金属钼栅极高温定型处理技术研究
2015-11-04郑茂繁黄永杰唐福俊张天平
郑茂繁,黄永杰,唐福俊,张天平
(兰州空间技术物理研究所 真空技术与物理重点实验室,兰州 730000)
金属钼栅极高温定型处理技术研究
郑茂繁,黄永杰,唐福俊,张天平
(兰州空间技术物理研究所 真空技术与物理重点实验室,兰州730000)
栅极组件是离子推力器的关键组件,其功能是引出并加速离子束流形成推力。栅极形状直接决定着栅极组件的性能和可靠稳定性。基于金属钼烧氢处理技术,对栅极形状、定型温度和保温时间以及定型处理程序进行优化试验研究,并确定金属钼栅极高温定型处理的方法和技术参数。通过对30 cm直径金属钼栅极的高温烧氢定型处理,结果表明:金属钼栅极高温烧氢定型处理程序和技术参数合理可行,定型处理的钼栅极形状轮廓度误差控制在0.1 mm以内,并将栅极组件栅间距的误差控制在0.1 mm以内,改善了栅极组件的性能和可靠性。
电推进;金属钼栅极;烧氢处理;高温定型
0 引言
离子推力器是电推进的一种,其特点是推力小、比冲高、广泛应用于空间推进任务,如航天器姿态控制、位置保持、轨道机动和星际飞行等任务[1]。栅极组件(亦称离子光学系统)是离子推力器的关键部件,其功能是引出并加速离子束流而形成推力。离子推力器的栅极组件有双栅和三栅两种结构,常用的为双栅结构,由屏栅极和加速栅极组成,其材料一般为金属钼和钛以及石墨、C/C复合材料和其他涂覆金属材料等[2],目前国内外采用最多的是金属钼材料。对于金属钼栅极组件来说,由于在离子推力器工作时,栅极温度分布不均匀,通常是中心区域高,边缘区域低,使栅极因热应力而发生形变,为了使栅极热形变的方向保持一致,将栅极设计为球面形。栅极的形状不但保证栅极的热形变,还影响栅极组件的栅间距。栅间距直接影响栅极组件的性能,进而影响离子推力器的性能。因此,栅极的形状是影响栅极组件性能,乃至离子推力器性能的关键因素之一。
金属钼栅极在成形后,为了消除其应力,保证形状,需要对栅极进行定型热处理。目前金属钼热处理的基本方法有两种[3]:一种是真空退火炉处理;另一种是氢炉退火处理。金属钼在氢炉中经退火处理后,不但能有效消除应力,而且还能清洁钼表面,是金属钼较为理想的热处理方法。影响钼栅极定型形状的因素主要有热处理温度和保温时间。因此文章针对金属钼的氢炉退火处理,研究金属钼栅极的高温定型处理技术。
1 实验及设备
实验在L21161-20/2M大容积高温氢气炉进行,在炉膛上、中、下设有三个测温点,温度控制相差不超过20℃,而且升温速率要求不大于10℃/min;栅极为Φ300开口直径的金属钼栅极,球面轮廓度误差不大于0.1 mm;栅极球面拱高、轮廓度误差采用高度尺、塞尺和球面轮廓度专用检测样板。
1.1实验方法
离子推力器金属钼栅极高温定型处理的目的是消除其成形过程中产生的应力,保证其球面形状。栅极高温定型处理流程如图1所示。
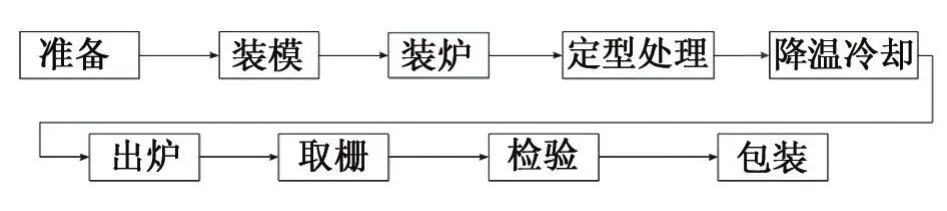
图1 栅极高温定型处理流程图
为了保证定型的一致性,采用成套定型处理,即屏栅极和加速栅极对准后,成对装入模具,加速栅极在下,屏栅极在上,栅极装模图如图2所示。当栅极装模完成后,将装有栅极的模具装入氢炉,在关闭氢炉前,拔出定位销,关闭氢炉,准备处理。
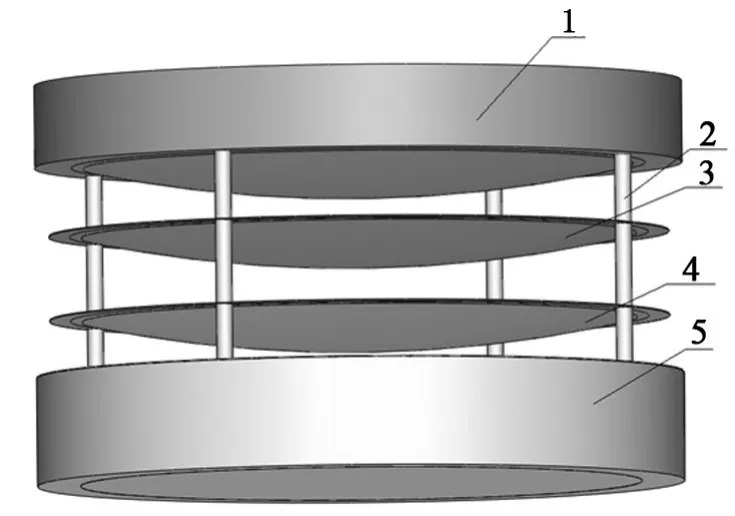
图2 栅极装模图
金属钼的变形抗力与变形温度的关系由图3所示[4]。在变形速率和变形程度一定的情况下,钼的变形抗力随着变形温度的增加而降低。在变形温度和变形程度一定的情况下,钼的变形抗力随着变形速率的增加而降低。变形抗力小,金属钼栅极的形状回弹量就小,栅极轮廓度误差就小。
根据图3金属钼变形抗力与变形温度的关系(变形程度为0.4;a的变形速率为20 s-1;b的变形速率为5 s-1;c的变形速率为1 s-1),栅极高温定型处理实验的定型温度在900~1 500℃之间选取4点温度进行实验,保温时间选取60 min和120 min两种。根据氢气炉的容积,氢气流率选为0.5 m3/h。在每种温度条件下,均温时间约60 min,当温度误差在±20℃以内时,开始保温。当定型处理结束后,随炉温降温,直至炉温为室温时,取出栅极。每组试验测量栅极轮廓度。通过优化试验,选择确定栅极高温定型处理工艺的工作参数,使栅极轮廓满足指标要求。
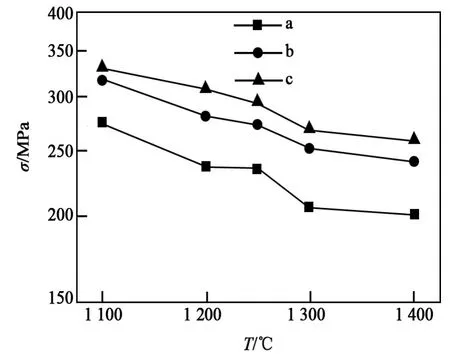
图3 金属钼的变形抗力与变形温度的关系图
1.2栅极检测
在栅极定型处理之前,对屏栅极和加速栅极的球面拱高采用高度尺分别进行检测,要求球面拱高控制在h±2 mm以内。
栅极轮廓度采用专用检测样板和塞尺检测,精度均为0.02 mm,检测示意图如图4所示。将专用检测样板沿栅极零件的直径方向轻放,样板的平直段刀口与栅极边缘的平面部分贴合,用塞尺测量球面段间隙的最大值。用同样的方法在栅极零件6个均布直径方向测量,6个方向的最大值即为栅极零件的球面轮廓度。屏栅极和加速栅极的检测样板不同,分别有不同的专业检测样板。
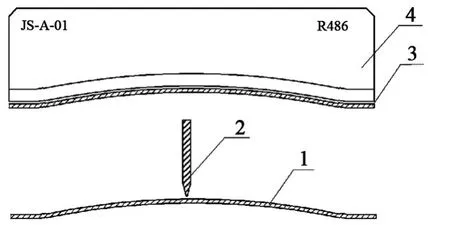
图4 栅极轮廓度检测示意图
2 结果与讨论
在保温时间为60 min的条件下,定型处理温度与屏栅极和加速栅极轮廓度的关系如图5所示,图中a、b、c、d为4个温度点,并且对温度进行了归一化处理。

图5 保温60 min栅极轮廓度与定型温度的关系
由图5可知,栅极轮廓度随定型温度的升高而减小,并且屏栅极的轮廓度小于加速栅极的轮廓度,这主要是由于加速栅极与屏栅极相比,加速栅极不但比屏栅极厚,而且透明度也比屏栅极小的多(加速栅极透明度比屏栅极的小约2倍多),导致定型处理后,在室温条件下,加速栅极的球面轮廓反弹比屏栅极的大。从图5可以看出,从a点到b点温度,栅极轮廓度变化较大,在c点、d点定型温度下,发现栅极与模具,加速栅极与屏栅极间有粘连现象,在d点粘连较严重。在c点和d点温度下与b点温度下相比,栅极的轮廓度并没有明显的减小,而b点与a点温度下相比,栅极轮廓度从0.15 mm以上减小到0.06 mm左右,这说明在b点温度,金属钼栅极变形较好,此时栅极形状的轮廓度在0.07 mm以下,满足栅极轮廓度小于0.1 mm的需求。
当保温时间改为120 min时,定型处理温度与栅极轮廓度的关系如图6所示。
从图6看出,保温120 min与60 min相比,其栅极轮廓度与温度的关系趋势基本相同,轮廓度都在b点温度下,有个明显的变化,并且都变小,只不过保温时间较长,轮廓度也减小,但是在b点温度及其以上温度时,保温时间的长短对栅极轮廓度的影响不大,轮廓度大都在0.05~0.07mm之间。
从实验结果看出,定型处理温度对金属钼栅极的球面轮廓度影响最大,随着定型处理温度的增大,栅极的轮廓度越好,也就是说,栅极的球面形状回弹量也越小,栅极的形状越接近设计形状,这样就保证了双栅极间距的一致性。由图5、图6可知,与定型处理保温时间对金属钼栅极的球面轮廓度影响较小,保温时间为60 min和120 min时,栅极球面轮廓度基本一致,只是随定型温度的增大而减小。综合金属钼栅极定型处理温度和保温时间对其球面形状轮廓度的影响,金属钼栅极定型处理温度选为图5、图6所示的b点温度,保温时间选为60 min较优。
对Φ300开口直径的金属钼栅极进行高温定型处理,其球面轮廓度保持在0.05~0.07 mm范围之内,完全满足栅极设计轮廓度小于0.1 mm的要求。
3 结论
通过30cm离子推力器金属钼栅极高温定型处理技术的研究和实验验证,采用氢气炉高温定型处理的金属钼栅极,其形状轮廓度对定型温度较敏感,对保温时间不敏感,最优定型温度图5、6所示的b点温度,保温时间为60min;在确定的定型温度和保温时间下,经过定型处理的金属钼栅极,其形状轮廓度保持在0.05~0.07mm范围之内。
[1]郑茂繁,江豪成,张天平,等.离子推进器热特性测试与分析[J].真空与低温,2011,17(2):96-100.
[2]郑茂繁,江豪成,等.离子推进器C/C复合材料栅极研究[J].航天器环境工程,2010,27(6):756-759.
[3]杨松涛,李继文,魏世忠,等.纯钼及钼合金板材轧制加工工艺概述[J].中国钼业,2010,34(2):42-45.
[4]陈程,尹海清,曲选辉,等.钼变形抗力的研究[J].稀有金属材料与工程中国钼业,2007,36(7):1237-1240.
HEAT TREATMENT RESAERCH OF MOLYBDENUM-GRID
ZHENG Mao-fan,HUANG Yong-jie,TANG Fu-jun,ZHANG Tian-ping
(Science and Technology on Vacuum Technology and Physics Laboratory,Lanzhou Institute of Physics,Lanzhou730000,China)
Grid system is the key assembly of ion thruster,whose main function is to extract and accelerate ion to generate thrust.However,grid's geometry is the dominating factor for performance and stability.This paper elaborates the study of grids shape related to heat treatment temperature,duration and operation procedure based on molybdenum heat treatment process under hydrogen circumstance,and finds out the proper molybdenum grid heat treatment method and technical parameters.The heat treatment results of 30 cm molybdenum grids show that the method and technical parameters are suitable for grid treatment,the grid profile deviation is under 0.1 mm,while gird gap tolerance is controlled within 0.1 mm which improves performance and reliability of grid assembly.
ion thruster;molybdenum grid;heat treatment under hydrogen circumstance;heat treatment
V439+.1
A
1006-7086(2015)06-0334-03
10.3969/j.issn.1006-7086.2015.06.006
2015-08-27
郑茂繁(1966-),男,甘肃省兰州市人,高级工程师,从事电推进技术与工程化研究。E-mail:zhengmaofan@hotmail.com。