采用动态力学分析仪和光学法优化橡胶密炼时填料的分散性
2015-11-19刘春芳张兰波编译
刘春芳, 张兰波 编译
(中国石油兰州化工研究中心, 甘肃 兰州 730060)
采用动态力学分析仪和光学法优化橡胶密炼时填料的分散性
刘春芳, 张兰波 编译
(中国石油兰州化工研究中心, 甘肃 兰州 730060)
采用各种不同构型的密炼机对丁苯橡胶进行了一系列批次的混炼,并用光学法和动态力学分析仪(DMA)法对混炼胶的填料分散性和批次之间的均匀性进行了研究。结果表明,经光学法测试,密炼机采用较长的混炼时间,填料的分散性较好。这一点也由DMA法得到验证。密炼机采用4翼型转子,填料的分散性较好,混炼时间较短;采用2翼型转子,填料分散性较好,混炼时间较长;采用N型转子,在较短的混炼时间内可得到胶料批次间最好的均匀性。
填料;分散性;密炼机;动态力学分析仪;光学法;复数模量;损耗因子
0 前言
近年来,用于测定橡胶胶料中填料分散性的技术已取得了一些进展,这些方法包括动态力学分析仪(DMA)法和炭黑分散度仪法。关于使用这些方法表征未硫化橡胶填料的分散性,已有很多研究,这些方法已被普遍使用,且在与传统门尼黏度法的比较方面也提供了很多详细的信息。
在选择购买橡胶密炼机时,要考虑的因素是其能否在短时间内使填料获得最好的分散、各组分的最好分布以及各批次之间的均匀性。本文对采用不同构型的密炼机进行混炼得到的不同批次胶料进行了表征,所得的分析数据有助于优化密炼机的构型,使每一组密炼机构型都能产生最好的混炼效果。因此,本研究的目的是确定哪些密炼机构型能达到较好的胶料混炼效果。
1 实验
1.1 设备与实验
1.1.1 密炼机
本研究采用带有双螺杆挤出机(TSR)的Kobelco 16L密炼机。该密炼机由混合系统和监控系统组成,试样混炼既可采用手动模式,也可采用预设程序模式。密炼机由功率250马力(1马力=0.735 kW)的直流电机驱动,转子的转速范围为0~120 r/min。
Kobelco 16L密炼机装有特定的齿轮变速箱,使得连接在密炼机转子的双输出轴既可采用1:1的速比,也可以采用1.15:1的速比。此外,密炼机侧面、转子及底门的冷却或加热采用单温区控制单元(通过制冷器,冷却水水温可以低到7 ℃)。
1.1.2 TSR
当每一批次的胶料混炼达到规定或预设的卸料点(时间、温度、功率三者之一或是三者的综合),卸料门自动打开,胶料从密炼机卸出,通过滑道输送到TSR(双螺杆辊筒)。TSR是带有7 in(1 in=2.54 cm)螺杆的125双螺杆挤出机。
TSR的侧面、螺旋输送器和螺杆用可控温的水加热或冷却。双螺旋输送器由10马力的直流电机驱动,可以达到30 r/min的转速,几乎不对胶料做任何额外的功;螺杆由7.5马力直流电机驱动,转速可达25 r/min。由于TSR不赋予胶料任何额外的功,所以测得的胶料性能由密炼机转子赋予,而与TSR任何额外的功无关。
TSR产生的试片宽12.00 in,厚0.25~0.50 in。
1.1.3 转子
本研究采用3种类型的转子,分别是:二翼(2W)型、四翼(4W)型和N型,以达到混炼过程中胶料不同的分散效果。3种类型的转子如图1所示。

图1 Kobelco 16L密炼机中的几种转子类型
1.1.4 混炼
实验胶料为高填充丁苯橡胶(SBR),主填料为矿物填料。所有批次的胶料用2W、4W或N型转子在密炼机中采用手动模式进行混炼,速比为1.15:1,上顶栓压力为75 psi(1 psi=6.89 kPa),经过底门、密炼机侧面及转子的水的温度为32 ℃。20批次用2W型转子混炼,其中10批次转速为40 r/min,5批次为50 r/min,5批次为60 r/min;15批次用4W型转子混炼,其中5批次转速为40 r/min,5批次为50 r/min,5批次为60 r/min;15批次用N型转子混炼,其中5批次转速为40 r/ min,5批次为50 r/min,5批次为60 r/min。
所有混炼批次的胶料经过TSR制成试片,悬挂于冷却架上通过空气冷却,然后制成DMA和炭黑分散度仪测试所用试样。
1.2 分析与测试
1.2.1 DMA
采用Alpha技术公司的RPA2000型橡胶加工分析仪进行分析,其样品室如图2所示。2个双锥型口模组成设备的样品室。口模表面的沟槽用以固定试样,防止试样在测试时滑脱。样品室的外部边缘有2组密封垫,使样品室在高压下完全处于密封状态。将试样放置在下口模上,然后下降上口模,形成所需要的试样形状,多余部分被挤出。下口模按照预设的频率和应变按正弦波振荡。扭力传感器连接在上口模上,以测定试样从下口模传递给上口模的力,所测定的扭力为复数扭力,用S*表示。

图2 RPA2000的双锥口模组成
1.2.2 黏弹性
来自RPA的傅里叶变换正弦S*和应变数据被分为扭力信号的弹性部分和黏性部分,分别用S'和S''表示。采用口模和应变的适当流变学方程,将扭力转换为剪切模量G*、G'和G'',其中,G'是弹性或固体行为的量度;G''是黏性或液体行为的量度;复数剪切模量G*是抵御固体或液体反应形变的综合量度。损耗因子(tan δ)是黏性剪切模量G″对弹性剪切模量G'的比值,即G''/G'。tan δ值对预测橡胶材料的加工性非常有价值。tan δ值随温度、应变和振荡频率而变化。通常,具有较低tan δ值的材料较难加工,或者其焦烧安全性较低。
1.2.3 ASTM D6204测试
混炼胶的加工性能按照ASTM D6204测定,其A部分和B部分测试条件列于表1。根据文献,在频率为0.1 Hz、应变为7%条件下,测得的S*或G*值表现出与弹性体门尼黏度的相关性。

表1 按ASTM D6204测定胶料加工性能的测试条件
1.2.4 MDR2000硫化仪
本研究中,用MDR2000硫化仪测定试样的最低转矩(ML)和最高转矩(MH),考察其加工性能。
1.2.5 炭黑分散度仪
炭黑分散度仪是一种反射光学显微镜,用来测量炭黑或其他填料在橡胶基体中的分散状况。根据ASTM D7723要求,其可以将试样新切表面的聚集体显示出来,通过标准成像或影像分析,将分散物的量定量分析出来。本研究不是采用标准成像来估量混合物的分散状况,而是采用成像分析,通过计算每种尺寸粒子的数量来定量分析炭黑的分散状况。如果较小粒子的数量增加或者较大粒子的数量减少,表明分散状况改善;总的白色区域大幅度减少,也表明炭黑的分散状况改善。如果密炼机得到的各批次胶料的分散水平相同,表明各批次胶料之间的均匀性好。
2 结果与讨论
2.1 分散性
表2列出了本研究所有批次的胶料所用密炼机的转子类型、条件及胶料的分散状况。

表2 密炼机转子类型、条件及填料分散状况
(表未完)

(续前表)
图3是胶料采用2W型转子在60 r/min转速下混炼时的炭黑分散度仪照片,这与采用4W型转子的照片相似。图4是胶料采用N型转子在60 r/min转速下混炼的炭黑分散度仪照片,照片显示出比图3有更小尺寸、但更多数量的白色粒子。

图3 未硫化胶料采用2W型转子在60 r/min转速下混炼时的炭黑分散度照片

图4 未硫化胶料采用N型转子在60 r/min转速下混炼时的炭黑分散度照片
采用炭黑分散度仪还可以对这些照片中的粒子进行统计分析,如对图3中2.9~60.0 μm尺寸范围的聚集体的数量进行统计,结果如图5所示。图5显示了不同尺寸粒子出现的频率。图6为几种不同柱状图数据的比较,表明采用翼型转子混炼会产生相似的粒子分布,而N型转子则产生较小的聚集体。

图5 胶料采用2W型转子在60 r/min转速下混炼时粒子的聚集体尺寸分布柱状图
在炭黑分散度照片中,白色区域的数量减少,表明填料的分散性好。表2也列出了通过炭黑分散度仪计算出的填料分散性,其值越高,表明填料的分散性越好。图7为采用光学法测出的不同类型转子在不同转速下填料分散性的线段图。这个图的标准偏差为2.8。图7表明,采用2W或4W型转子进行混炼,各批次胶料填料的平均分散性相似;随着转子转速的增加,其分散性略有增加。而采用N型转子,填料的分散性较差,但各批次胶料的分散均匀性更好。

图6 胶料采用不同类型转子在不同转速下混炼时的粒子尺寸出现频率柱状图
表2的数据表明,密炼机在低转速下要得到较好的填料分散性,必须增加混炼时间。N型转子填料的分散性较差,但可在较短时间内得到各批次胶料之间较好的分散均匀性。

图7 填料的分散性线段图(光学法测定)
2.2 动态力学性能
图8为采用RPA2000,在0.1 Hz、7%应变和100 ℃条件下测定的各批次胶料的平均G*及其变化。从图8可以看出,采用N型转子在40 r/min和50 r/min转速下,胶料具有较高的平均G*值,各批次的G*值变化幅度较小。文献显示,弹性体材料的混炼时间越长,其G*值越低,因此,采用N型转子时不需要和采用翼型转子时相同的混炼时间。这与用炭黑分散度仪测定的胶料的分散状况,即用N型转子时各批次胶料的聚集体数量增加的结果相吻合。

图8 0.1 Hz、100 ℃和7%应变下的G*值线段图
图9为采用不同密炼机构型时胶料的tan δ线段图。从图9可以看出,采用4W型转子在60 r/min转速时胶料具有最高的tan δ平均值,N型转子在40 r/min,50 r/min转速时的tan δ平均值最低,这表明混炼时带入了最小的功,这与G*值的结果相吻合。相同的研究表明,随着混炼时间的延长,tan δ值增加,即较高的tan δ值表明需要有较长的混炼时间。对于N型转子而言,随着转速的增加,各批次的tan δ值变化幅度较大。
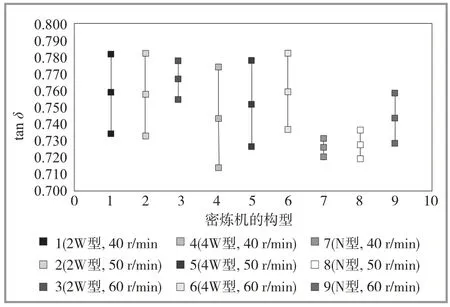
图9 0.1 Hz、100 ℃和7%应变下的tan δ值线段图
图10为按照ASTM D6204 B部分,即在0.1 Hz、100 ℃及应变100%的条件下,采用不同构型的密炼机混炼时胶料的G*测定结果。可以看出,较高的应变下,G*与应变7%时的图8结果相似。

图10 0.1 Hz、100 ℃和100%应变下的G*值线段图
图11为按照ASTM D6204 B部分,即在0.1 Hz、100 ℃及应变100%的条件下,采用不同构型的密炼机混炼时胶料的tan δ测定结果。tan δ的测定结果与图9中应变7%时相类似。这说明按照ASTM D6204 B部分测定,各批次胶料的测定结果与A部分并无太大区别。

图11 0.1 Hz、100 ℃和100%应变下的tan δ值线段图
图12显示一个批次的胶料采用不同转子类型和转速混炼时,在0.1 Hz、100 ℃及应变7%条件下门尼黏度与G*的相关性。结果表明,二者相关性较好,有些数据较分散。从图12可以观察到不同构型的密炼机会产生较紧密的数据分布,而另一些构型的密炼机则产生覆盖整个变化范围的数据分布。N型转子在低转速下有较小的数据变化,这与线段图的结果相似。
通过DMA测试,计算高应变下G'与低应变下G'的比值,以说明填料的分散性。该比值越高,说明填料的分散性越好。通常,低应变指1%,高应变指10%。这些条件在ASTM D6204的A和B部分测试中没有使用,而是将7%作为低应变,将100%作为高应变。从图13可以看出,N型转子在60 r/min转速下,填料的平均分散性较高;4W型转子在40 r/min转速下该比值的变化幅度较小,但比N型转子各批次之间的均匀性更好。

图12 0.1 Hz、100 ℃和7%应变下的门尼粘度-G*值关系图
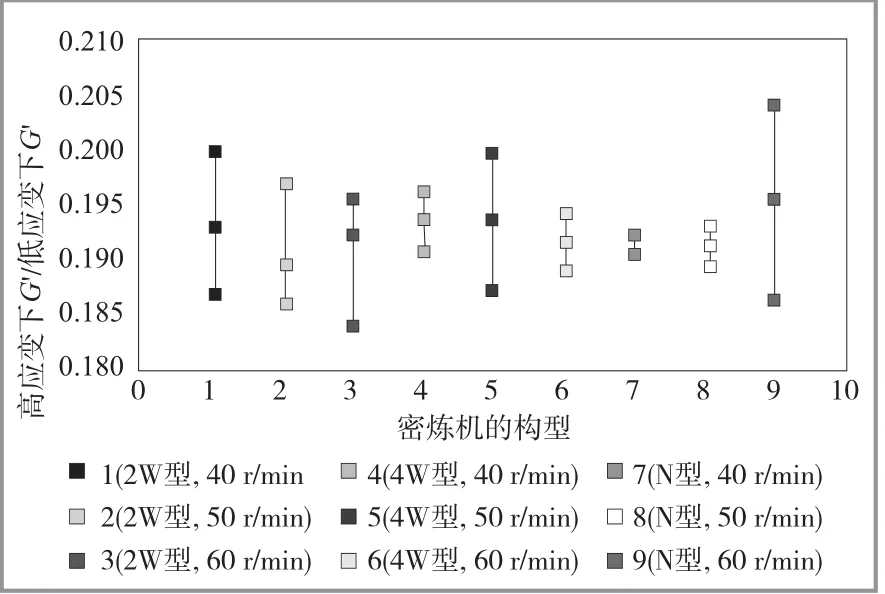
图13 高应变下G'与低应变下G'的比值线段图
图14为胶料采用不同构型的密炼机混炼时混炼时间的线段图。从图14可以看出,混炼时间分布的范围较大,而混炼时间的长短取决于密炼机的构型。图14也表明,填料较好的分散性发生于混炼时间较长密炼机中。

图14 混炼时间线段图
图15是胶料采用不同构型的密炼机混炼时的电力消耗,这与图14的混炼时间结果相一致。从图15可以看出,采用2W型转子混炼时,要得到较好的填料分散性,需要消耗更多的电力。

图15 电力消耗线段图
图16为MDR200硫化仪的ML测定结果,从图16中可以看出,翼型转子的测定结果非常接近,而N型转子产生较高的ML值,这可能是由于其较短的混炼时间所致。图17为MH的测定结果,表明除2W型转子在40 r/min,50 r/min转速下的MH值外,平均MH值的范围很窄。相比于其他构型的密炼机,采用2W型转子混炼时所得胶料的MH值变化幅度很大。该线段图也说明MH值对密炼机构型的相关性不敏感。
RPA的动态力学性能数据可从另一个角度进行分析,以G*为x轴、tanδ为y轴作图(如图18所示)。通常,随着混炼时间的延长,预计G*将降低,tan δ将增大,混炼结果会使此数据从右下方移动到左上方。图18中,大多数混炼胶RPA的动态力学性能的移动方向即是如此。N型转子的混炼结果会使此数据趋向于右下方,而2W型转子会使此数据趋向于左上方,这与混炼时间的结果相一致。采用其中几种构型的密炼机混炼胶料,显示出批次间有好的均匀性,尤其包括采用N型转子混炼。

图16 用MDR2000硫化仪测定的ML值线段图

图17 用MDR2000硫化仪测定的MH值线段图

图18 G*-tanδ关系图(20 Hz,100 ℃,7%应变)
以G'为x轴、G''为y轴作图,如图19所示。这是Cole-Cole图的一种改进,用来表示具有发散性的直线关系。随着混炼时间的延长,G'和G''值降低。根据混炼时间的长短,可以预测每一批次胶料在图中的相应位置。尽管密炼机的构型非常不同,但这种图能对注入材料中的功的实际大小进行分类。
图20有与图19相类似的结果,G'和G''的测定条件由图19的0.1 Hz、100 ℃、应变7%改为0.1 Hz、100 ℃、应变100%,所有数据结果都趋向于一条直线附近,线性好而发散性小。这个条件可以作为密炼机密炼时对材料所带入功的相对大小的最好指示器。

图19 G''-G'关系图(0.1 Hz,100 ℃,7%应变)

图20 G''-G'关系图(0.1 Hz,100 ℃,100%应变)
3 结论[1]
采用9组不同构型的密炼机对SBR进行了50批次的混炼,用光学法和DMA法对混炼胶的填料分散性和批次间的均匀性进行了研究。光学法测试表明,良好的填料分散性随着密炼时间的增加而改善,这一点也由DMA法得到了验证。制造企业可以根据本研究的信息和自身需要选择密炼机转子:(1)如果需要较好的填料分散性及较短的混炼时间,选择4W型转子;(2)如果需要较好的填料分散性及较长的混炼时间,则选择2W型转子;(3)如果需要胶料批次间最好的均匀性和较短的混炼时间,则选择N型转子。
[1] Pawlowski Henry. Optimizing the Filler Dispersion from a Rubber Mixer Using a DMA and Optical Methods[J]. Rubber World,2014,249(4):16-23,33.
[责任编辑:翁小兵]
TQ 330.1+1
B
1671-8232(2015)11-0031-09
2015-04-13
刘春芳( 1962— ),女,陕西蒲城人,高级工程师。主要从事合成橡胶类杂志的编辑工作,已发表论文十余篇。