铝焊板焊接工艺的创新
2015-11-04周杨
周杨
(七冶压力容器制造有限责任公司)
铝焊板焊接工艺的创新
周杨
(七冶压力容器制造有限责任公司)
近些年,随着我国工业的快速发展,对于各种设备需求不断增加。对此,必须重视设备生产中焊接工艺的应用问题。本文以铝焊板焊接工艺为例,具体分析了该工艺的创新,以期实现在提高焊接效率的同时降低焊接成本。
创新;铝焊板焊接;经济效率
1 创新理由
(1)为了节约成本,提高功效。
(2)传统工艺效率低,且费时,焊接质量不能保证。
2 创新后的效果
(1)大大提高了产品质量,减少焊接时膨胀系数和结晶收缩率。
(2)合理的工艺,节约大量成本,焊缝根部充分熔透,焊缝外表波纹细腻、均匀。
3 创新的比较
3.1采用传统工艺焊接(如图1所示)
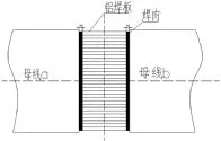
图1
(1)铝的焊接极易产生气孔,主要是氢致气孔。焊接时液态铝可溶解大量的氢气,因此氢在焊接熔池快速冷却、凝固结晶时,来不及逸出就会在焊缝中形成气孔,其焊缝熔合区和热影响区会出现软化,焊缝易出现结晶裂纹,即热裂纹。铝在高温下强度低、塑性差,但膨胀系数和结晶收缩率却比钢材大一倍,加热熔化时没有明显的颜色变化,焊接时极易造成塌陷和下漏,因此焊接时加热温度难以掌握。其热导、电导性高,热容量大,所以焊接时,要求使用大功率、热能量集中的焊接电源,这样费电费工费时。如图1所示用φ2.0焊丝(7kg/盘)进行焊接长度为25~27m,用液态氩气175L焊接300~340m,以东方希望500kA二期一段56台为例,单台焊缝长度为(1980~2145)m/台。
(2)需铝焊丝:(1980~2145)m/台÷(25~27)m×7kg×56台=(31.046~31.142)t=31.09t
(3)需液态氩气:(1980~2145)m/台÷(300~340)m/瓶(175L)× 56台=(353~370)瓶(175L)=362瓶
3.2采用破口焊接工艺(如图2所示)
(1)因铝及铝合金的流动性大并且焊接时采用的焊接工具喷嘴尺寸大,所以坡口一般采用较小的根部间隙和较大的坡口角度。其坡口采用单V型坡口,坡口角度为35°,如图2所示用同样的焊丝进行焊接,其焊接长度为34~36m,用液态氩气(175L/瓶)焊接400~420m,单台焊缝长度同上。
(2)需铝焊丝:(1980~2145)m/台÷(34~36)m×7kg×56台=(22.96~23.52)t=23.24t
(3)需液态氩气:(1980~2145)m/台÷(400~420)m/瓶×56台=(277~286)瓶=282瓶

图2
4 创新后的经济效率
(1)传统焊接工艺:需铝焊丝31.09t,液氩362瓶。
(2)传统焊接工艺费用
①铝焊丝31.09吨×焊丝单价18000元/吨=559620元
②液氩362瓶×氩气单价2100元/瓶=760200元
(3)创新工艺后:需焊丝23.24t,液氩282瓶。
(4)创新工艺后费用
①铝焊丝23.24t×焊丝单价18000元/t=418320元
②液氩282瓶×氩气单价2100元/瓶=592200元
(5)成本节约:铝焊丝559620元-418320元=141300元液氩气760200元-592200元=168000元
5 结论
随着社会市场竞争的激励和开放化,公司加快发展市场的步法,大力发展技术创新,成本节约,提高生产率和施工进度,确保施工质量。对于新疆东方希望电解槽铝母线制安焊接进行工艺创新,使得成本节约了不少。以上是笔者参加电解槽制安工程建设多年来的一点破口焊接经验总结,由于经验、水平有限,其中定有疏忽、不当之处,敬请各位进行批评指正。
U671.83
A
1673-0038(2015)36-0276-01
2015-8-19
