大板梁翼板对接焊缝的超声波检测
2015-11-04唐垚喻星星
唐垚 喻星星
(杭州市特种设备检测研究院)(长沙航空职业技术学院)
大板梁翼板对接焊缝的超声波检测
唐垚*喻星星
(杭州市特种设备检测研究院)(长沙航空职业技术学院)
介绍了电站锅炉大板梁140 mm厚翼板对接焊缝的超声波检测方法。主要论述了检测过程中探头的选取、扫查方式的确定以及利用CSK-Ⅳ试块制作DAC曲线的方法。
大板梁对接焊缝翼板超声波检测DAC曲线
0 前言
在我国,电站锅炉特别是大型电站锅炉,锅炉构架的布置形式主要为全悬吊式锅炉构架。这种锅炉构架的主要特点为:除空气预热器外,锅炉本体的主要载荷都集中在炉顶结构上;在整个炉顶结构中,大板梁是跨度最大、受力最大的杆件,而其翼板是杆件的关键所在,它的质量直接关系到整台锅炉的安全运行。因此,在大板梁的制造以及焊接过程中必须对其进行准确的检测[1]。
无损检测技术经过多年的发展与完善,目前已经深入承压设备、航空航天、船舶、核能等行业,为国民经济发展提供了安全保障。超声波检测是无损检测技术的一种主要检测手段。
本文介绍了电站锅炉大板梁140 mm厚翼板对接焊缝的超声波检测方法,主要论述了检测过程中探头的选取、扫查方式的确定以及利用CSK-Ⅳ试块制作DAC曲线(距离-波幅曲线)的方法。在本文中,超声波检测是原材料检验、复检和保证大板梁制造过程中焊接质量不可缺少的重要工序[2]。
1 焊接接头超声波检测
焊接是通过加热或者加压,或两者都用,并且用(或者不用)填充物质使工件材料达到原子结合的一种加工方法。140 mm厚翼板焊接采用钨极氩弧焊(WS),焊接坡口为V形坡口。氩弧焊时采用直流正接法,焊条电弧焊时采用直流反接法。坡口形式和尺寸必须符合图纸要求(均为60°~70°V形坡口,间隙2~3 mm,钝边0.5~1 mm,如图1所示)。
超声波检测是五大常规无损检测技术中最重要的一种,是当今国内外应用最广泛、使用频率最高且发展最为快速的一种无损检测技术。超声波检测是产品制造过程中实现质量控制、节约原材料、改进工艺和提高劳动生产效率的重要手段,也是设备维护过程中不可缺少的一种手段。超声波检测具有如下特点:

图1 翼板焊接V形坡口
(1)超声声束集中在特定的方向上,在物质中沿直线传播,具有很好的指向性。
(2)超声在物质中传播时,会发生衰减与散射。
(3)超声在异种物质的界面上会产生反射、折射以及波型转换。利用这些特点,可以得到从缺陷界面反射回来的反射波,从而达到探测缺陷的目的。
(4)超声的能量比声波大很多。
(5)超声在固体物质中的传输损失非常小,可探测深度大。由于超声在异质界面上会发生反射、折射等现象,特别是不能通过气体固体界面,因此当金属材料中有裂纹、气孔、分层等缺陷(缺陷中有气体)或夹杂时,传播到金属与缺陷交界面处的超声将会全部或部分反射。反射回来的超声波被超声波探头接收,通过仪器内部的处理电路,在仪器的荧光屏上将会显示出不同高度以及有一定间距的波形。由这些波形的变化特点可以判断缺陷在工件中的位置、深度和形状。
2 检测过程
2.1焊接接头超声波检测技术等级的选择
由于不同的检测技术等级对质量的保证是不同的,因此,设计、制造、安装和检验检测单位需要根据承压设备产品的关键程度进行选用。根据委托单位的要求,该翼板焊接接头超声波检测按照JB/ T 4730.3—2005《承压设备无损检测第3部分:超声检测》中的B级执行,即母材厚度为120~400 mm时,一般用两种K值探头,采用直射波法在焊接接头的双面双侧进行检测。两种探头的折射角相差应不小于10°[3]。
2.2探头K值选择
JB/T 4730.3—2005《承压设备无损检测第3部分:超声检测》推荐采用的斜探头K值,如表1所示。选择K值为1.0和1.5的两种探头对翼板对接焊缝进行双面双侧检测。
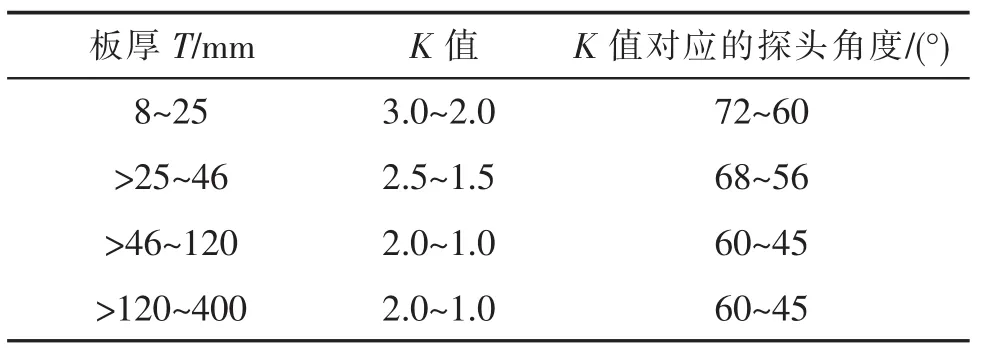
表1 推荐采用的斜探头K值
2.3DAC曲线制作方法
超声检测焊接接头用标准试块是用来校准仪器探头系统性能和检测灵敏度的。焊接接头用的标准试块有CSK-Ⅰ、CSK-Ⅱ、CSK-Ⅲ、CSK-ⅣA。根据JB/T 4730.3—2005标准规定,CSK-Ⅰ、CSK-ⅣA系列试块适用于壁厚范围为120~400 mm的焊接接头;同时标准规定,在满足灵敏度要求时,试块上的人工反射体根据检测需要可以采取其他布置形式或者添加相应的人工反射体,也可采用其他形式的等效试块。由于所检测的翼板对接焊缝厚度为140 mm,所以选择的CSK-ⅣA试块尺寸如表2和图2所示。

表2 CSK-ⅣA试块尺寸

图2 CSK-ⅣA试块
利用CSK-ⅣA试块制作DAC曲线(距离-波幅曲线),具体细节与利用CSK-Ⅲ试块制作DAC曲线相似。具体步骤如下:
(1)测定探头的入射点和K值,按照深度1∶1调节扫描速度。
(2)将探头置于CSK-ⅣA试块上,找到深度T/4孔的一次回波,调节衰减器旋钮使最高回波达基准波高的80%,记下此时衰减读数和孔深。
(3)找到深度T/2孔的一次回波,调节衰减器旋钮使最高回波达基准波高的80%,记下此时衰减读数和孔深。
(4)将试块反转一面,找到深度3T/4孔的一次回波,调节衰减器旋钮使最高回波达基准波高的80%,记下此时衰减读数和孔深。
(5)移动探头找到深度3T/4孔的二次波回波,调节衰减器旋钮使最高回波达基准波高的80%,记下此时衰减读数和孔深。
(6)将板厚140 mm对应的定量线、判废线和评定线的dB值输入仪器,仪器将自动生成DAC曲线。板厚140 mm焊接接头距离-波幅曲线灵敏度如表3所示。
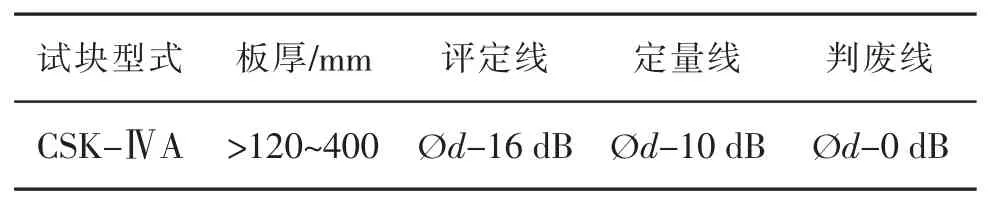
试块型式板厚/mm评定线定量线判废线CSK-ⅣA>120~400Ød-16 dBØd-10 dBØd-0 dB
3 结论
利用超声波检测技术对锅炉大板梁翼板进行无损检测,可以有效保证大板梁的焊接质量。本文对超声波检测过程中的检测技术等级的选择、探头的选取和DAC曲线的制作,进行了较为详细的介绍,为实际的检测积累了经验。
[1]成洋.大型电站锅炉大板梁无损检测的探析[J].锅炉制造,2004,11(4):77-78.
[2]少印,姚富忠,胡雪祥.钢结构大板梁T型角焊缝超声波探伤方法选择[J].无损检测,2001,9(9):405-407.
[3]郑晖,林树青.超声检测[M].北京:中国劳动社会保障出版社,2008.
中航卓越锻造公司成功研制特大型钛合金异形环
2015年9月20日,中航卓越锻造(无锡)有限公司成功轧制出特大型阀体钛合金高筒内外异形环锻件。该产品的成功研制,填补了国内特大型钛合金高筒环锻件一体轧制成形技术上的空白。
钛合金系列产品广泛应用于航空航天、石化、冶金、电力、医药卫生和仪器仪表等行业。中航卓越锻造(无锡)有限公司成功下线的钛合金高筒异形环锻件应用于石化领域。该钛合金锻件外径2203 mm,内径1690 mm,高810 mm,质量为4.7 t。
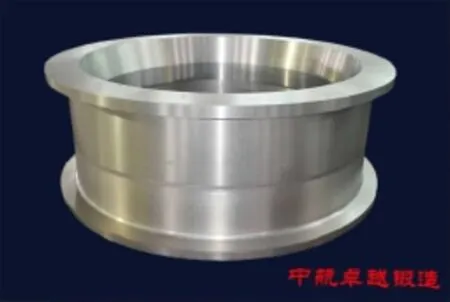
▲特大型阀体钛合金高筒内外异形环锻件
据了解,目前用于石化行业、单件质量4 t以上的特大型钛合金阀体均采用铸造成形工艺。中航卓越锻造公司坚持“更易实施、更优品质、更高效率、更佳服务”的定制解决方案,以持续满足客户需求为宗旨。公司的生产、营销、技术团队经过多轮研讨,确定了优化解决方案。他们采用内外异型一体成形技术,利用有限元仿真模拟技术对中间坯料进行优化设计,增加对中间坯料的预成形工艺,使坯料分料更加合理,从而更有利于锻件的填充成形,也最大限度地节约用料。此外,在工艺设计时还充分考虑到将锻件毛坯的形状尺寸与锻件成品的形状尺寸尽可能保持一致或相近,力求使锻件金属流线合理,以使零件的使用性能得到更大程度的提高。
该钛合金锻件产品的成功研制,标志着中航卓越锻造公司作为一家国家级高新技术企业,其转型升级之路再上新台阶,在高端领域市场中再次获得了突破,有效地提升了市场竞争力。(祝悦)
Ultrasonic Testing on Butt Weld of Wing Plate of Main Girder
Tang YaoYu Xingxing
The ultrasonic testing method of the butt weld of the wing plate with a thickness of 140 mm of the main girder in the utility boiler is introduced.The selection of the probe,the determination of the scanning method in the detection process and the method for depicting the DAC curve using the CSK-Ⅳtest block are mainly discussed.
Large plate girder;Butt weld;Wing plate;Ultrasonic testing;DAC curve
TG 441
2015-05-22)
*唐垚,男,1987年生,助理工程师。杭州市,310000。
