锥形件双旋轮强力旋压的旋压力算法建立
2015-11-05杨羽

摘 要:针对锥形件双旋轮强旋时由于传统旋压力计算方法忽略旋轮前金属堆积而造成的较大误差,该文提出了一种基于剪切与弯矩综合变形的旋压力计算方法,并进行了相关旋压工艺实验,利用电测法对旋压力进行了测量,结果表明该算法所得到的旋压力均与电测法所测量得到的旋压力基本一致。
关键词:旋压力 强力旋压 直径尺寸精度 表面粗糙度
中图分类号:TH164 文献标识码:A 文章编号:1674-098X(2015)09(a)-0053-03
Abstract:For the computing method of conventional spinning force sometimes has a great error by neglecting deposit metal before roller, this essay proposed a spinning force calculation method based on cut and curving force, and it is analyzed an effective and accurate way by testing a set of craft experiments. Then setting up a model on the basis of this method and conducting the stimulation test about shifty force of the projectile two rollers power spinning. The experimental results demonstrate that this experimental method can effectively increase projectile in its diametric dimensional accuracy and decrease its surface roughness on condition.
Key Words:Spinning Force;Power Spinning;Diametric Dimensional Accuracy;Ssurface Roughness
旋压是一种先进的挤压成形工艺。在锥形件的双旋轮强力旋压时,其旋压制品的精度主要靠旋压工艺参数的合理设定来保证。而设定合理工艺参数的依据就是旋轮所受旋压力的大小。而目前旋压力的计算往往只能靠着有经验的科研人员在旋压前进行预估性的粗略计算,由于这种计算方法忽略旋轮前金属堆积,因而容易造成较大的误差,不能准确计算数值,这样就会造成旋压制品的精度降低[1-6]。
该文提出了一种基于剪切与弯矩综合变形的计算方法,为了验证该算法的准确性,进行了相关的旋压工艺实验。通过电测法对旋轮所受径向、轴向和切向旋压力进行了测量。实验结果证明了该算法的准确性。
1 旋压力算法建立
在对锥形件的旋压力计算前,首先要进行假设:
(1)毛坯是均匀和各向同性的。
(2)变形前后材料不发生体积变化。
(3)旋轮与毛坯之间的摩擦力忽略不计。
(4)在旋轮下的毛坯材料进行瞬间变形时,其它部分材料部变形。
(5)在变形过程中,设备和工具系统被认为是绝对刚性的。
(6)认为材料在变形区内为平面变形状态[6]。
如图1所示为强力旋压变形图,在本方法中假定锥形件强力旋压变形时以沿芯模转轴线方向的剪切变形为主,但同时还存在着在RZ平面和绕R轴的弯曲与反弯曲变形。
2 工艺实验
为验证该算法的准确性,XYQK30-500数控旋压机对锥形工件进行了两次旋压工艺实验,通过电测法对旋轮所受的旋压力进行测量,其实验参数如表1所示。
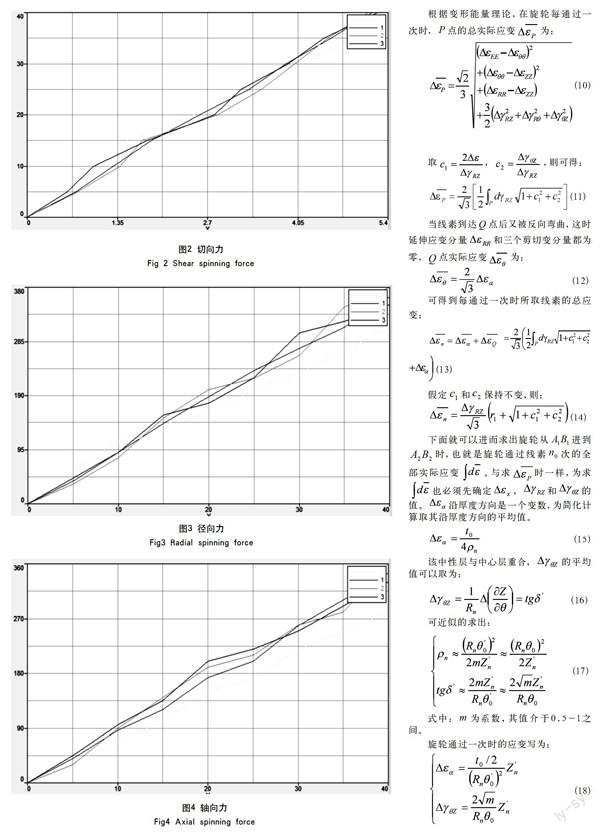
其实验结果切向力、径向力、轴向力分别如图2、图3、图4所示。其中红线表示新算法的计算值,绿线表示第一次试验所测得的旋压力数值,蓝线表示第二次试验所测得的旋压力数值,黄线表示原来科研人员常用的粗略算法的计算值。从工艺实验结果可以看出基于剪切与弯矩综合变形的旋压力计算方法更趋近于实测值。
3 结语
该文提出了一种基于剪切和弯矩综合变形的锥形件强力旋压算法。经电测法工艺实验验证,该方法较原有算法更为趋近于实测值。
参考文献
[1] 杨羽,曹国华.筒形件旋压力Thamasett算法参数修正及仿真[J].兵器材料科学与工程,2012,35(1):84-87.
[2] 路平,张云开,陈波.汽车轮辐错距强力旋压成形的有限元仿真[J].上海交通大学学报,2015,49(1):56-61.
[3] 缪伟亮,刘大海,邵雪明.工艺参数对薄壁件多道次旋压变形均匀性的影响[J].精密成形工程,2014,6(2):18-23.
[4] 朱君力.薄壁锥形件加工工艺改进[J].金属加工,2014(7):40-42.
[5] 刘胜京,张军,雷海龙,等.TC4钛合金锥形件叠层超塑成形工艺研究[J].热加工工艺,2014,43(17):155-159.
[6] 周六如.金属板料数控渐进成形机理及工艺的研究[D].武汉:华中科技大学,2004.
