一种汽车防电击穿火花塞橡胶护套的加工及保护件的组装装置
2015-11-17魏二楼
魏二楼
(南京金三力橡塑有限公司,江苏 南京 210000)
一种汽车防电击穿火花塞橡胶护套的加工及保护件的组装装置
Processing of an automobile anti-electrical breakdown spark plug rubber sheath and assembling devices for protection parts
魏二楼
(南京金三力橡塑有限公司,江苏 南京 210000)
主要叙述了火花塞护套的组装装置,依据其自身的特点和规律,主要涉及火花塞橡胶护套、尼龙塑料件及防错工装的加工、橡胶制造工艺和组装过程的知识点。
防电击穿;火花塞橡胶护套;母炼胶;检验;组装
众所周知,汽车发动机在运转过程中,需要借助适当的火花将混合燃气引燃,而产生这种火花的装置,就是点火系。点火系一般由点火线圈、高压线、火花塞帽和火花塞组成。
火花塞的作用是把点火线圈产生的高压电引入发动机气缸,在火花塞电极的间隙之间产生火花点燃混合气体。火花塞在工作时,中心电极的电压会高达20 000 V左右,为了防止高压电流短路,中心电极常采用陶瓷做绝缘材料,且在陶瓷外侧还要加一层波纹状绝缘体。由于火花塞的工作环境十分恶劣,火花塞绝缘体被电压击穿、电极因积炭失效的情况时常发生。因此,火花塞属于“易损件”,怎样延长其使用寿命一直是相关领域热衷研究的课题。为了防止火花塞被电压击穿,在火花塞绝缘体的外部,通常会加装火花塞防电压击穿保护件,火花塞防电压击穿保护件包括一层橡胶护套,为了起到双层保护和固定作用,在火花塞橡胶护套外面套装的塑料尼龙塑料件。为了延长火花塞的使用寿命,加装的火花塞橡胶护套和尼龙塑料件必须要有良好的机械性能和耐高电压、耐高温冲击,耐化学腐蚀的能力。
1 汽车防电击穿火花塞护套结构
火花塞护套结构如图1所示。
橡胶材料部件材质要求为硅橡胶,硬度为60±5 Shore A;塑料材料部件材质要求为尼龙PA66,洛氏硬度为118。

图1 火花塞护套结构图
如图1,要先制备部件1,再制备部件2,最后再将部件2,装备到部件1上。
2 火花塞护套橡胶件的制作
如图2橡胶件的第一护套段部位a的直径尺寸为18 mm。
其橡胶材料的配方重量百分比如下:
母炼胶420/60 95.1%
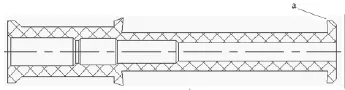
图2 火花塞护套橡胶件示意图
硫化剂101-SC8B 2.3%
耐热剂H3 2.6%
其中,母炼胶420/60为高抗撕硅橡胶;
硫化剂101-SC8B 为硅橡胶膏状硫化剂:2,5-二甲基-2,5双(叔丁基过氧)己烷;
耐热剂H3是硅橡胶固体块状耐热助剂。
在生产实践中发现:母炼胶420/60中加入上述比例的硫化剂101-SC8B和耐热剂H3,制备得到的橡胶护套具有更加优异的耐热性、耐寒性、介电性、耐臭氧和耐大气老化等性能,橡胶护套能在-60 ℃(或更低的温度)至+250 ℃(或更高的温度)下长期使用,其使用寿命大大延长。
采用上述组分及其重量百分比含量的橡胶护套,其制备方法如下:
(1)母炼胶二段加硫
将母炼胶420/60置于开炼机辊筒上热炼,待母炼胶包辊表面光滑平整后,依次加入耐热剂H3、硫化剂101-SC8B,待配合剂全部混入母炼胶后开刀翻炼,将胶料打2~3个三角包和两个卷后出片。
(2)预成型
核对胶料牌号、胶料有效期是否正确,检验步骤(1)胶料出片尺寸是否符合要求,调整自动切条机,对胶片进行裁切,检验裁切得到的胶片重量是否符合要求范围,并将成型好的胶料,整齐的排放在塑料板上,填写胶料管理卡,成型记录。此步骤是为了确保制备得到的橡胶护套尺寸精确、有较小误差,橡胶护套尺寸是否精确对后续火花塞防电压击穿保护件的组装至关重要。
(3)硫化
检查硫化模具是否完好并核对胶料,将步骤(2)得到的胶片填入模腔内,在温度为170 ℃,压力为160 kg/cm2的条件下合模硫化8 min,冷却后得到火花塞橡胶护套。本工序产生的为化学反应,其原理为:线性高分子通过交联作用而形成网状高分子,硫化得到的橡胶护套具备高强度、高弹性、高耐磨、抗腐蚀等优良性能,消除永久形变,且在变形之后,也能迅速恢复原状。
(4)手工修边,二次硫化
将步骤(3)得到的橡胶护套办成品与标准样件核对,去除产品多余的废边,然后再进行二次硫化,二次硫化的具体步骤为:将修边完成的制品放入烘箱内,制品与烘箱壁保持2 cm的间隙,且堆放高度不得超过10 cm,控制烘箱内温度为200 ℃,硫化240 min。
(5)清洗干燥,外观检验
将步骤(4)二次硫化得到的橡胶护套装入清洗袋内,放入水温为10℃的清洗机内清洗3 min,然后将橡胶护套置于烘干机内烘干2 min,最后将橡胶护套送检验工序,进行100%外观检验。

图3 火花塞护套塑料件示意图
3 火花塞护套尼龙塑料件的制作
图3尼龙塑料件的第一骨架段b和第三骨架段d的内径为14 mm。尼龙塑料件第一骨架段b、第二骨架段c和第三骨架段d的长度分别为30 mm、5 mm、22 mm 。所述的尼龙塑料件由如下重量百分比的组分组成:
尼龙66 66%
玻璃纤维 30%
色母 4%
其中,尼龙66化学名称为聚己二酰己二胺;
玻璃纤维为无机纤维,具有不燃性、耐化学性佳、吸水性小、尺度安定性、耐热性均佳、便于加工,配方中增加玻璃纤维是为了增强尼龙塑料件的强度,使尼龙塑料件伸长小、弹性系数高,刚性佳、弹性限度内伸长量大且拉伸强度高,吸收冲击能量大;色母是起到了改变橡胶颜色的作用。
采用上述组分及其百分比含量的尼龙塑料件,其制备方法如下:
(1)烘干
将尼龙66、玻璃纤维和色母按所述比例混合,在120℃条件下,将混合料置于烘干机内烘干4 h。
(2)成型
将步骤(1)烘干后的混合料,在温度为270℃的浇注机内液化后,立即注入模具型腔内, 100℃加热条件下,热塑成型30 s后,即得到尼龙骨架。
(3)修边、检验
对成型后的尼龙塑料件进行修除飞边及检验处理。
4 火花塞护套的组装过程
火花塞护套的组装过程如图4所示。
(1)将制备的尼龙塑料件置于防错工装4上,防错工装为机加工而成,起到防止骨架装反的作用,其尺寸是按照塑料件外观尺寸的1.1倍加工。
(2)调节拉杆伸缩控制手柄1控制拉杆2,从靠近防装错工装第一工装段的一端穿过尼龙塑料件内孔,将拉杆一端的绳套3连接于橡胶护套的第一护套段a。
(3)调节拉杆伸缩控制手柄控制拉杆收缩,绳套拉动第一护套段a进而带动整个橡胶护套通过尼龙塑料件内孔,使得尼龙塑料件准确套合于橡胶护套上。在实际操作中,第一护套段a通过尼龙骨架内孔的压缩量为30%。

图4 组装过程示意图
(4)解开绳套,将火花塞防电压击穿保护件从防装错工装上取下,便完成了火花塞防电压击穿保护件的组装操作。
通过如上装置,可有效杜绝尼龙塑料件装反的缺陷:由于尼龙塑料件的第一骨架段b和第三骨架段d的长度尺寸分别为30 mm、22 mm,正常安装后的状态为图1所示(第三骨架段d靠近橡胶护套段部位a),如果一旦尼龙塑料件装反(第一骨架段b靠近橡胶护套段部位a),又由于尼龙塑料件内径(14 mm)小于橡胶护套段部位a直径尺寸(18 mm),再想将尼龙塑料件取出,便会很难做到,这将会直接导致整个防电击穿火花塞护套的报废,给生产带来损失,更严重的是,若在发动机组装过程中没有及时发现尼龙骨架装反的问题,将不合格的防电击穿火花塞护套安装于汽车发动机火花塞上,在后续对火花塞的外观检验过程中便容易对此问题漏检,这将直接对所生产汽车的发动性能产生重大影响。同时,该装置在很大的程度上也提高了安装效率,使手工安装得以施放。
(R-03)
TQ336.42
1009-797X(2015)23-0030-03
B
10.13520/j.cnki.rpte.2015.23.008
魏二楼,男,大专,主要从事汽车行业橡胶密封圈的质量管理工作。
2015-08-03
