环氧丙烷废气处理工艺
2015-11-18张宏科王海峰
张宏科,姚 雨,徐 辉,陈 斌,王海峰,刘 林
国家聚氨酯工程技术研究中心 万华化学集团股份有限公司,山东 烟台 264006
环氧丙烷(PO)作为重要的化工产品,广泛应用于化工合成和医用灭菌等领域。PO 具有沸点低(常压下沸点为34 ℃)、易挥发、易燃易爆、高反应热和有毒害等危险性,其爆炸极限宽(空气中爆炸体积为2.1%~37%),对环境和人体会造成极大的危害,因此,必须妥善处理含PO 污染物质的排放。目前国内外对于这种环氧化合物的处理方法主要有催化分解法、冷凝法、缓冲燃烧法和水吸收法等[1-3]。但是这些方法具有一定局限性,并不能从根本上将高浓度PO 废气处理到低浓度(5 mg/Nm3)。
有文献报道[4-8]环氧类化合物可在酸性条件下发生开环水解反应,生成相应的醇及其缩聚副产物,其反应机理为:第一步是环氧丙烷在硫酸催化作用下发生质子化,第二步是质子化作用下的碳氧键断裂开环,第三步是水作为亲核试剂对质子化开环的环氧丙烷攻击发生亲核取代反应生成主要产物丙二醇。活性炭纤维可吸附气相中的烷烃和苯环类有机物[9,10]。基于此,本工作以硫酸为酸催化剂,活性炭纤维作吸附剂,对酸洗工艺结合活性炭吸附工艺处理高浓度环氧丙烷废气进行研究。通过酸洗催化将气相高浓度PO 水解转化为高沸点的丙二醇,处理后的低浓度PO 通过活性炭纤维吸附处理,同时通过工艺流程设计,将活性炭纤维解析液返回硫酸酸洗,对硫酸酸洗液中的丙二醇定期回收,从而不产生新的废气废液排放,根本上解决尾气的环保问题。

1 实验部分
1.1 实验材料
生产过程实际取样测定废气组成主要是PO、氮气和水蒸气,PO 浓度最高达到800 g/Nm3。准确称取一定量工业级PO 配置成不同浓度的PO 水溶液,采用一定流量的工业氮气鼓泡气提,即得不同PO 浓度的模拟废气。
酸洗塔尺寸为∅30 mm×300 mm,采用天大θ环丝网填料,填料尺寸为3 mm×3 mm,填料量为0.37 g/cm3;活性炭纤维采用辽源三海集团有限公司定制生产,实验采用将活性炭纤维剪成小块乱堆装填,保证装填量在0.16 g/cm3。
1.2 实验流程
实验装置如图1所示。保持PO 气体生成器中液体100 g 左右,通过气体流量计控制废气流量在100 L/h;采用水浴锅对PO 水溶液恒温控制,保证取样点A 废气PO 浓度稳定在一定值;将浓硫酸配制成不同浓度的硫酸溶液,控制硫酸溶液总量1.5 L。产生的PO 废气进入硫酸溶液鼓泡,经酸洗填料柱进一步吸收处理,控制蠕动泵流量在30 mL/min,保证酸洗填料柱充分润湿;取10 g 完全干燥的活性炭纤维填入吸附柱中,经酸洗处理后的废气进吸附柱处理,在三个取样点取样分析PO 废气处理效果。气相PO 浓度采用气相色谱检测(Agilent 7890),FID检测器,HP-5 色谱柱(30 m×530 μm×1.5 μm),气体直接进样检测。
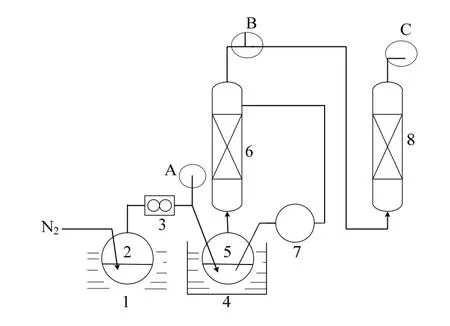
图1 PO 废气处理工艺流程Fig.1 The flow chart of experiment apparatus
2 结果与讨论
2.1 酸浓度对PO 废气处理效果影响
首先考察单一酸洗工艺效果,以确定酸洗最优条件。在反应温度为25 ℃,酸洗塔空塔气速为0.04 m/s,不同酸浓度条件下进行环氧丙烷废气处理实验,取样点B 的取样分析结果如图2所示。由图可知,进气PO 浓度稳定在800 g/Nm3时,当其中的酸浓度从5%增加到30%,出口气体的PO 浓度从8 g/Nm3降到了0.8 g/Nm3,PO 废气处理效果提高。因为随着酸浓度增加,提供的氢质子增加,同一时间内攻击环氧丙烷的几率增加,提高了反应速率,在反应停留时间不变的情况下,废气中被处理的PO 量增加,从而使出口气体中PO 含量低。但由图2可看出,酸浓度从30%提高到40%时,出口气体中PO 的浓度变化较小,这主要是因为酸浓度在30%以下是反应控制过程,达到30%以后,酸对PO 的水解催化作用与酸的浓度无太大关系。

图2 酸浓度对废气处理效果影响Fig.2 Effect of acid concentration on waste gas removal efficiency

图3 酸液温度对废气处理效果影响Fig.3 Effect of solution temperature on waste gas removal efficiency
2.2 硫酸溶液温度对PO 废气处理效果影响
在酸浓度为30%,进气浓度稳定在800 g/Nm3的条件下,考察了酸溶液温度对PO 废气处理效果的影响,结果如图3所示。由图可知,温度从10 ℃升到25 ℃,出口气体中PO 的浓度从0.9 g/Nm3降到了0.8 g/Nm3,说明温度升高提高了反应速率,有利于PO 的水解反应;但是温度继续升高时,出口气体中的PO 浓度反而升高,PO 去除率下降,如45 ℃和55 ℃数据。这主要与PO 在水中溶解度有关(见表1),溶解度降低导致吸收效率下降。温度在PO 废气水解过程中起到提高反应速率的作用,但同时也削弱了水对PO 的吸收作用。考虑到实际生产情况,实际工业水温可能为10~25 ℃(按季节变化),反应过程产生大量放热,为保证效果及安全性能,反应温度不宜过高,应控制在25 ℃左右。

表1 环氧丙烷在水中溶解度Table 1 The solubility of epoxy propane in water
2.3 不同浓度的PO 废气处理效果
在反应温度为25 ℃,酸浓度为30%的条件下,考察了酸液对于不同PO 浓度废气的处理效果,如图4所示。从图中可看出,原始PO 废气浓度越低,处理后浓度也越低。这主要是在酸浓度一定时,同等反应停留时间下,进气PO 浓度低,则接受氢质子攻击的概率增加,水解生成丙二醇的几率增大。因此,当工业化装置处理的PO 废气浓度较高时,可以在设计时考虑采用多级酸洗。

图4 不同浓度PO 废气处理效果Fig.4 Effect of waste gas concentration on waste gas removal efficiency

图5 长周期运行时PO 废气处理效果Fig.5 Effect of long period on waste gas removal efficiency
2.4 长周期处理效果
为检查在连续运行的情况下酸洗去除效果,验证丙二醇累积对酸洗效果的影响。在反应温度为25 ℃,酸浓度为30%,进气浓度稳定在800 g/Nm3时,进行了长周期的酸洗除PO 废气实验,结果如图5所示。由图可看出,随着运行时间的延长,出口PO 废气浓度有所增加,经过60 h 连续运行,PO浓度由0.8 g/Nm3升高到0.95 g/Nm3,去除率有所下降。这主要是因为PO 水解反应生成丙二醇,丙二醇量随着酸洗运行时间延长而累积,整体酸液量增加,从而对硫酸的浓度起到稀释作用。表2为不同时间段的吸收液取样分析结果,由表可看出,丙二醇随着运转周期的延长,累积明显。根据工业处理设计估算,丙二醇累积到62.7%时,处理装置将可保证效果运转半年时间,丙二醇累积对吸收处理效果影响不大。因此在实际工业化处理过程中,对丙二醇的回收时间主要考虑塔罐的液位,排出部分丙二醇酸液时补入新鲜硫酸液,保证酸浓度稳定,达到良好处理效果。

表2 酸洗吸收液组成情况Table 2 Composition of absorption liquid
2.5 活性炭纤维吸附处理效果
由于酸洗并不能将高浓度PO 废气处理到环保要求的5 mg/Nm3以下,因此考虑组合工艺处理,首先采用酸洗将高浓度PO 废气处理到较低浓度水平,再开发其他工艺进行后续处理。活性炭纤维吸附工艺是工业化应用较多的低浓度尾气处理技术,主要包括吸附与解析两个过程。对于PO 废气的实验室评价,主要是考察活性炭纤维对PO 废气的吸附穿透时间。图6是活性炭纤维对不同浓度的PO 废气吸附处理效果。由于酸洗工艺后废气温度在25 ℃左右,因此活性炭纤维吸附工艺在常温下进行。由图可以看出,进口废气PO 浓度为2 g/Nm3时,保证环保达标的吸附穿透时间为20 min;进口废气PO浓度1 g/Nm3时,环保达标吸附穿透时间为40 min。PO 废气浓度越低,吸附处理时间越长。从实际工业化应用考虑,保证酸洗后的废气PO 浓度在1 g/Nm3以下,采用活性炭纤维吸附作为酸洗后的废气处理工艺是可行的。

图6 活性炭纤维吸附对PO 废气处理效果Fig.6 Effect of activated carbon fiber adsorption on waste gas removal efficiency
2.6 酸洗及活性炭纤维吸附组合工艺连续运行处理效果
在酸浓度30%,酸液温度控制在25 ℃,进气流量在100 L/h,PO 浓度为800 g/Nm3情况下,酸洗与活性炭纤维吸附组合工艺处理PO 废气数据如表3所示。由表可看出,经过两级工艺处理后,在连续稳态操作40 min 内PO 废气浓度低于5 mg/Nm3,满足环评要求。因此,控制活性炭纤维吸附解析时间为40min,保证废气排放达标。由于活性炭纤维解析产生含PO 的解析气与解析液,因此工业化设计需将解析气引入废气入口,解析液引入硫酸吸收塔中,使PO 最终转化为丙二醇,保证尾气排放合格,同时不产生新污染。这也是酸洗与活性炭纤维吸附组合工艺相比于冷凝、水洗等工艺的优势所在。
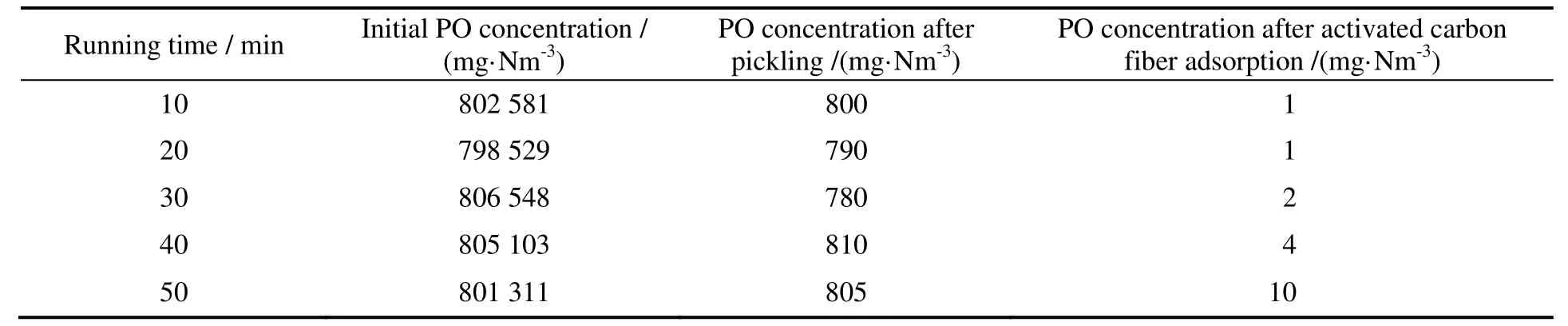
表3 组合工艺连续处理PO 废气效果Table 3 Effect of combined process on waste gas removal efficiency
3 结 论
采用硫酸和活性炭纤维吸附组合工艺,可有效地将废气中的PO 转化为丙二醇,反应出气中的PO含量可降低到5 mg/Nm3或更低,废气排放达到环保监测标准;该工艺简单有效,不产生新污染源。
针对园区企业废气实际情况,最佳反应处理条件为硫酸浓度30%,酸液温度25 ℃。不定时地外排酸液回收丙二醇,补加新鲜硫酸以保证硫酸浓度,使酸洗处理后的废气PO 浓度稳定在1 g/Nm3以下,确保活性炭纤维有足够的吸附解析时间,保证处理后的废气达标排放。
[1]Dante D, Roberto B, Glacomo E.Multiple effect apparatus and process for removing ethylene oxide from a gaseous mixture:EP,1426096 [P].2004-06-09.
[2]Karwacji C J, Rossin J A.Process for the removal of ethylene oxide from air:US, 20040231511 [P].2004-11-25.
[3]Horst W.Method and device for removal of ethylene oxide gas:US, 5741470 [P].1998-04-21.
[4]Lundin A, Panas I, Ahlberg E.A mechanistic investigation of ethylene oxide hydrolysis to ethanediol [J].J Phys Chem A, 2007,111(37):9087-9092.
[5]Long F A, Pritchard J G.Hydrolysis of substituted ethylene oxides in H2Ol8solutions [J].J Am Chem Soc, 1956, 78(12):2663-2667.
[6]王大喜, 杜永顺.烷基苯酚聚氧乙烯醚酸碱催化缩聚机理的量子化学研究 [J].石油学报, 2002, 18(5):58-63.Wang Daxi, Du Yongshun.Quantum chemistry study on condensation mechanism of alkyl phenol polyoxyethylene catalyzed by acid and base catalysts [J].Acta petrolei sinica, 2002, 18(5):58-63.
[7]Muniz R C D, de Sousa S A A, Pereira F D, et al.Theoretical study of acid-catalyzed hydrolysis of epoxides [J].J Phys Chem A, 2010,114(15):5187-5194.
[8]李来才, 唐作华.环氧乙烷酸催化水解反应机理的理论研究 [J].四川大学学报, 1997, 34(5):709-712.Li Laicai, Tang Zuohua.Theoretical study on acid-catalyzed reaction of ethylene oxide with water [J].Journal of Sichuan University,1997, 34(5):709-712.
[9]李国希, 胡乐晖.活性炭纤维吸附酚类化合物的影响因素 [J].湖南大学学报, 2008, 35(9):73-75.Li Guoxi, Hu Lehui.Affecting factors of phenolic compounds adsorption on activated carbon fiber [J].Journal of Hunan University,2008, 35(9):73-75.
[10]赵乃勤, 乔志军, 李家俊, 等.活化前铵盐处理对活性炭纤维吸附甲烷的影响 [J].功能材料, 2003, 34(3):342-343.Zhao Naiqin, Qiao Zhijun, Li Jiajun, et al.Effect of ammonium salt impregnation on methane adsorption characteristics of pitch-based ACF [J].Journal of Functional Materials, 2003, 34(3):342-343.
