煤矿快速定量装车的改进措施
2015-11-23焦强李佳
焦 强 李 佳
(1.河南理工大学,河南 焦作 454000;2.河南工业和信息化职业学院,河南 焦作 454000;3.河南千年冷冻设备有限公司,河南 焦作 454000)
1 装车工艺现状及存在的不足
各大煤场、大型码头等场合对快速定量装车系统的需求迫在眉睫。经过调查研究,在企业中最常用的两种装车形式为轨道移动式装车机装车工艺和定量秤式装车楼装车工艺[1]。装车楼装车的特点是装车系统固定,货运车在装车楼下定速移动,通过箕斗落煤进行装车。
以上两种装车工艺在一定程度上满足了运输单位的需求,但某些环节的设计无法解决现场中的一些突发问题,仍然影响了煤炭的运输效率[2]。存在的问题体现在以下几个方面。
1.1 由于我国的列车车皮的规格不统一,因此当列车进站时,需要由专人抄录车皮相关信息,再传送到控制室,装卸人员才能根据车皮装载量控制装卸速度。如遇到风雨等恶劣天气,就会进一步增大抄录信息的难度,严重影响了装车的效率。
1.2 控制室装卸人员控制装载进度的手段较为单一,主要通过视频监控和手动控制列车牵引装置。这需要装卸人员注意力高度集中,稍有疏忽,就会出现少装或超载的情况。少装,就得重复操作;超载,就得派专人进行二次卸煤。这些情况也加大了工人的工作量。
1.3 列车进入到煤仓下方后,列车移动和下煤仓落煤的速度不能保持一致,这会导致列车装载不均匀,给地磅称量造成错误的判断,造成少装,无法实现列车的最大装载量。
2 对装车系统改进的几点设想
围绕煤矿煤炭定量装车系统存在的不足和缺陷,本文从以下几个方面进行改进,力求改善目前的装车现状。
2.1 列车车号识别技术
我国铁路货运车皮存在着生产厂家不同,规格各异的现状。如何实现不同车皮车号的准确识别是解决快速装车的一个关键问题。
采用基于微波射频技术的车号自动识别系统,代替人工抄录列车车皮信息,实现了货运车皮信息的准确识别,弥补了条形码技术环境适应能力差、识别速度低的不足,为煤矿的装车系统提供了准确的列车信息等实时基础参数。
车号自动识别系统利用微波的特点,当装载列车进入自动识别系统的读取范围内,车皮明显位置上的电子标签接收到微波信号并将部分微波转换为工作电流,为射频标签内部电路供电,同时,将另一部分微波反馈回读取设备。由装载车辆无线标签返回的信号包含负载车牌号和车辆的其他相关信息,通过以太网PC解码,车载数字信息传输以后读取装置,并保存到数据库中,完成了装载车数量自动识别车辆。车号识别系统工作原理示意图如图1所示。

图1 车号识别系统工作原理示意图
2.2 自动配料与称量技术
自动配料与称量技术主要是控制缓冲仓在最短时间内往定量仓中准确配料与称量,它的可靠性对装车的精度起到了至关重要的作用。该环节控制对象主要包括缓冲仓闸门的开度、定量仓称重传感器。
电脑将扫描到的实际载重量作为参数发送给PLC,以称重传感器信号作为反馈信号,实时与目标值进行同步比对。采用PID调节的原则,通过控制缓冲仓逐步减小闸门的开度,控制煤炭的流量,当达到目标范围时,自动关闭所控制的闸门。
2.3 车位判别技术
停车判别主要采用光电传感器作为检测元件,判断列车的位置和列车间距,利用车厢自身,以阻止对光束的反射。由同步电路接通电路,以检测物体的是否存在,同时将输入电流转换成光信号输入到发射机,接收机根据接收到的光线强度对列车具体位置进行检测。
根据列车车厢的不同,在运输线两侧选择3个装车点,每个点安装2组光电开关以便形成互补,判断列车的位置反馈给系统,与下煤仓闸门形成闭锁。如图2所示,位置1处的光电开关控制C62,C64,C80车型的放料,位置2处的光电开关控制C63和C76车型的放料,位置3处的光电开关控制C70车型的放料。装车开始时,系统调出由车号识别系统得到列车基本参数,以此为依据在1,2,3三个点中选择一个点,作为检测点检测信号,当实际列车行进到一半时,该处光电开关动作,信号点闭合,下煤仓闸门打开,开始往车厢内放料。
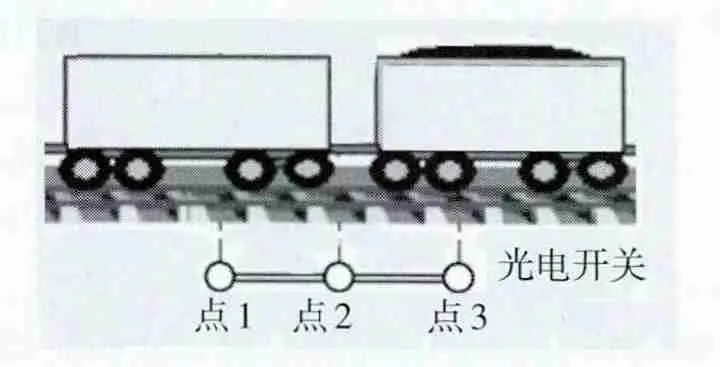
图2 车位判别光电开关位置
3 结语
通过改进车号识别等技术,一定程度上提高了装车效率和装车精度,但在一些故障或意外情况下的应急措施考虑依然欠缺。下一步需要将可能出现的故障状态进行总结,设计出相应的应对措施,通过PLC、组态技术实现正常运行、故障检测全自动化,达到真正的快速自动定量装车效果。
[1]郭欣.全自动矿山铁路装车系统的设计与开发[J].煤炭科学技术,2010,38(10).
[2]陶全,单勇.调车绞车系统改造[J].山东煤炭科技,2007(06).
