铜管钎焊工艺评定及工程应用
2015-11-16赵丽辉国忠齐陈建敏
赵丽辉 国忠齐 陈建敏
1. 工程概况
施工中所涉及的材料全部依据中国标准生产。管道母材牌号为TP2Y (GB/T18033—2007 “ 无 缝 铜 水管 和 铜 气管”),2#磷脱氧铜(纯铜),规格为φ 15~φ54mm,壁厚为1.0~2.0mm。管道总计600余道焊口。

表1 材料化学成分及力学性能

表2 钎料的化学成分(质量分数) (%)
2. 工艺评定准备
根据设计的要求,在施焊前依据ASME第Ⅸ卷2007版(QB钎焊评定篇)标准进行评定。
(1)接头形式、管壁厚度TP2Y壁厚较小,易冷加工,工程中管与管连接采取搭接。此次施工中母材厚度为1.0~2.0mm,为保证工艺评定所覆盖的厚度范围满足工程需要,选用φ 28mm×1.5mm与φ 25 mm ×1.5mm的铜管进行评定。
评定用铜管的力学性能符合GB/T18033—2007《无缝铜水管和铜气管》标准,化学成分符合GB/T5231—2001《加工铜及铜合金化学成分和产品形状》标准;材料化学成分及力学性能如表1所示。
(2)接头搭接长度 标准中QB408.4 规定搭接接头已评定的重叠部分长度为实际焊接时允许的最小重叠长度。工程中管与管接头的搭接长度均>10mm,故选取搭接长度为10mm进行评定试验。
(3)钎料的选择 选择国产铜磷银硬钎料, 型号为B Cu91PAg(GB/T6418—2008),相当于 ASME SFA 5.8/ SFA 5.8M BCu P—6。钎料的化学成分如表2所示。
根据所选钎料BCu91PAg,其钎缝间隙在0.05~0.13mm内最为适宜。评定用两管的钎焊间隙为0.085mm,在适于钎焊的间隙范围内。
(4) 漫流位置选择 标准中规定当横向漫流或垂直向上漫流位置评定合格时,可替代垂直向下漫流位置。因此,选取横向漫流和垂直向上漫流位置各做一个评定,即可最大限度满足实际施工的需求。
3. 工艺评定的实施
(1)焊件表面清理 焊件在焊前的加工过程中可能会产生氧化膜、粘上油污,直接影响焊接质量。因此,在焊前需对搭接位置及周围10mm范围内用丙酮进行化学清洗,露出铜金属光泽后用布擦净,为下一步做准备。
(2)钎焊工艺过程 第一,钎焊的位置。分别针对横向漫流及垂直向上漫流方向进行评定(见图1、图2)。
第二,钎焊火焰选择。加热火焰选择中性焰,其氧气与乙炔的混合比为1.0~1.1,以确保加热时的温度。
第三,加热要点。加热时,为保证加热均匀,应将火焰沿接头来回摆动,使其均匀加热,以防止接头形成气孔、夹渣及裂纹等缺陷。将全部接缝加热后,再将钎料放在钎焊间隙处,切忌用火焰直接加热钎料,当温度达到732~816℃时,熔化的钎料通过毛细作用,向温度高的钎焊间隙内渗透,在两个紧密贴合的接头接触面之间自动流开铺展,连续向前移动加热火焰,同时移动钎料使之不断熔化,直至填满整个钎焊间隙,并在钎焊间隙周围形成饱满的钎角时停止加热。
钎焊结束后,应使焊件自然冷却,冷却后清除接头处的残渣及氧化物。
(3)检测 第一,外观检查。确定钎焊接头的致密性,如钎料的连续性、沿着接头的尺寸、轮廓和润湿情况。
第二,拉伸试验。确定其是否满足使用性能。评定试验结果如表3、表4所示。
标准中规定:拉伸试验合格标准是试样的抗拉强度不小于退火状态母材所规定的最小抗拉强度。因标准中TP2的最小抗拉强度为205MPa(GB/T18033—2007状态M退火态),所以试验结果满足标准要求。
第三,焊缝切片试验。使用5倍放大镜观察各侧面的致密性,以确定钎料是否从填加一侧漫流穿过接头到达另一侧,结果满足致密性要求。
(4)评定结论 评定试验的各项检验结果均满足标准要求,评定为合格。
4. 结语
根据合格的钎焊评定编制了钎焊工艺规程,用于指导实际钎焊施工。同时对参与工程施工的钎焊工进行了相应的技能评定,使其具有了相应的钎焊资格。工程结束应用至今四年多,未出现任何问题。

图1 垂直向上漫流
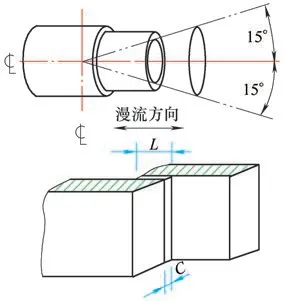
图2 横向漫流

表3 垂直向上漫流评定的拉伸试验结果

表4 横向漫流评定的拉力试验结果
