实例分析电镀废水处理回用工艺的应用
2015-11-12陈水辉广州市环境监测中心站广东广州510000
陈水辉(广州市环境监测中心站,广东广州 510000)
实例分析电镀废水处理回用工艺的应用
陈水辉(广州市环境监测中心站,广东广州 510000)
本文结合笔者的实际工作经验,阐述了电镀废水的种类、危害及处理回用方法,从而结合某企业电镀车间废水处理实例,阐述了电镀废水处理回用处理工艺设计流程,并对工程调试运行效果进行了分析,通过调试,对优化废水处理工艺及运行条件进行了优化。并通过运行效果分析得知,该电镀车间废水处理回用效果明显,且成本低、出水水质达到了预期的目标,满足了设计要求。
电镀废水;分类收集;分质处理;膜法回用
电镀行业作为我国工业行业中污染较大的行业,如果出现严重污染时,将会给人们带来较大的处理难度。电镀废水主要包括含油废水、酸碱废水以及重金属废水等。其中,含油废水及酸碱废水中含有含氮化合物、石油类物质、悬浮物等物质;而重金属废水中常含有镍、铜、铅等物质。这些物质具有一定的毒性,如果融入到饮用水中,人们长期使用的话将会引起中毒,甚至会造成死亡。
电镀废水含有污染成分较多,从中给废水处理工作带来了一定的难度。目前,在电镀废水处理过程中,主要采用化学法、物理法、生化法等处理方法。废水处理的工艺单元包括反渗透脱盐、混凝气浮及中和沉淀等。这些废水处理工艺不能单独使用,需要结合废水的性质及处理要求进行优化组合,发挥各单元工艺的优势,这样才能取得良好的处理效果。
下面结合某企业电镀车间废水处理回用实例,就其废水处理工艺及运行条件进行了探讨。
1 电镀厂废水水质及处理要求
该电镀车间排放的废水类型、水质现状如表1所示,废水处理回用要求如表2所示。
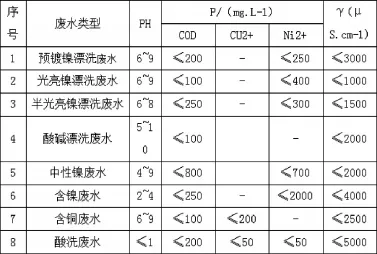
表1 电镀车间的废水类型及水质

表2 废水处理回用要求
根据表1分析得知,该电镀车间含有大量的废水,其中主要包括含酸碱废水、含铜废水以及含镍废水等。其中,根据工艺的不同,可以将含镍废水分为以下几种,即预镀镍废水、含镍浓水、光亮镍漂洗废水以及半光亮镍漂洗废水等。为了使通过处理好的车间镀镍废水达到回用要求,需要对有用部分的废水进行尾水回用,以达到排放要求。
电镀厂废水处理工艺设计流程见图1。

图1 电镀厂废水处理工艺设计流程图
1.1 含镍漂洗废水预处理工艺。含镍漂洗废水处理内容有:预镀镍、半光亮镍、线光亮镍漂洗废水。其处理方式:(1)采用膜法浓缩处理工艺对废水进行回用,将回用水应用于生产;(2)由于该厂车间废水的含镍浓缩液没有达到生产线处理要求,所以在对废水进行回用时,采用混凝沉淀处理工艺。
1.2 中性镍废水预处理工艺。根据据废水处理前的小试,该厂车间废水中含有较高的浓度,通过Fenton氧化处理后,废水出水电导率较高,达到了100μS/cm以上,因此决定采用反渗透+纳滤+膜浓缩的组合处理工艺。此工艺的处理步骤如下:采用袋式过滤器对中性镍废水进行过滤,然后进入一级反渗透浓缩系统进行浓缩,将浓缩后的废水排到1#中间水池,再进入二级浓缩系统进行浓缩,最后将浓缩后的浓缩液进行蒸发处置。
1.3 酸洗废液处理工艺。酸洗废液是指生产线经过酸洗后所产生的漂洗水。由于这类废水中含有大量的铁元素,电导率非常高,达到了3400μS/cm以上,所以在处理时不能采用膜法回用系统处理工艺,需要采用膜浓缩液组合工艺,这样经过处理后的废水才能达到排放要求。
1.4 集成膜处理回用工艺。集成膜处理回用工艺具有较高的回用率,该工艺流程如下:电镀车间废水进入回用水池,经过超滤系统进行过滤处理,处理完成后再进入回用膜处理系统,通过膜处理后的废水,其出水水质达到了排放要求,回用率达到85%以上。
1.5 达标排放处理工艺。由于膜系统浓缩液的含盐量较高,因此在回用过程中,为了减少盐分的积累,处理后能够达到排放要求,我们可以对浓缩液进行收集,将其引进2#中间水池,并进行铁碳芬顿回用处理,废水中重金属浓度达到了回用要求(见表2),出水水质经过过滤系统处理后达到了排放的要求。
2 工程调试运行效果分析
2013年,该电镀车间完成设备安装工程,到2014年底,经过调试后发现,废水水质达标。
2.1 含镍漂洗废水处理。根据含镍漂洗废水进出水水质分析,在正常运行情况下,进水镍含量<500mg/L时,处理后出水镍含量在0.5mg/L以下,由此可见,镍含量去除率达到99%以上,满足设计要求。
2.2 中性镍漂洗水处理。根据中性镍漂洗进出水水质分析,废水通过膜处理后,出水镍含量<1mg/L,电导率<400μS/cm以下,由此可见,废水采用膜系统处理方式具有一定的可行性,同时大大降低废水出水含盐量,减少废水膜回用系统运行的影响。
2.3 酸洗废液处理。根据酸洗废液预处理进出水水质分析,酸洗废液经过处理后,进水水质中镍离子含量在20-70mg/L范围内,镍离子去除率达到95%以上,浓度<2mg/L。从中可以看出,在酸洗废液处理时,可以采用物化沉淀工艺,出水水质排放达标。
2.4 集成膜处理。根据集成膜系统处理后进出水水质分析,膜系统处理后的电导率<250μS/cm,满足废水排放要求。
2.5 排放处理。根据尾水排放处理进出水水质分析,废水通过铁炭微电解+Fenton氧化混凝沉淀后,出水铜含量和镍含量都小于0.5mg/L,废水达到排放标准。
3 结语
3.1 对于电镀车间的废水,在处理策略上我们可以采用废水分类收集或者分质预处理,这些处理工艺具有处理效率高、针对性强等特点,回用水质容易达标。
3.2 在镍废水预处理过程中,应采用Fenton氧化+混凝沉淀的处理工艺,此处理工艺比较灵活,在确保废水中镍离子和铜离子去除率达到规定要求,而且可以节省投资成本。
3.3 经过分类收集处理后的废水,一旦进入集成膜处理回用系统,可以采用两级回用的处理方式处理废水,这种处理方法既能够提高水的回用率,女可以保证回用水水质。
3.4 废水在主体工艺处理完成后,我们应设置尾水达标排放处理系统,将含盐量高、电导率高的废水进行铁碳微电解芬顿氧化处理,经过混凝后,从而达到排放标准。
[1]王磊.电镀废水深度处理实用工艺研究[J].山东化工,2011(8):65-67.
[2]张晓云.微电解+改良Fenton氧化法处理电镀前处理废水的工程应用[J].广东化工,2010(7):230-231.