磨削过程中防碰撞与消空程的信号特征提取
2015-11-22王嗣阳赖小平许黎明
□ 王嗣阳 □ 范 灏 □ 赖小平 □ 许黎明
1.上海交通大学 机械与动力工程学院 上海 200240
2.上海第三机床厂 上海 201699
磨削过程中防碰撞与消空程的信号特征提取
□ 王嗣阳1□ 范 灏2□ 赖小平1□ 许黎明1
1.上海交通大学 机械与动力工程学院 上海 200240
2.上海第三机床厂 上海 201699
在磨削加工领域,消空程与防碰撞是磨削过程监控中的两大难点。基于对砂轮磨削过程中声发射信号的采集,分别对消空程与防碰撞提出了相应的特征提取方法。通过选择合适的采样率与处理间隔,基于敏感度、稳定性和处理效率,试验分析了所提取的特征量对防碰撞与消空程的应用效果。结果表明,提出的信噪能量比方法可以有效识别砂轮与工件的初始接触点并应用于消空程;提出的时域方差信噪比方法可以对碰撞点实现预知判断,有效应用于防碰撞。
消空程 防碰撞 信号处理 声发射 特征提取
消空程与防碰撞是磨削过程监控中的两大难点,防碰撞要求能够快速识别砂轮与工件的碰撞事件,关系到磨削加工的安全;消空程要求能够准确快速地识别砂轮与工件的初始接触,影响到磨削效率。
为了能够快速、准确判断磨削过程是否接触或碰撞,需要确定合适的状态监测信号,本文采用目前在磨削方面应用最广泛的AE声发射信号作为研究对象。当前,基于这类监测方法进行产品研发的企业主要有意大利MARPOSS和美国SBS公司,然而目前相关技术的研究文献报道还较少,国内市场也没有相关产品。但国内外针对砂轮磨削过程监控和砂轮钝化识别已经开展了广泛深入的研究。T Warren Liao等[1]通过对声发射信号进行分析、特征提取及建立增强分类实现在线监测砂轮的磨损;Xu Liming等[2]基于能量百分比对砂轮磨损信号进行识别,通过提取不同磨削状态下的能量变化特征来识别砂轮的磨损;巩亚东等[3]研究采用RMS电压、包络信号的微分值与振铃计数相结合作为声发射磨削接触检测的特征参量进行了磨削接触检测系统的研制。上述对磨削状态和砂轮钝化的研究都针对砂轮的工作状态分析,而对砂轮与工件是否发生碰撞及消空程是初始接触点的研究却少涉及。
本文结合时频域信号分析方法,针对消空程和防碰撞需求对磨削声发射信号分别进行了特征量的提取研究,并基于敏感度、稳定性和处理效率等指标对所提取的特征量进行了评估,提出有效的消空程和防碰撞特征提取方法。
1 试验装置与方法
磨削试验在MKA1620数控端面外圆磨床上进行(见图1)。选用日本富士公司的1045S声发射传感器,带宽为100 kHz~1.5 MHz,灵敏度为51 dB,声发射宽带前置放大器的带宽为15 kHz~1.5 MHz,增益40 dB;数据采集卡选用美国NI公司的USB6259;磨削用砂轮采用白刚玉大气孔砂轮,型号为PSX1,中软80目;工件材料为45号钢,硬度51HRC,直径50 mm,磨削长度为25 mm的圆柱体。数据采集采用NI公司的LabVIEW平台,数据处理通过MATLAB实现。
磨削试验开始前,使砂轮和冷却液开启达到正常磨削时所处的状态,保持砂轮与工件未接触,由此建立正常的工作环境,同时采集1 s的环境信号作为背景噪声。试验中砂轮转速为1 900 r/min,磨削量为50 μm,砂轮线速度为50 m/s。分别采用6种不同的进给速度 (0.5、1、1.5、2、2.5、3 mm/min)对工件进行磨削试验。记录每次试验砂轮和工件从分离、接触到稳定的过程信号。随所取进给速度的不断递增,当进给速度为3 mm/min时,砂轮和工件接触到一定程度时发生了异常,以此作为碰撞现象予以记录。采样率根据分析选取400 MHz,选取的信号处理间隔为5 ms,处理长度为10 ms。每次试验前由操作工检查砂轮是否钝化,如钝化则对砂轮进行修整。
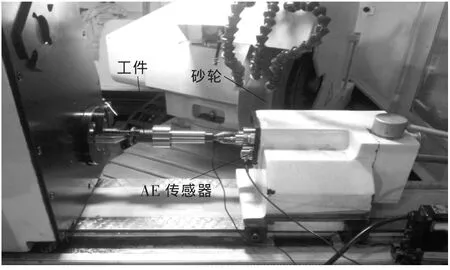
▲图1 防碰撞和消空程的试验装置
2 信号特征提取
为了选取合适的特征量以快速有效地反映砂轮与工件的接触和碰撞,针对消空程和防碰撞目标,分别提出了基于傅里叶变换的信噪能量比和原始信号的时域方差信噪比两种特征提取方法。
(1)基于傅里叶变换的信噪能量比。对信号进行快速傅里叶变换,求得信号功率谱,将信号频率平均分成8组,求得工作信号与环境噪声信号各分频段对应能量占总能量的百分比,它们的比值就是基于傅里叶变换的信噪能量比。
设信号x(t)经过FFT变换后按频率由小到大均分为m组信号F1(t)、F2(t)、...、Fm(t),由Fi表示。i=1,2,..,m,向量V=[EF1,EF2,...,EFm]。

总能量E为:

将向量V标准化为Vp:

各频率段能量占比Ep为:

设工作信号为x1(t),环境噪声信号为x2(t),由式(4)可求得工作信号各频段能量占比ef1i,环境噪声各频段能量占比ef2i,则原始信号FFT的信噪能量比Vp′为:

(2)原始信号的时域方差信噪比:首先求得工作信号和环境噪声的时域方差,其中环境噪声的特征量通过学习预先获得,而工作信号的时域方差为实时处理结果,原始信号的时域方差信噪比即为工作信号与环境噪声时域方差之比。
假设x(t)表示信号样本,m为x(t)中样本容量。其中时域方差σ2为:

假设工作信号x1(t)和环境噪声x2(t)的时域方差分别为,则时域方差信号特征比阈值σ2′为:

3 试验结果
3.1 消空程
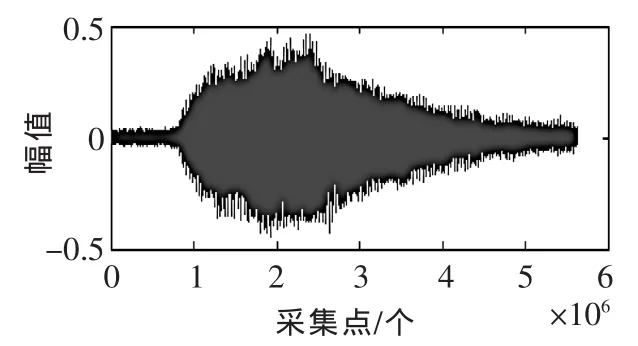
采用基于傅里叶变换的信噪能量比方法,对试验1中砂轮从离开到接触工件过程的原始信号 (见图2)分析(见表1)发现,50~75 kHz频率段信号对砂轮工件接触的敏感度最高,将其确定为特征段频率。
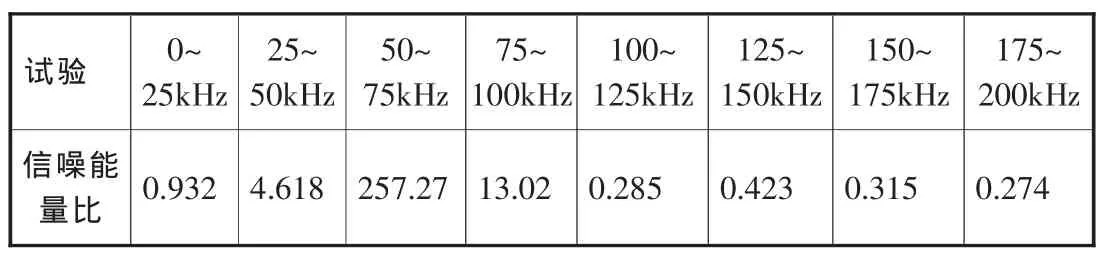
表1 基于傅里叶变换的信噪能量比(试验1)
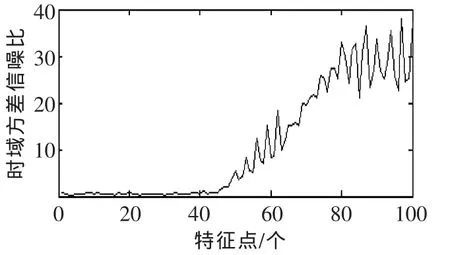
从图2可知,接触处于第1×105个采集点附近的一小段区间内,从原始数据上无法准确判断。而从50~ 75 kHz频段信号处理的结果来看,如图3所示,对应于原始信号的这段区域,从第9个特征点开始特征值波动式增加,这应该是声发射信号在切削液中传播的结果,到第16个特征点的特征值为66,相较于未接触时增加明显,可以比较显著地区分未接触状态,可将其确定为砂轮与工件的初始接触点。当砂轮与工件开始接触后信噪能量比随着接触深度的增加逐渐变大,稳定接触后信噪能量比数值随着时间的增加围绕接触点附近小幅波动。根据试验1的分析,设置信噪能量比阈值为60。采用同样方法对其余5组试验进行分析,均能发现同样的规律,说明该方法鲁棒性好,能很好地识别工件与砂轮的初始接触,同时接触处特征信号无阶跃现象,为接触判断留下了预判的空间。
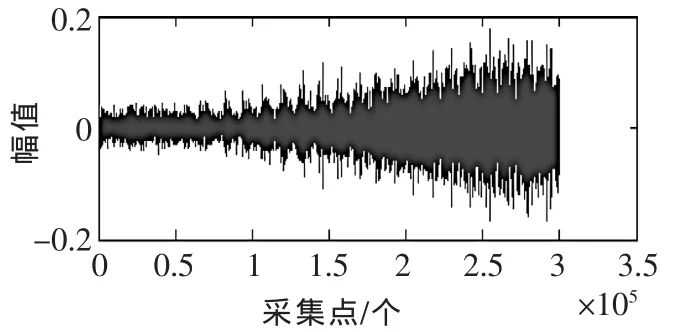
▲图2 采集的原始信号(试验1)

▲图3 接触点区域提取的信噪能量比特征量变化趋势
▲图4 正常磨削原始信号(试验5)
▲图5 正常磨削时信号的时域方差信噪比(试验5)
▲图6 包含碰撞点区间的原始信号(试验6)
▲图7 碰撞点附近的时域方差信噪比(试验6)
3.2 防碰撞
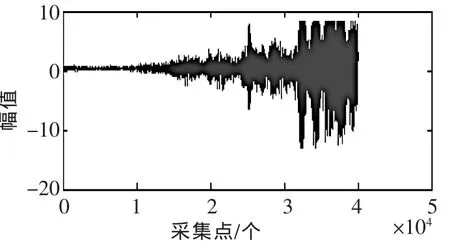
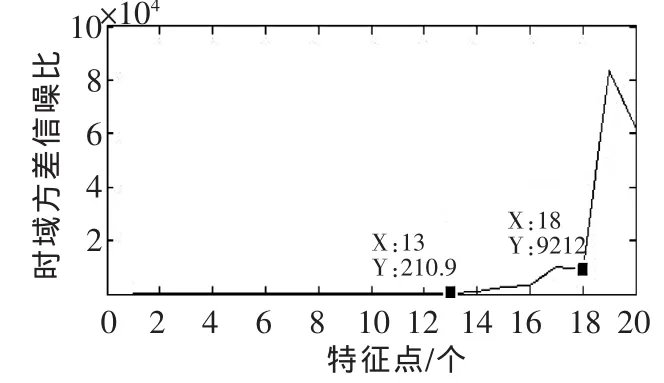
采用时域方差信噪比特征提取方法对6组试验进行防碰撞的信号处理,结果发现,前5组试验属于正常磨削(原始信号见图4),信号时域方差信噪比由小到大,最后趋于某一固定值附近小范围波动,选取其中进给速度最大的试验5进行信号分析,其信号时域方差信噪比的变化见图5,从第80个特征点开始平稳波动。试验6中出现碰撞现象,图6为试验6原始信号,基于时域方差信噪比的特征量对碰撞现象反应敏感,信噪比的变化见图7。
由图5可看出,正常磨削时时域方差信噪比不超过40。由图7可以明显看出,第19个点为碰撞点,但在图7的第18个特征点处,时域方差特征比达到9 212,其值显著超出正常磨削范围,已经发生碰撞,对应图6中3.3×104个采集点附近。研究发现,图7中13特征点处的时域方差特征比值为210.9,相比于正常磨削已有明显增加,通过设定合适的碰撞阈值可以判断接触异常,由此,可以提前6个特征点在发生较强烈碰撞前预判碰撞的发生。
3.3 处理效率
把两种试验方案的特征量在MATLAB平台上进行算法效率比较,处理电脑配置为Intel(R)Core(TM)i5-3210M处理器、2.5GHz双核、4GB内存、64位操作系统的MacBook Pro笔记本,计算4 000个点时消空程与防碰撞所消耗的时间分别为1 ms和4 ms,结果表明,这两种方法的数据处理效率能满足要求。
4 结论
本文针对消空程和防碰撞分别提出了两种不同的特征提取方法,并进行了理论分析和试验研究。
(1)通过合理选择采样间隔、处理样本容量和采样频率,使采样信号满足消空程和防碰撞对实时性和分辨率的要求,同时,通过试验研究确定了在本文试验条件下的特征敏感频率段范围为50~75 kHz。
(2)将工作信号与环境噪声的特征值之比作为最终特征量,将工作信号的实时处理和环境信号的自学习相结合,提高了特征量的鲁棒性。
(3)基于信噪能量比的特征提取方法可以有效识别砂轮与工件的初始接触点并应用于消空程,提出的时域方差信噪比方法可以对碰撞点实现有效判别,并能实现一定时间的提前判断,可有效应用于防碰撞。
[1]T Warren Liao,Fengming Tang,J Qu,et al.Grinding Wheel Condition Monitoring with Boosted Minimumdistance Classifiers[J].Mechanical Systems and Signal Processing,2008,22:217-232.
[2]Xu Liming,Xu Kaizhou,Chai Yundong.Identification of Grinding Wheel Wear Signature by a Wavelet Packet Decomposition Method [J].Journal of Shanghai Jiaotong University(Science),2010,15(3):323-328.
[3]巩亚东,王宛山.声发射磨削接触检测系统的研制[J].东北大学学报,1997,18(6):667-670.
(编辑 功 成)
TH165+.3;TG580
A
1000-4998(2015)04-0076-03
2014年9月