高气压环境下脉冲MAG焊气体混合比对焊缝成形的影响
2015-11-23张永明黄松涛周灿丰
张永明,黄松涛,周灿丰
(北京石油化工学院机械工程学院,北京102617)
高气压环境下脉冲MAG焊气体混合比对焊缝成形的影响
张永明,黄松涛,周灿丰
(北京石油化工学院机械工程学院,北京102617)
在高气压环境下,通过改变保护气体中Ar/CO2气体混合配比,对焊缝金属断面形状、熔深和熔宽等参数进行试验研究,分析压力环境下气体混合比对脉冲MAG焊缝成形的影响,试验表明压力环境下保护气体中CO2含量对焊缝成形的影响与常压时相同,随着保护气体中CO2含量的增加,焊缝表面成形变差,熔宽和熔深增加,焊缝余高略有降低;随着保护气体中Ar比例的增加,焊缝熔池底部由圆弧状熔深逐渐变成指状熔深,当保护气体为纯Ar时,熔池指状熔深更为明显。
高气压环境;脉冲MAG焊;气体配比;焊缝成形
0 前言
气体保护焊在焊接工艺性、接头质量、焊接过程自动化控制、生产效率与经济效益等方面具有很大优势,所以近年来气体保护焊在工业生产中得到快速发展和广泛地应用,成为熔化焊接方法的一个重要分支[1]。其中熔化极氩弧焊与CO2气体保护焊都具有焊接生产效率高、易于实现智能控制等全自动焊接的优点,但CO2气体保护焊的缺点也十分明显,主要是焊接飞溅和焊缝成形的问题[2]。而熔化极氩弧焊在焊接过程中虽然没有飞溅,但电弧存在漂移现象,且焊接成本高,焊缝容易形成指状熔深[3]。混合气体保护焊是在20世纪50年代末在MIG焊的基础上发展起来的,混合气体主要是在惰性气体中加入一定比例的活性气体CO2或O2,也被称为MAG焊[4]。使用Ar和CO2混合气体保护,既减轻了CO2的氧化性使得飞溅率下降,又使电弧燃烧更稳定,焊缝金属的熔深、熔宽得到改善,降低了成本[5]。
高气压环境下混合气体中活性气体成分偏高使得电弧弧柱紊乱加剧,产生剧烈飞溅,因此研究气体配比对高气压环境下脉冲MAG焊接焊缝成形及焊接质量具有重要意义。本研究通过试验,分析混合气体中Ar和CO2的混合比对焊缝成形的影响,总结高气压环境下气体混合比对焊缝熔深、熔宽的影响规律,为高气压环境下获得高质量的焊接接头提供理论支持。
1 实验系统
试验装备采用北京石油化工学院设计的高气压环境焊接试验系统,如图1所示。该试验系统主要由高压储气舱、高压焊接实验舱、混合气体配比器、流量计、松下YD-400GE数字IGBT控制MAG弧焊电源以及三轴运动控制平台组成。

图1 高压焊接试验系统
试验测定的混合气体为100%Ar,φ(Ar)95%+ φ(CO2)5%,φ(Ar)90%+φ(CO2)10%,φ(Ar)80%+φ(CO2)20%,φ(Ar)70%+φ(CO2)30%,φ(Ar)60%+φ(CO2)40%,φ(Ar)50%+φ(CO2)50%,100%CO2八种配比的焊缝金属。
试验条件如下:母材Q345钢,试件厚度10 mm。焊丝牌号H08Mn2Si,φ1.2 mm;焊丝干伸长18 mm;焊接速度30cm/min。焊接电压28.8V,平均电流200A。首先在0.1 MPa、0.3 MPa下分别进行焊接试验,气体流量选择20 L/min。用8种不同的混合气体分别在试件上进行平板单道焊,焊道长度约200 mm。共焊得16块试件,并从每个焊件焊缝中部取两块10mm的横断面金相试件,制成宏观金相,测量每个焊缝的熔深、熔宽。其次在焊接参数不变,混合气体φ(Ar)90%+φ(CO2)10%,分别在0.2 MPa、0.4 MPa的条件下在试件上进行平板堆焊,并从每个焊缝中部取两块10mm的横断面金相试件,制成宏观金相。测量焊缝的熔深H和熔宽B。
2 实验结果和分析
2.1不同压力环境下气体混合比对焊缝成形的影响
2.1.1常压下混合气体比对焊缝成形的影响
在八种气体配比下对Q345进行平板堆焊试验,结果表明:随着Ar含量的增加,焊缝熔宽和熔深逐渐减小,余高增加,焊缝成形系数变小,熔池底部形状由盆底形转变为指状。且随着CO2含量的增加焊缝表面波纹粗糙,有突起现象,飞溅越来越多。0.1MPa下气体配比对焊缝成形的影响如图2、图3所示。
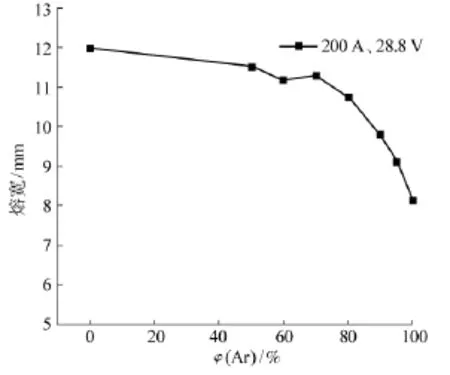
图2 0.1 MPa下气体配比对熔宽的影响Fig.2Influence of melting-wide gas ratio at 0.1 MPa

图3 0.1 MPa下气体配比对熔深的影响Fig.3Influence of penetration gas ratio at 0.1 MPa
2.1.20.3 MPa环境压力下气体混合比对焊缝成形的影响
0.3MPa下气体配比对焊缝成形的影响如图4、图5所示。由图4、图5可知,0.3 MPa环境压力下气体混合比对焊缝成形的影响规律与常压环境下相似,都是随着保护气体中CO2比例的增加,焊缝熔宽、熔深减小,焊缝余高增加,焊缝成形系数变小,熔池形状由盆状熔深变为指状熔深。
当保护气体是纯Ar时,焊接过程不稳定,电弧容易漂移,而在Ar为基本组元的保护气体中加入CO2后,电弧燃烧变得更加稳定,原因是由于CO2为氧化性气体,随着其含量的增加电弧区域的氧化反应加剧,从而克服了纯Ar作为保护气体时易发生阴极斑点漂移的现象。

图4 0.3 MPa下气体配比对熔宽的影响Fig.4Influence of melting-wide gas ratio at 0.3 MPa
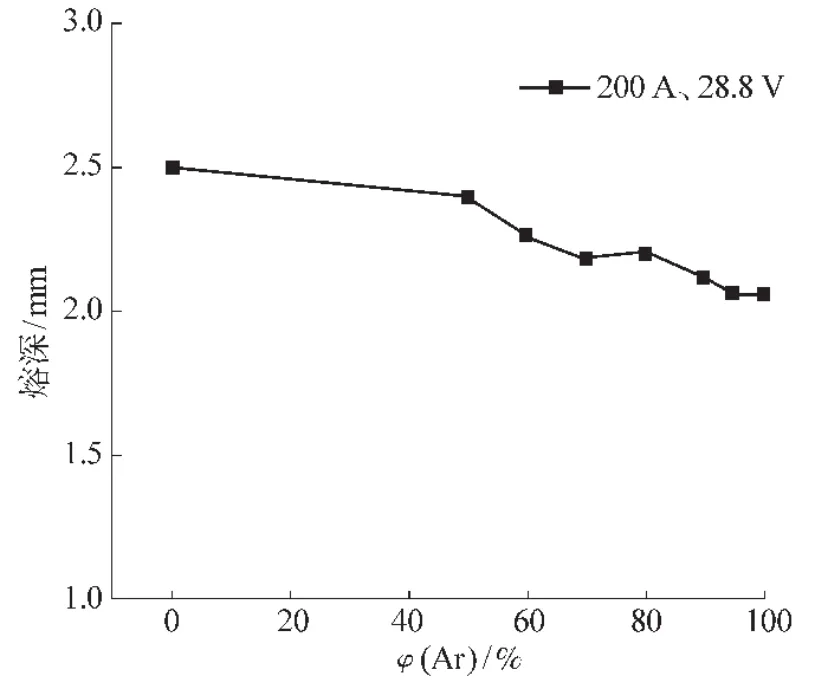
图5 0.3 MPa下气体配比对熔深的影响Fig.5Influence of penetration gas ratio at 0.3 MPa
2.2高气压环境下保护气体对焊缝成形的影响
分别在不同高气压环境下进行两种气体混合比[100%Ar、φ(Ar)90%+φ(CO2)10%]的熔化极气体保护焊接工艺试验,焊接平均电流200A,电压28.8V,焊接速度30 cm/min。不同环境压力下不同气体配比的焊缝熔池形状如图6、图7所示。测得的熔深、熔宽结果如图8所示。

图6 0.1 MPa环境压力下不同气体配比的熔池形状Fig.6Shape of the weld pool with different gas mixed ratio in 0.1 MPa pressure

图7 0.3 MPa环境压力下不同气体配比的熔池形状Fig.7Shape of the weld pool with different gas mixed ratio in 0.3 MPa pressure

图8 不同保护气下焊缝熔宽、熔深Fig.8Different shielding gas weld width and penetration
由图可知,采用混合气体φ(Ar)90%+φ(CO2)10%保护对焊缝成形影响很大,此时焊缝的熔深、熔宽均大于纯氩气保护的焊缝。保护气体中加入一定量的CO2后,焊接过程中CO2吸收热量会发生分解,生成CO和O2,这是一个吸热反应。电弧受到冷却。而CO具有还原性,焊接过程中在熔池里起还原作用。焊接电弧保护气体吸收的热量大大增加,电弧收缩,电流密度和电场强度增加,焊缝熔深增加。同时保护气体中的CO2还会降低熔池中熔化金属的表面张力,增加焊缝熔宽。
3 结论
综上所述,在Ar/CO2混合气体保护焊中,气体配比对焊缝成形有明显影响。随着CO2比例的增加,焊缝表面成形越来越差,熔宽和熔深增加,焊缝余高略有降低。高气压环境下混合气体比对焊缝成形的影响与常压下相似,随着CO2比例的增加,熔宽和熔深增加,焊缝余高则略有降低。而且随着Ar+CO2混合气体中氩气含量的增加,飞溅逐渐下降。高气压环境下当保护气体中氩气含量过高时,焊缝熔池形状变成指状熔深,尤其是Ar含量为100%时,指状熔深更为明显。
[1]张建春,王国荣,石永华.混合气体在熔化极气体保护焊中的应用[J].焊管,2006,29(3):46-49.
[2]于彦东.混合气体配比对焊接飞溅率的影响[J].焊接,1994(7):20-21.
[3]黄松涛,谷孝满,王磊.高气压环境脉冲MAG焊气体混合比对焊接稳定性的影响[J].焊接学报,2015,36(3):43-47.
[4]涂俊俊.熔化极气体保护焊弧长控制技术研究[D].长沙:中南大学,2010.
[5]王小玲.Ar+CO2混合气体保护焊工艺试验与应用[J].焊接技术,2001,30(2):53.
Influence of pulsed MAG welding gas mixing ratio of the weld in high pressure environment
ZHANG Yongming,HUANG Songtao,ZHOU Canfeng
(School ofMechanical Engineering,BeijingInstitute ofPetrochemical Technology,Beijing102617,China)
In the high-pressure environment,by changing the shielding gas Ar/CO2gas mixture ratio,cross-sectional shape of the weld metal,weld penetration and weld width and other parameters were studied,analysis of the gas mixing ratio on the pulse MAG weld.The test showed that the impact of atmospheric carbon dioxide under pressure to weld the same with under normal pressure,with the increase of CO2content in the shielding gas,welding surface deformation was poor,fusion width and penetration increased, the weld residual high slightly reduced;with the shielding gas Ar ratio increased,weld the bottom by the arc shape gradually became finger depth of molten deep,when the protective gas was pure Ar,the depth of molten pool finger was more apparent.
high pressure environment;MAG pulse welding;gas ratio;weld
TG444+.74
A
1001-2303(2015)11-0147-04
10.7512/j.issn.1001-2303.2015.11.31
2015-05-28
国家自然科学基金(51175046)
张永明(1989—),男,在读硕士,主要从事水下焊接工艺方面的研究。
