GIS设备密封结构引起的漏气原因分析
2015-11-23李保环刘江垒
李保环 刘江垒
(河南平高电气股份有限公司,河南 平顶山 467001)
GIS设备是由断路器、隔离开关、接地开关、互感器(PT及CT)、避雷器及连接母线等单元根据电站的不同布局组合而成的。GIS设备工作时,气室内部充有额定气压的SF6气体,以SF6气体作为灭弧与绝缘介质,而SF6气体的泄漏一直是GIS设备不可回避的问题。
GIS设备出厂时检漏试验分为定性检漏和定量检漏,出厂前SF6气体检漏都是经检验合格的,现场不需要再进行整体定量检漏,但需要对每一密封面进行定性检漏,对存在漏气的密封部位再进行定量检漏,计算年漏气率是否在0.5%范围内。一旦检漏发现超标,应采用检漏仪仔细检查密封面、螺栓孔、焊缝、转动密封等部位,找出漏气部位,必要时还要拆解漏气单元的密封面来排查漏气原因。GIS设备连接密封部位较多,对密封性及装配工艺等要求较高,一旦出现漏气质量问题,就会严重影响电站的安全运行。因此漏气问题涉及的工作量很大,费时费力,目前也越来越受到厂家与用户的重视。
1 密封面漏气原因
漏气缺陷在GIS各类缺陷中占比较高,除了通过强化安装工艺与提高零件材质要求,减少漏气外,在密封结构设计和密封材质上也需要经过多方验证,保证其性能上是完好的。影响密封面密封性能的主要因素有:密封面质量、装配工艺、密封圈材质、密封圈压缩率、密封槽结构、密封圈硬度等[1]。
1.1 密封面质量:密封面因加工不良或磕碰划伤,对密封面局部进行打磨处理,密封面粗糙度看似满足,实则密封面已不“规整”,密封面上产生了局部凹陷,从而形成了局部泄漏点。
1.2 装配工艺:装配前注意检查密封面和密封圈是否存在缺陷,这是保证密封性能的前提。
1.3 密封圈材质:高压电器行业用的密封圈材料为三元乙丙胶和丁腈橡胶。丁腈橡胶耐油,用于液压机构密封,但其抗热、氧、酸碱等能力较差;三元乙丙胶抗老化性能优越,但不可封油。因此密封圈的材料用在不同场合,应正确选型。
1.4 密封槽结构:由于密封槽大小及形状均对密封性能的影响非常大,因此在结构上设计,也要根据实际情况合理才行。
1.5 密封圈硬度:密封圈的压缩率保证密封具有可靠的密封接触力,硬度较小的密封圈压缩率可大,硬度较大的密封圈压缩率不宜过大。压缩率过大密封圈产生的应力较大,永久变形较大,密封圈劣化较快。
2 案例分析
220kV某一电站2014年6月完成密封性试验,气室已充入额定压力SF6气体,至今未运行。2015年7月本工程在运行前对每个密封面进行包扎检漏,现场共包扎582处,其中超30ppm的为133处,超标比例20%。(注:30ppm即包扎罩里泄漏的SF6气体占整个包扎罩容积的百万分之三十,泄漏量一定的情况下,包扎罩包扎的容积越大ppm值就越小。)
首先是焊缝问题,GIS产品使用的筒体在出厂时全部要进行水压试验和气密试验,一般情况下是不会发生焊缝漏气的,且出现如此大范围的漏气,也可通过在漏气部位刷肥皂泡排除此问题,因此可排除筒体质量问题。其次可能存在装配工艺不良造成的,如果安装时现场控制不严,将带缺陷的密封圈装到设备上或装配时密封面保护不当,出现磕碰划伤未处理或紧固密封面时不按工艺要求对称紧固或紧固时出现“切圈”现象等都会造成漏气。对现场包扎漏气部位进行排查,抽查10处,只有一处密封面有划伤,其他未发现有异常,且紧固力矩符合工艺要求,密封圈质量良好,无老化现象,因此可排除装配工艺不良问题[2-3]。
最后考虑可能是密封结构存在问题,密封槽结构和线径大小的选择是有理论根据和验证数据的。GIS产品不同部位的密封槽大小及槽宽有很大差异,密封槽主要有矩形槽与T型槽,密封面均为平面与平面,不带密封槽的法兰密封面低下0.1~0.2mm。密封圈压缩率在20%~26.7%之间,填充率在70%~96%之间。主密封圈与密封槽外壁尺寸一致[4]。密封圈在T形槽和矩形槽中的密封状态如下图所示:

图1 矩形槽
图2 T形槽
由图2、3可看出,T形槽密封圈的密封带较矩形槽宽,且两侧槽壁也起到了一定密封的作用,但T形槽要求密封圈的接触力要大一些,压缩应力也较大。对该电站漏气部位的密封结构进行汇总分析,如下表:
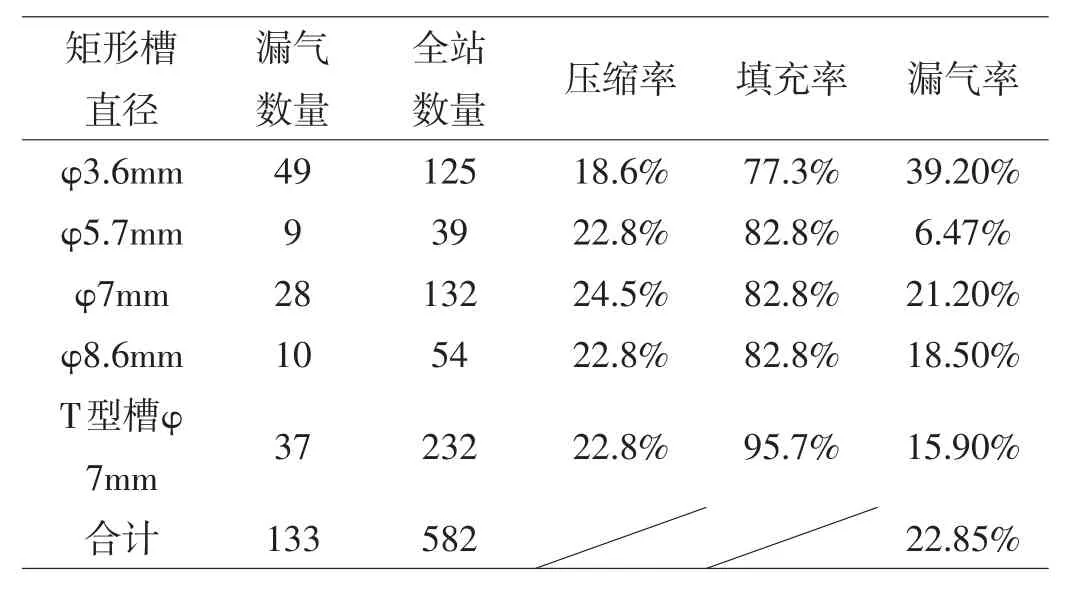
表1 漏气情况汇总
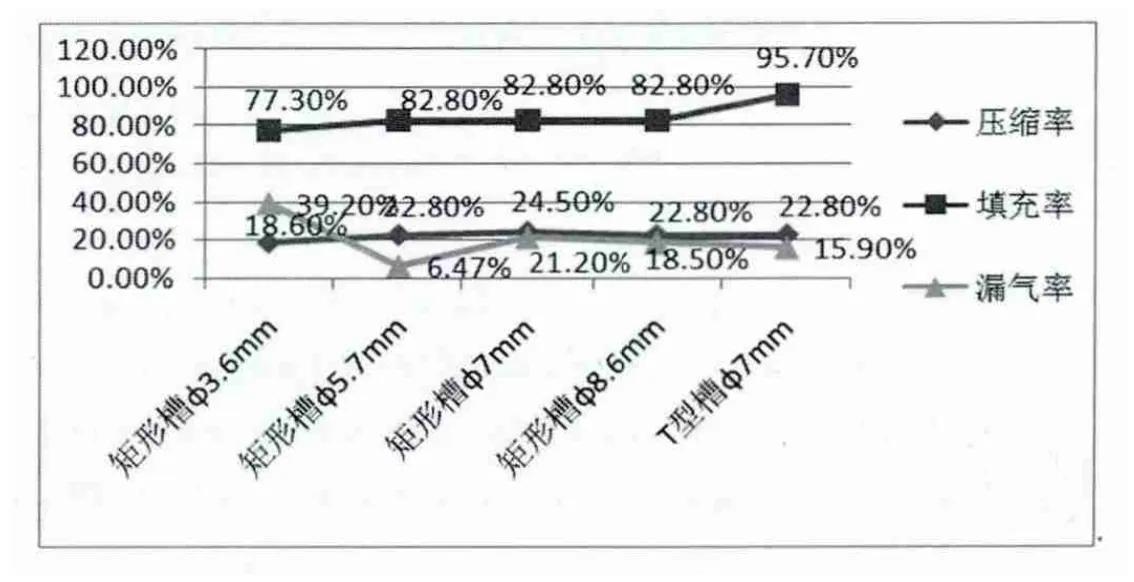
图3 漏气情况趋势图
通过上图表信息可以看出,随着密封圈线径的增大漏气率有下降趋势,且在压缩率一定的情况下,线径偏大和填充率偏高的密封效果要好些。在压缩率相同的情况下,矩形槽结构的密封面漏气率较T形槽结构的密封面要高。从表1也可看出,两种结构密封槽在压缩应力相近情况下,T形密封槽的填充率和线径相比矩形密封槽的较大,且从上表数据可看出,T形密封槽比矩形密封槽的漏气率偏低,且矩形槽的线径较多,填充率和压缩率各异,因此漏气量较大的主要原因是密封槽的线径偏小和填充率偏小。
3 结论
综合以上试验数据,提高压缩率在一定程度上可提高密封性能,但要考虑到压缩率过大,密封圈的压缩应力也会增大,将加速密封圈的老化速度,在密封的后期很可能会发生明显的劣化趋势。因此在同等压缩率的情况下,密封圈线径越大,其密封带越宽,气体泄漏的通道越长,其密封效果越好。目前产品漏气的关键因素就是密封圈线径太细和密封槽的填充率偏小,且从目前数据来看,T形槽密封面漏气率比矩形槽要好,密封线径与密封槽结构的选择也是把双刃剑,线径偏小,起不到密封作用,线径偏大会增大对密封面质量的要求,且增大密封圈的成本,所以密封结构的选择应在考虑压缩率的情况下选取合适的线径。
4 改进建议
密封面的密封性的可靠性是一个系统,包括密封结构设计、零部件质量到装配工艺各个环节,所以只有关注每个环节的控制,才能保证产品的密封性能。
4.1 密封圈材质选择时必须根据不同材质的密封接触,选择不同材质;
4.2 密封结构线径种类太多容易造成不方便管理,要进行的型式试验也必然增多,且很难保证每种结构都是合理的,所以密封线径尽量标准化,种类少一些比较利于生产;
4.3 密封结构的形状从密封性能比较来看,T形槽较矩形槽要好些,因此,在选择密封槽形状时尽量考虑T形槽。
4.4 密封面漏气率的提高依靠良好的装配工艺,因此在装配上必须保证装配工艺的严格执行和其合理性。
[1]刘东亮,贺志炜.GIS(全封闭组合电器)常见漏气原因及预防措施[J].湖南水利水电,2011(6):75-76.
[2]田鹏,李永付.GIS设备漏气现场处理工艺[J].东北电力技术,2007(8):35-37.
[3]李.SF6全封闭组合电器的漏气分析与处理[J].湖北电力,2003(8):53,62.
[4]程俊,张志超.GIS设备气室漏气故障处理过程及工艺[J].农村电气化,2010(3):54-56.
