“V”法造型工艺生产线的发展及选择
2015-11-18常向阳王东亮王永军
常向阳,王东亮,王永军,安 吉
(双星漯河中原机械有限公司,河南漯河 462000)
“V”法造型是一种物理造型法,又名真空密封造型,它是利用塑料薄膜密封砂箱,并依靠真空泵抽出型内空气,使铸型内外产生压力差,进而使干砂紧实,形成所需型腔。
综合一些文献及专家观点和在设计及现场调试过程中发现的一些现象,“V”法造型与传统砂型铸造相比具有以下优点:①固体废弃物少,铸件清理及砂处理工序缩短,符合节能减排的要求;②铸件表面品质和尺寸精度大大提高,存在潜在竞争优势;③传统型砂铸造黏结剂成本攀升,无黏结和添加物,存在降低成本的潜在因素。
1 国内外“V”法造型的发展及现状
20世纪70年代初,日本真空密封造型的研制成功,英文名称是VacuumProcess,简称“V”法。随后传入欧美等发达国家,并得到迅速发展,据1991年日本“V”法铸造分会统计,日本从事“V”法铸造的企业达149家,欧洲“V”法铸造企业达40家,北美共有31家。据1995年Modern Casting统计,日本有180家“V”法铸造企业,美国有10家,欧洲有85家。进入21世纪,随着发达国家黑色金属铸造生产的战略转移,“V“法铸造在发达国家开始萎缩,仅仅保留了具有竞争力的生产企业。然而实际上,发达国家并没有停止对“V”法的研究步伐,且一直致力于大型自动化装备的研究开发工作,其中最具有代表性的就是2004年有德国HWS公司,分别在俄罗斯和乌克兰建成的生产摇枕侧架铁路车辆用铸件,年设计产量达到10万t.
国内“V”法铸造的发展是在20世纪70年代末,曹文龙教授,率先跟踪,1983年中铁山桥集团有限公司率先引进日本新东公司成套“V”法生产线生产高锰钢辙岔,随后我国十余家企业分别引进了日本和德国“V”法铸造设备和技术,如表1.

表1 国内引进日本和德国“V”法铸造设备和技术企业
21世纪后,“V”法铸造及铸造装备企业如雨后春笋般现于全国各地,据全国消失模与“V”技术委员会不完全统计,到2014年6月全国使用“V”法铸造的企业已有近400余家,如表2.
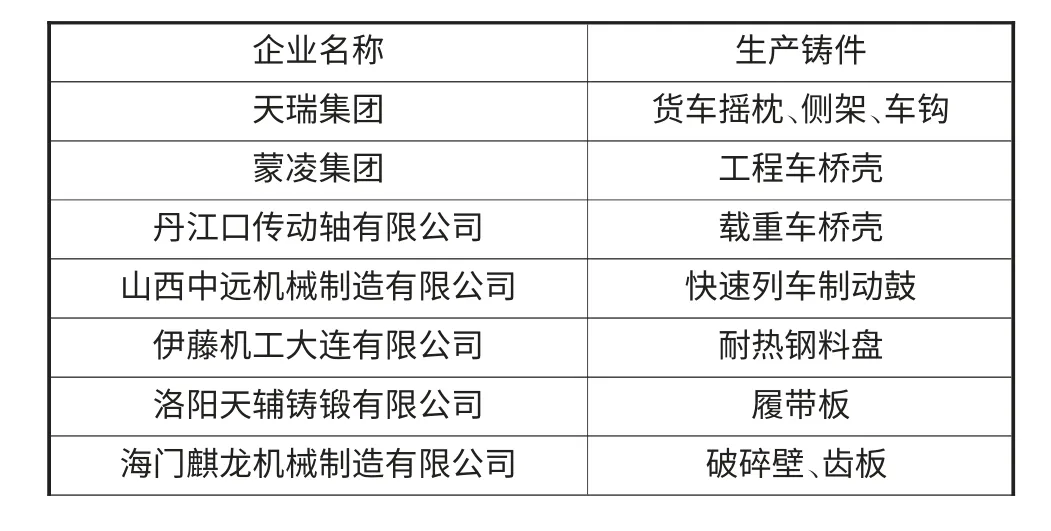
表2 国内典型的“V”法铸件企业
与此同时,国内也涌现了一批小型化和机械化并进的V”法装备企业,据报道称2007年青岛双星机械总公司成功研制国内首条自主创新、拥有自主知识产权的大型“V”法造型生产线,标志着国内V”法机械化生产线依赖进口的历史结束。2011年双星漯河中原机械有限公司的T字形“V”法造型生产线在湖北某公司生产载重车桥壳成功量产。2013年三一重工集团投资由青岛双星承接的大型转盘式“V”法造型成功运行。
2 “V”法造型生产线运行现状分析及日后选择的若干看法
据相关业内文献及近年来有幸对早期进口和国产设备进行改造设计及现场安装调试,也有幸参与早期简易造型项目向机械化项目转变的设计及现场安装调试的具体情况。具体如下:
1)未能达到绿色铸造的目标,铸造环境差,有的甚至粉尘严重,除尘设备成为摆设甚至没有,严重威胁工作人员健康。
2)跟风严重,对“V”法造型工艺了解不够深入,出现了“万能论”,要用“V”法造型工艺替代现用所有,未能理解和明白“V”法造型工艺本身局限性。
3)整体运行成本未能达到预期目标,在2014年6月消失模和“V”法铸造协会举办的内部交流会中,好多铸造企业都提出这个问题,笔者认为,这个涉及的因素较多,这里笔者仅仅讨论生产线本身的若干问题,首先,要尽可能准确预估目前总体产量和期望预计产量以便于设备厂家配置生产线时达成平衡,避免不必要的设备投入。其次,真空泵应作为主要节能考虑因素,配置生产线时候,务必要根据生产节拍及模式配置适当的真空系统,然后要结合节拍和真空泵大小考虑是否有必要采取专业的节能控制模式,如果采用水环式真空泵,水温也是制约真空泵抽气速率的关键因素(当然这些的前提还是保证真空泵及配套设备的质量)。还有,在生产线运作过程中,要考虑烤膜、烘干等这些大功率的工艺时间,并不断验证修订启停时间,以达到某一期望值。
3 “V”法造型技术适用领域及拓展
“V”法铸造早期在国内主要用于球铁配重等比较简单的铸件,发展到现在已有无论是内部质量还是装配性要求都比较高的桥壳,制动鼓,摇枕,侧架,等汽车,工程机械,铁路机车等关键性配件。也随着制动鼓,摇枕,侧架的陆续问世,“V”法工艺无论是内在质量,成本控制都以绝对优势压倒了先前使用的水玻璃砂工艺。国外用“V”法铸造铝合金的企业也主要分布在乌克兰、荷兰和美国,其中,美国HarmonyCasting公司生产铝铸件有25年之久,产品应用到医疗、电子、通讯等行业。2012年7月在第二届全国“V”法铸造技术和生产管理研讨培训班上展出的伊藤机工大连有限公司采用“V”法铸造生产的耐热合金钢料盘材料被评为优质铸件奖,铸件重量40kg左右。笔者在2012年时,也曾参与河南某公司计划采用“V”法铸造应用于锆刚玉(保温材料)的大胆设想,组织专家论证,后来虽然由于其他原因暂时搁置,但却释放一个信号,国内也在通过各种途径和努力发展并发扬着“V”法铸造的优势,并不断向着未知领域,高端领域的方向发展。
4 结束语
“V”法造型的潜在若干优势固然存在,然而每种生产工艺都有其独特的实用性和适用性,“V”法造型是一个完整的系统,工艺是核心,设备是保障,需要对“V”法铸造技术有一个全面系统的认识,希望全体“V”法造型技术工作者不断进行总结、改进和完善。
[1]叶升平,刘德汉.国内外V法铸造技术的发展现状与问题[J].特种铸造及有色金属,2009,29(2):158-161.
[2]叶升平,张建满.V法铸造在黑色合金铸件上的拓展与提升[G]//中国机械工程学会铸造分会第十一届消失模与V法铸造学术年会论文集.2013:219-225.
[3]王其东.V法造型在国内外的应用及发展[J].铸造技术,2004(8):637-638.
[4]吴剑,董凤亮.V法铸造工艺装备与技术特性[J].铸造设备与工艺,2013(4):4-7.
[5]吕胜海,叶升平.我国V法铸刚件的发展现状及展望[J].铸造设备与工艺,2009(5):9-1.