导入机床后采用磨耗补偿法完成螺旋槽的加工。

图 6
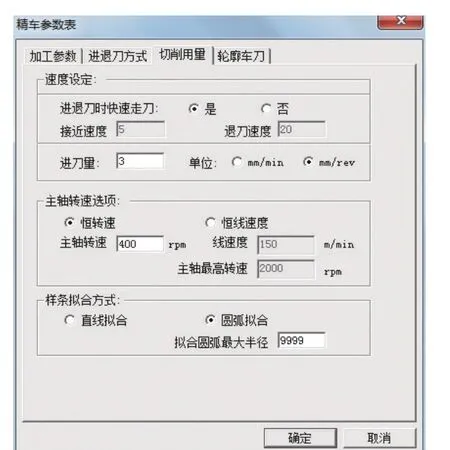
图 8

图 7

图 9

图 10
4. 结语
通过在C K6140数控车床上加工实体零件的结果表明,利用CAXA数车软件自动编程加工得到的零件表面质量要明显优于手工宏程序编程加工得到的零件,编程难度和出错概率大大降低,零件的加工效率提升了50%。
