双螺杆塑料挤出机节能技术研究
2015-11-21梁晓刚王敏何振鹏崔雯
梁晓刚,王敏,何振鹏,崔雯
(天华化工机械及自动化研究设计院有限公司,甘肃 兰州 730060)
双螺杆塑料挤出机节能技术研究
Study on twin-screw extruder energy saving
梁晓刚,王敏,何振鹏,崔雯
(天华化工机械及自动化研究设计院有限公司,甘肃 兰州 730060)
列举了塑料改性造粒双螺杆挤出机组的能耗组成,提出主电机能耗是其中占比最大的因素。分析了影响主电机能耗的各项因素;收集了与作业物料有关的单产能耗数据;开展了挤出量、螺杆长径比、螺杆转速等主要因素的能耗试验;开展了不同机型的能耗试验;提出了降低能耗的方法和措施。
节能技术;双螺杆挤出机;塑料改性;单产能耗
双螺杆挤出机是目前最重要的塑料机械之一。众所周知,工业上聚合而成的树脂产品,如聚丙烯、聚乙烯、聚氯乙烯、聚碳酸酯等,是不能直接用于制造各种塑料制品的,一般都需要进行改性处理。改性通常是指利用物理或化学方法来改变树脂某些性能的过程。这些性能主要有抗拉强度、断裂强度、阻燃能力、抗氧化性、抗老化性、抗紫外线能力等。改性后树脂的性能更加优良和多样化,更加适应塑料制品的需求。可以说双螺杆挤出机为注塑机、吹塑机等其他塑料机械提供了原材料,因此双螺杆挤出机(特别是同向啮合型双螺杆挤出机)的重要性显而易见。
近几年,随之塑料加工技术的发展,双螺杆挤出机被直接应用于型材挤出领域。如天华院研制成功的铝塑复合板芯材加工技术,利用一台双螺杆挤出机同时完成聚乙烯树脂的改性和型材挤出两个工艺过程[1]。又如天华院开发成功的聚酯型材免结晶干燥直接挤出技术,将原来需要用专门设备完成的聚酯结晶干燥过程转移到双螺杆挤出机中,在挤出型材的同时完成结晶干燥,缩短了工艺流程和设备数量,最主要的是极大地降低了能耗和加工周期[2]。再如双向拉伸聚丙烯机组中,已经全部采用双螺杆挤出机代替传统的单螺杆挤出机,生产出来的产品品质更高,而机组能耗却更低。
综上所述,双螺杆挤出机的重要性毋庸置疑。在全球提倡节能环保的大环境下,开展双螺杆挤出机的节能技术的研究是极其必要和重要的。
1 双螺杆挤出机的能耗组成
图1是一条典型的双螺杆挤出机塑料改性生产线,分别由上料系统、计量配料系统、双螺杆挤出机、机筒加热冷却系统、真空系统、造粒系统和控制系统等组成。

图1 双螺杆挤出机生产线示意图
以市场上较常用的SHJ-75挤出机为例,上述生产线功率配置情况如表1所示。
此外,SHJ-75生产线在正常工作时,还需要消耗冷却水约30~50 m3/h和少量压缩空气。

表1 典型的双螺杆挤出机生产线功率配置
根据表1,挤出机生产线中,功率最大的部件是主电机,约占总功率的72.6%;其次是机筒加热器,约占总功率的16.8%;其余设备的功率仅占总功率的10.6%。因此研究影响主电机能耗的因素是双螺杆挤出机节能的关键。
2 影响主电机能耗的因素分析
影响双螺杆挤出机主电机能耗的主要因素有:作业物料、挤出量、螺杆组合、螺杆长径比、螺杆转速、作业温度和机头压力等。下文是作者在挤出机能耗方面的一些研究、试验工作的总结。
2.1 作业物料
一般采用单产能耗这一参数来客观地评价不同双螺杆挤出机的能耗水平。单产能耗即生产单位质量产品所消耗的电能,单位为卡瓦时/千克(kW·h/kg)。
不同作业物料的单产能耗是完全不同的,图2是德国科贝隆公司提供的部分聚合物材料改性造粒的单产能耗数值[3]。
2.2 挤出量
为了验证产量和单产能耗之间的关系,开展了下述试验。
试验设备:SHJ-60机,天华院生产;
试验物料:PP+30% CaCO3;
螺杆转速:200 r/min;
螺杆长径比:40∶1;
设定温度:190~200 ℃。
本试验仅改变挤出量,而不改变其他任何参数,因此可以直接反应挤出量和单产能耗之间的关系。试验结果如图3所示。当产量升高时,单产能耗先降低后升高。这意味着当挤出机的产量较小时,各种机械损耗(如螺杆与机筒的摩擦等)在单产能耗中占较大比重,能量浪费较严重。而当产量继续升高时,物料与设备之间的摩擦等因素又会使单产能耗有所升高。因此,在塑料改性工艺设计时,应当将挤出机的产量控制在合理的范围内,以降低能耗。
2.3 螺杆转速和挤出量的综合作用
影响单产能耗的因素并不是单一的,而是一个综合的因素。下面选取了螺杆转速和挤出量2个因素进行交叉试验,研究二者和单产能耗的关系。
试验设备:SHJ-38机,天华院生产;
螺杆长径比:40∶1;
试验物料:PP(牌号T30S);
试验物料熔体流动速率(230 ℃,2.16 kg):2.9~3.5 g/10min;

图2 聚合物改性造粒单产能耗(德国科贝隆公司)
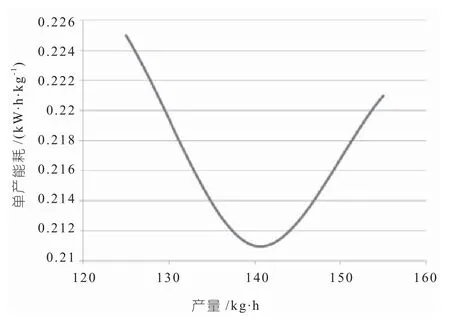
图3 挤出量与单产能耗的关系图
试验方法:对每个因素确定3个参数(如表2所示),进行交叉试验。
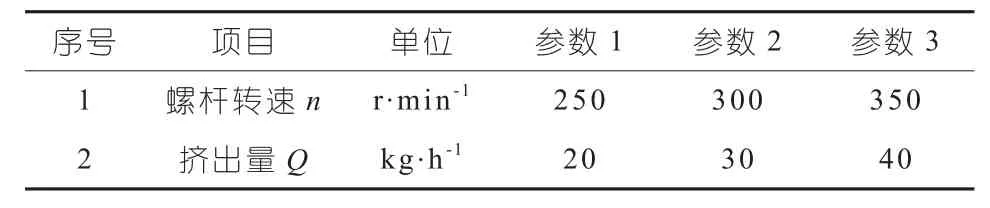
表2 试验参数
通过交叉试验,得到如表3所示的试验数据。

表3 试验结果
从表3可以看出,当螺杆转速不变时,随着产量的增加,单产能耗降低,这与前面的试验结论基本一致。当产量不变时,随着螺杆转速的升高,单产能耗降低。
2.4 螺杆直径
为了验证不同螺杆直径的挤出机(即不同机型的挤出机)对单产能耗的影响,开展了以下试验。
试验物料:70% PP+30% CaCO3;
PP主要参数:牌号T30S;
试验物料熔体流动速率(230 ℃,2.16 kg):=2.56 g/10min;
生产厂家:中国石油兰州石油化工股份有限公司;
CaCO3:牌号LD-200,超细;
生产厂家:立达超微工业有限公司;
试验设备:SHJ-38机、SHJ-75机,天华院生产;
螺杆长径比:40∶1;
螺杆转速:SHJ-38机:300 r/min;SHJ-75机:215 r/min。
挤出量:SHJ-38机:130 kg·h;SHJ-75机:222 kg;
设定温度:190~200℃。
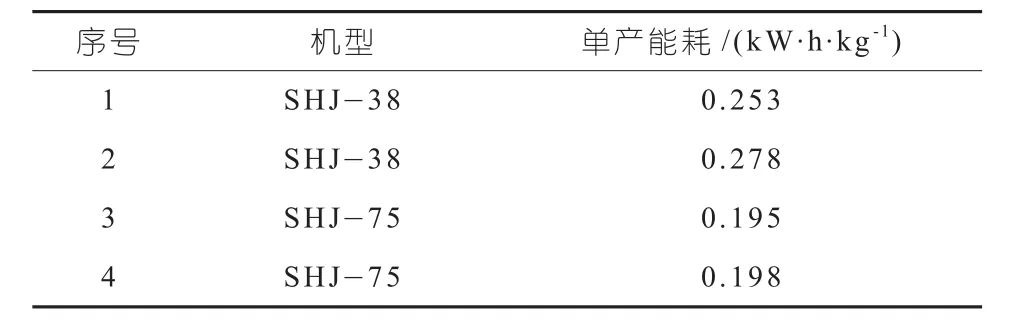
表4 螺杆直径对单产能耗的影响
需要说明的是,为了保证两组数据的可比性,对SHJ—75机的螺杆转速和挤出量按相似放大理论进行了修正[4]。
从表4中可以看出,螺杆直径对单产能耗的影响较大,单产能耗随螺杆直径的增大而降低。
3 结论
(1)双螺杆挤出机的能耗主要是主电机的能耗,选用高效率电机是降低能耗最直接的办法。
(2)机筒加热能耗也是挤出机能耗的主要组成之一,提高温控水平、采用电磁加热等手段都可以降低能耗。
(3)在确定双螺杆挤出机的工艺参数时,应当合理的确定挤出量以便降低能耗。由于实际工艺千差万别,最佳挤出量需要进行试验确定。
(4)螺杆直径对单产能耗的影响也很大。螺杆直径越大单产能耗越低,因此应当选择较大的机型,进行批量生产。但是也需要注意的是,当挤出量产量低于特定值时,挤出机的能耗仍然较高。厂家在选用双螺杆挤出机时,应当根据自身的情况,选择合理规格的机型,使挤出机尽量能够在70%~90%的能力范围内工作。
[1] 刘为强等. 防火铝塑板用无卤阻燃聚乙烯芯材的加工装置:中国,ZL201320489072.8[P]. 2014-02-19.
[2] 李世通等. 聚酯型材的加工装置:中国,201410286794.2[P]. 2014-6-25.
[3] CoperionGMBH.ZSK twin screw extruder [DB/OL].[2015-06-09].http://www.coperion.com/en/compoundingextrusion/machines-systems/zsk-series/
[4] C Rauw endaal. Scale-up of Single Screw Extruder[J].Polymer Engineering and Science, 1987, 27(14) :1059~1068.
TQ320.66+3
1009-797X (2015) 16-0109-04
A
10.13520/j.cnki.rpte.2015.16.037
梁晓刚(1980-),男,学士,高级工程师。
2015-06-09
