冲杯试验圆片试样制样模具设计及三维动作模拟
2015-11-05刘珂
刘珂
(国家铝及铝制品质量监督检验中心,河南 三门峡 472000)
冲杯试验圆片试样制样模具设计及三维动作模拟
刘珂
(国家铝及铝制品质量监督检验中心,河南 三门峡 472000)
本文研究了GB/T5125有色金属冲杯试验方法,分析了冲杯试验圆片试样的特点,利用Solidworks软件对冲杯试验圆片试样制样模具进行了三维建模。该模具采用组合式的设计思路,自上而下分布的设计方案。通过三维模型的动作模拟,证明了冲杯试验圆片试样制样模具结构紧凑,设计合理。同时,为冲杯试验圆片试样加工提供了一种新的方法。
杯试验;圆片试样;模具;Solidworks
随着中国工业产品的发展,对有色金属板材的需求越来越旺盛,进而对板材性能的研究越来越深入。其中,冲杯试验[1]是对有色金属薄板和带材延展性能的测定,主要用于研究有色金属板材各向异性的性能。传统的冲杯试验所需圆片试样的获取方法为机加工,该方法存在诸多弊端,影响了冲杯试验数据的可靠性。因而,现有的冲杯试验圆片试样的加工方法亟待改进。
通过对圆片试样的结构分析,利用Solidworks三维建模软件,采用了组合式的设计思路,自上而下的设计方案对冲杯试验圆片试样制样模具进行了设计。
1 圆片试样结构和加工过程分析
1.1圆片试样结构分析
主要研究方向:铝及铝合金产品质量检验。
冲杯试验用圆片试样的具体要求为:①表面应平整不能有划痕,周边无毛刺;②圆片试样分为三种规格:;③进行冲杯试验的板材厚度范围:0.1~3mm。
1.2圆片试样加工过程分析
在以往的试验中,对于圆片试样的获取,通常是车床切削加工或是采用线切割加工。对于车床切削加工:该加工方法要求操作技能比较高,加工过程中,金属薄板受力易变形,表面易被刀具划伤;对于线切割加工:加工过程中高温易使金属薄片边缘产生热影响区,影响材质性能。这两种方法在获取冲杯试验圆片试样中存在成品率低的现象。同时,为了保证试样的表面要求和尺寸精度,就会引起加工效率低的现象,无形中增加了试验成本,也影响了试验数据的可靠性。
2 制样模具结构设计
基于圆片试样传统方法加工过程中存在的种种问题,通过Solidworks软件对冲杯试验圆片试样制样模具进行了三维建模[2-3]。
2.1模具整体设计
通过对圆片试样的结构分析,采用Solidworks软件对冲杯试验圆片试样制样模具按照组合式的设计思路,自上而下分布的设计方案,进行了三维模型设计,如图1所示。图中:1—冲剪杆;2—主弹簧;3—冲剪凸模;4—主弹簧套筒;5—上座;6—轴用挡圈;7—支撑弹簧;8—底座;9—销子;10—冲剪凹模;11—待制取的有色金属板材。

图1 制样模具整体结构图
冲杯试验圆片试样模具特点:①为了简化结构,模具自身不带动力,由万能试验机来提供;②冲剪杆与冲剪凸模采用螺纹连接,冲剪凹模直接放置在底座上,靠锥面结构保证冲剪凹模和底座的同轴度。这样的设计易于更换冲剪凸模和冲剪凹模,以便制取不同规格的圆片试样。
2.2各功能机构设计
通过制样模具的功能分析,将其划分为以下几个部分:夹紧机构、冲剪机构、主分离机构、辅助分离机构和轴线重合保证机构。
2.2.1夹紧机构设计
夹紧机构用于夹紧待制样的有色金属板材,由冲剪杆、主弹簧、上座、冲剪凹模和底座组成。万能试样机的上压头压在冲剪杆上,施加向下的位移,通过力的传递,冲剪杆向下运动带动主弹簧运动,主弹簧再带动上座运动,直至上座和冲剪凹模将有色金属薄板夹紧。
2.2.2冲剪机构设计
冲剪机构用于完成圆片试样的制取,分别由52mm、55mm、60mm冲剪凸模和对应的52mm、55mm、60mm冲剪凹模组成。上述夹紧机构工作后,随着万能试验机继续向下运动,冲剪杆带动冲剪凸模与冲剪凹模配合完成对薄板进行冲剪。不同规格的冲剪凸模和冲剪凹模配合使用,制取不同规格的圆片试样。
2.2.3主分离机构设计
主分离机构由冲剪杆、主弹簧、冲剪凸模和冲剪凹模组成。待冲剪过程完成后,万能试验机上压头开始向上运动,这时在主弹簧的恢复力作用下,冲剪杆带动冲剪凸模与冲剪凹模分离。
2.2.4辅助分离机构设计
辅助分离机构用于制样完成后将有色金属板材松开,以便进行下一次制样。由冲剪凹模、支撑弹簧和上座组成。主分离机构开始工作时,支撑弹簧在恢复力作用下,将上座与冲剪凹模分离,使得夹紧机构松开有色金属板材。
2.2.5轴线重合保证机构设计
轴线重合保证机构用于保证制取的冲杯试验圆片试样尺寸精度。由上座、销子、轴用挡圈和底座组成。在冲剪凸模下移过程中,通过上座销子孔和底座销子孔与销子的尺寸公差配合,同时,销子本身为短粗结构,刚度大,也会起很好的引导作用,使得冲剪凸模准确落入冲剪凹模内,来保证圆片试样的精度要求。
3 三维模型动作模拟
利用Solidworks软件,进行运动模拟。过程如下:
对模型的冲剪杆施加一个驱动上下运动的马达,将待取样的有色金属板材放置在冲剪凹模上,当冲剪杆产生向下的位移时,由于支撑弹簧的刚度明显小于主弹簧的刚度因而首先产生压缩,使得上座和冲剪凹模逐渐接近,直至上座与有色金属板材上表面接触,冲剪凹模与有色金属板材下表面接触,将有色金属板材夹紧,见图2所示。此时继续加载,主弹簧受力压缩,冲剪杆带动冲剪凸模继续向下运动,在冲剪凸模与冲剪凹模的配合下,完成圆片试样的冲剪取样,并经冲剪凹模孔掉落到工作台面上,如图3所示。
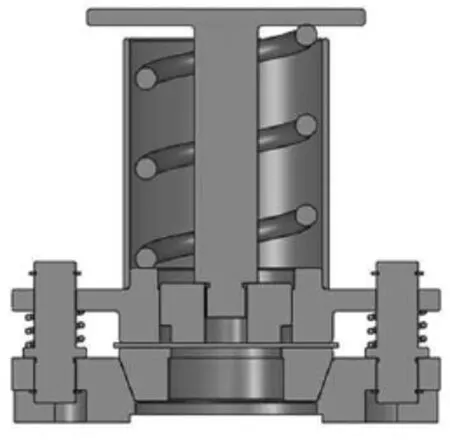
图2 有色金属板材夹紧工作状态示意图
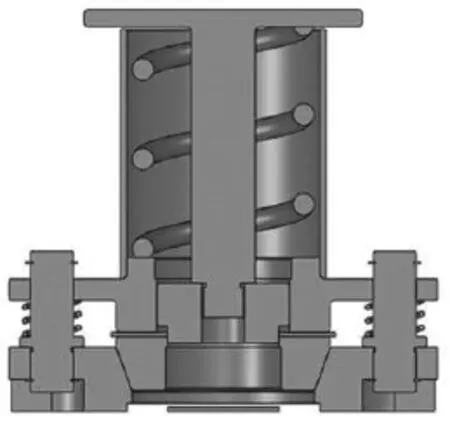
图3 有色金属板材冲剪工作状态示意图
有色金属试样取样完成后,调节驱动马达,使冲剪杆向上运动进行卸载,主弹簧逐渐恢复,并将冲剪凸模抬起,与有色金属板材分离;随后,支撑弹簧逐渐恢复,将上座弹起,与冲剪凹模分离。直到冲剪杆恢复到初始状态。
模拟过程中圆片试样制取过程流畅,机构间无干涉现象发生,说明冲杯试验圆片试样制样模具设计合理,结构紧凑。
4 结论
冲杯试验圆片试样制样模具采用组合式的设计思路,自上而下的设计方案;利用Solidworks软件对冲杯试验圆片试样制样模具进行了三维建模,并进行了动作模拟,证明了冲杯试验圆片试样制样模具结构紧凑,设计合理。同时,为冲杯试验圆片试样加工提供了一种新的方法。
[1]GB/T5125-2008.有色金属冲杯试验方法[S].
[2]郑刘波.木塑模具设计[J].模具技术,2013(2):50-52.
[3]周文.基于Solidworks的汽车前大灯玻璃制品压制成型模设计[J].模具工业,2015,41(2):33-38.
Cup Test Wafer Specimen Sample Preparation Mold Design and Simulation of Three-dimensional Movement
Liu Ke
(NationalQuality Supervision and Inspection Center of Aluminum and Aluminum Products,Sanmenxia Henan 472000)
This paper studied the GB/T5125 nonferrous metal cup test method,and analyzed the characteristics of the sample cup test wafer,and conducted 3D modeling on the cup test wafer specimen sample preparation mold by Solidworks software.The mold used modular design concept with top-down designing scheme.Through the motion simulation of three-dimensional model,it was proved that the sample cup test sample preparation mold had compact structure and reasonable design.Meanwhile,itprovided a new method for the red cup test wa⁃fer sample processing.
Cup test;wafer sample;die;Solidworks
TF125
A
1003-5168(2015)05-0042-3
2015-4-28
河南省质量技术监督局科技计划项目(2014zj013)。
刘珂(1982-),男,硕士研究生,工程师,研究方向:铝及铝合金产品质量检验。
