生物酶改性化机浆长纤维的应用研究
2015-11-04陈双双杨锋伟张国威
李 强,陈双双,杨锋伟,张国威
(广东溢多利生物科技股份有限公司,广东 珠海 519060)
生物酶改性化机浆长纤维的应用研究
李强,陈双双,杨锋伟,张国威
(广东溢多利生物科技股份有限公司,广东 珠海519060)
研究了酶预处理时间、酶预处理温度、pH及生物酶用量等4个因素对生物酶用于化机浆长纤维改性的影响。结果表明:所选4个因素对改性效果的影响都较大;酶预处理浆料的最佳工艺条件为预处理时间1 h,预处理温度50℃,预处理pH=7.0,生物酶用量0.025%(质量分数);在最佳工艺条件下浆料的抗张指数、耐破指数和撕裂指数与空白样浆料相比均有所提高,分别提高3.66%、9.67%和0.68%。
生物酶;化机浆;改性
化机浆是采用化学预处理和机械磨解处理得到的高得率浆。由于其高的收率及特性现在作为制浆造纸原料被广泛用于新闻纸、印刷纸、薄页纸、纸板及绒毛浆的生产[1]。与化学浆相比,化机浆长纤维的纤维粗度大,纤维较挺硬,打浆难度大,能耗高。生物酶促打浆是利用生物酶对打浆前的纸浆进行预处理,使纤维表面得到某种程度的活化和松弛,促进纤维的吸水润胀和细纤维化,改善浆料性能,使纤维易于打浆[2]。
本实验着重研究了生物酶制剂用于化机浆长纤维打浆对纤维特性的改变,探讨了打浆过程中的酶预处理浆料的pH、处理温度、反应时间以及酶用量对打浆效果的影响,初步确定了生物酶制剂用于化机浆长纤维酶预处理的最佳工艺条件。
1 原料和方法
1.1原料
化机浆长纤维浆料,取自珠海红塔仁恒纸业有限公司。
酶样为溢多利生物打浆酶(使用时吸取l mL配成l 000 mL的稀溶液,即配即用)。
1.2仪器
TD 7-PFI立式磨浆机,咸阳通达轻工设备有限公司;PL 6-00型水循环抄片器;RH-SL 1000型电脑撕裂度仪;RH-P 1200型电脑纸张耐破度仪;RH-KZY型电脑抗张试验仪;RH-MIT 135型耐折度仪。
1.3方法
(1)将浆板撕成小块,用水浸泡24 h后用瓦力打浆机疏解,抽滤成浆,放于密封的PE袋平衡水分,备用。
(2)取平衡水分后的浆样加入酶液,调至浆浓10%,酶液与浆料混合均匀,放入恒温水浴锅中反应,定时揉搓。
(3)用PFI型磨浆机对酶预处理样和空白样的浆料进行磨浆,磨浆浓度10%,绝干浆30 g,磨浆间距0.20 mm(PFI打浆按照标准TAPPI 1248 wd-97操作)。
(4)磨浆后使用肖伯氏打浆度仪测定浆料的打浆度和湿重。
(5)按定量为120 g/m2抄片;恒温恒湿24 h后按相关国家标准测定纸张的物理性能指标。
2 结果与讨论
2.1磨浆转数的确定
由于纸浆纤维挺而有弹性,如不加任何处理就用来抄纸,则在网上成形时难以分布均匀,抄出的纸张疏松、多孔,表面粗糙、强度很低,不能满足使用要求,而经过磨浆处理的纸浆生产的纸则组织紧密均匀,强度较大。磨浆的目的是使浆料吸水润胀,分丝帚化[3]。由于机械力的摩擦势必对纤维结构产生破坏,故需要合适的磨浆转数对纤维进行恰当的改性。表1为磨浆转数对浆料性能的影响。

表1 磨浆转数对浆料性能的影响
由表1可以看出,随着磨浆转数增加浆料打浆度、抗张指数、裂断长、耐破指数及耐折度均有所提高。撕裂指数在6 000 r时没有下降。综合生产打浆度要求,考虑选择6 000 r作为合适磨浆转数。
2.2生物酶预处理化机浆长纤维工艺的优化
2.2.1酶预处理的时间变化对浆料性能的影响
根据资料[4-5]并结合具体情况,本实验固定酶预处理纸浆温度50℃、浆料pH=7.0和酶用量0.025%质量分数(下同),比较了酶预处理时间分别为30、60、90和120 min时的浆料特性。表2为酶预处理时间变化对浆料性能的影响。
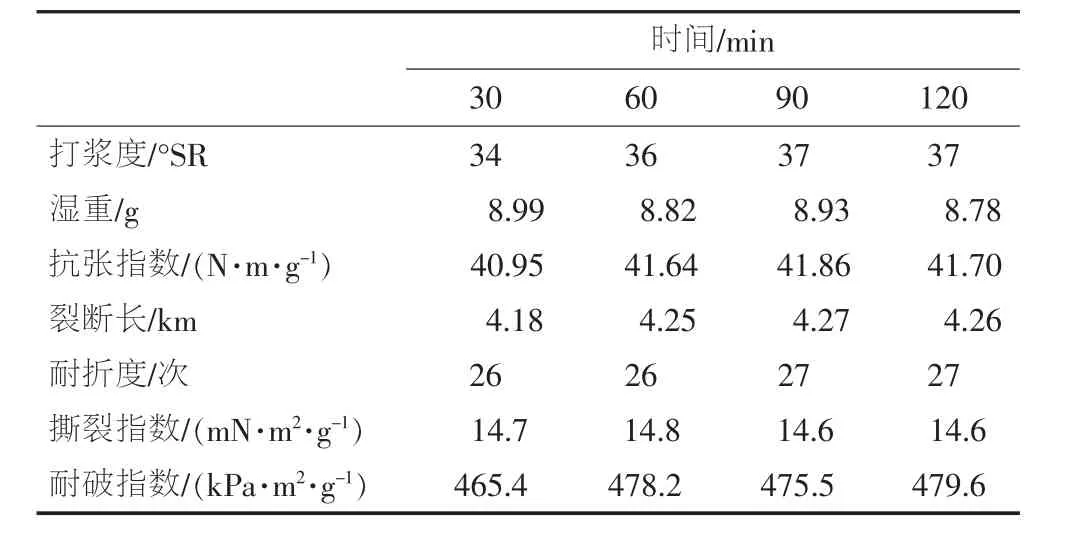
表2 酶预处理时间对浆料性能的影响
由表2可以看出,加酶预处理过程中,在其他条件不变时,随着时间的延长,打浆度、抗张指数、裂断长和耐破指数有所提高。当处理时间在60 min时,提高幅度明显,90、120 min与60 min时提高幅度相当;同时撕裂指数在60 min时最大,超过60 min后有所下降。综合各项物理性能指标,本实验酶预处理时间60 min为最佳时间。
2.2.2酶预处理的温度变化对浆料性能的影响
本实验固定酶预处理纸浆时间60 min、浆料pH= 7.0和酶用量0.025%,比较了处理温度分别为20、30、40、50、60和70℃时的浆料特性。表3为酶预处理温度变化对浆料性能的影响。

表3 酶预处理温度对浆料性能的影响
由表3可以看出,所选工艺范围内,在其他条件不变时,随着温度的提高,打浆度、抗张指数、裂断长、耐折度和耐破指数有所提高。当处理温度为50℃时,抗张指数及裂断长分别为41.7 N·m/g和4.26 km,提高幅度明显,继续升温后与50℃提高幅度相当;同时撕裂指数在50℃时最大,超过50℃后有所下降。本实验酶预处理最佳温度选定为50℃。
2.2.3酶预处理浆料的pH变化对浆料性能的影响
本实验固定酶预处理纸浆时间60 min、处理温度50℃、酶用量0.025%,比较酶预处理浆料pH分别为5.5、6.5、7.0和7.5时的浆料特性。表4为酶预处理的浆料pH变化对浆料性能的影响。
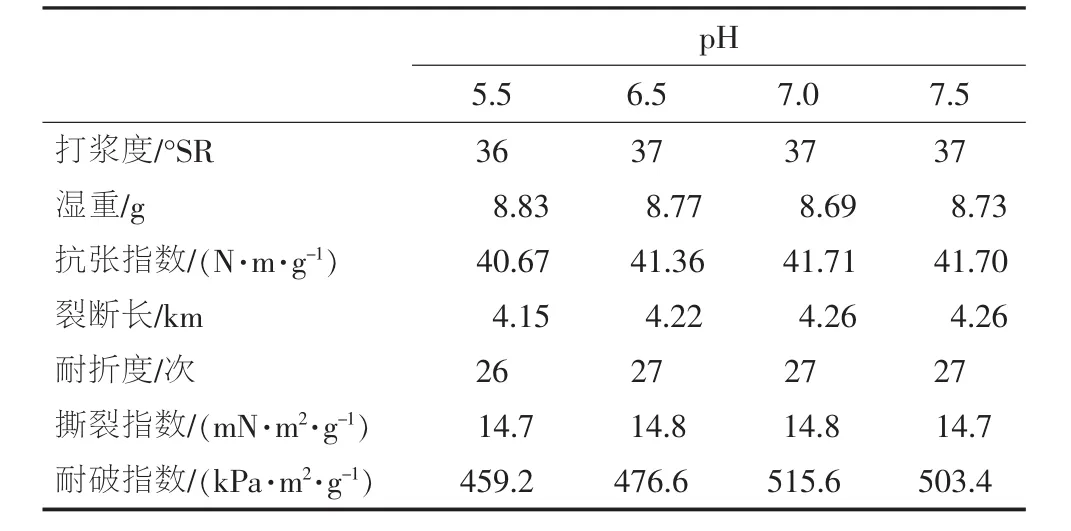
表4 酶预处理浆料pH对浆料性能的影响
不溶于水的纤维素和溶于水的酶决定了酶的催化反应是一个非均相反应,纤维素是否易于酶解在很大程度上取决于酶与纤维素结合位点接触的难易程度。浆料pH会影响酶的空间结构,从而影响酶与底物的结合[6]。由表4可以看出,在pH为7.0时抗张指数、耐破指数和撕裂指数均达到最高。由此得出本实验所用酶制剂最适合的浆料pH为7.0。
2.2.4酶预处理时的酶用量对浆料性能的影响
酶用量的大小决定了反应体系中酶浓度的大小,而酶浓度是决定反应速度的一个重要因素[7]。本实验结合实际固定酶预处理纸浆时间60 min、处理温度50℃、浆料pH=7.0,比较了酶用量分别为 0.01%、0.02%、0.025%、0.03%和0.05%时的浆料特性。表5为酶预处理时的酶用量变化对浆料性能的影响。
酶用量的大小直接影响到纸浆的处理效果,同时酶用量还是一个与生产成本相关的重要因素。若酶用量较小,酶不能充分地作用于纸浆,达不到较好的效果;若酶用量过大,则会使纤维过度损伤,降低纤维强度[8]。由表5可以看出,随着酶用量的增加,纸张的抗张强度、撕裂指数和耐破指数先增加、后降低,酶用量为0.025%时增加明显,浆料性能达到最佳效果。
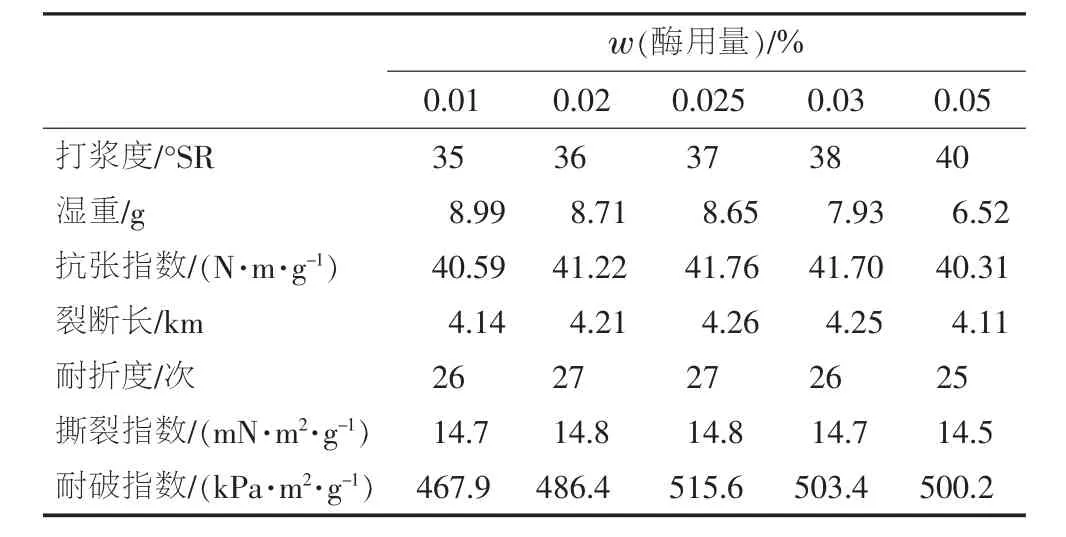
表5 酶预处理时的酶用量对浆料性能的影响
从表2~5可以得出,所选的4个因素对酶预处理浆料性能的影响都很明显。综合考虑在同个因素不同水平条件下的纸浆抗张指数、撕裂指数和耐破指数可得出酶预处理浆料的最佳工艺条件为:时间60 min,温度50℃,浆料pH=7.0,生物酶用量0.025%。
2.3生物酶改性化机浆长纤维浆料的效果
根据上述酶预处理工艺优化数据,确定了溢多利生物打浆酶预处理化机浆长纤维应用工艺,并与空白样打浆效果对比试验。试验所用酶预处理工艺为:酶预处理时间60 min,温度 50℃,浆料pH=7.0,生物酶用量0.025%。表6为酶预处理与空白样打浆效果对比。
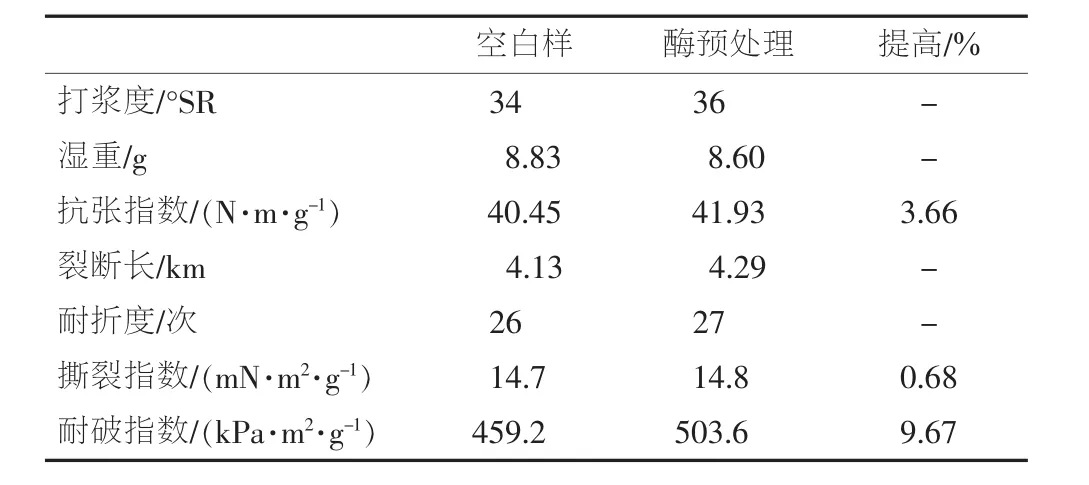
表6 酶预处理与空白样打浆效果对比
由表6可看出,采用溢多利生物打浆酶预处理化机浆长纤浆料后,打浆度明显提高,湿重下降,抗张指数、裂断长、耐折度和耐破指数等物理指标均有提高;与空白样比较,酶预处理后纤维的物理强度明显提高。
3 结论
(1)生物酶改性化机浆长纤维时处理时间、温度、pH及酶用量等对改性效果都有很大的影响。酶预处理工艺优化后的条件为:预处理时间60 min,温度50℃,pH=7.0,生物酶用量0.025%。
(2)用生物打浆酶预处理化机浆长纤维浆料,可使纤维性能改善。在使用过程中用量要合适,应避免纤维改性过度带来负面影响。
(3)生物打浆酶预处理化机浆长纤维浆料的生物酶用量为0.025%时,与空白样比较,抗张指数、耐破指数和撕裂指数均有所提高,分别提高3.66%、9.67%和0.68%。
[1]詹怀宇.制浆原理与工程[M].北京:中国轻工业出版社,2008:139-143.
[2]谢来苏.制浆造纸生物技术[M].北京:化学工业出版社,2003.
[3]何华梅,邹志勇.纤维改性酶在高档文化纸磨浆过程中的应用[J].中华纸业,2013,34(6):81-82.
[4]傅英娟,邵志勇,王权,等.针叶木纤维的酶促打浆[J].中华纸业,2000,21(5):48.
[5]Ulla·Britt Mohlin,Bert Pettersson.Improved papermaking by cellulase treatment before refining[J].Biotechnology,2002,80(21):291.
[6]黄丽,陈港.生物酶辅助打浆的应用及研究进展[J].中国造纸学报,2009,24(2):101-104.
[7]袁勤生,赵健.酶与酶工程[M].上海:华东理工大学出版社,2005.
[8]Oksanen T,Pere J,Paavilainen I,et a1.Treatment of recycled kraft pulps with trichoderma reesei hemicellulases and cellulases[J].Biotechnology.2000,78(1):39.
Application Research of the Biological Enzyme Pretreatment on Softwood Chemi-mechanical Pulp
LI Qiang,CHEN Shuang-shuang,YANG Feng-wei,ZHANG Guo-wei
(Guangdong VTR Bio-Tech Co.,Ltd.,Zhuhai 519060,China)
The influences of pulp pre-treatment time,pulp pre-treatment temperature as well as pulp pH and enzyme dosage on that softwood chemi-mechanical pulp modefied by biological enzyme are researched in this paper.The results show that:selected four factors all have large effects on modefying result.The optimum technological conditions are obtained as follow:pulp pre-treatment time 60 min,pulp pre-treatment temperature 50℃,pulp pre-treatment pH=7.0,enzyme dosage 0.025%(mass fractions).In this condition,compared with the blank controlled sample the tensile index,bursting strength,tear index are increased by 3.66%、9.67%and 0.68%.
biological enzyme;chemi-mechanical pulp;modefying
TS727+.1
A
1007-2225(2015)01-0028-04
李强先生(1981-),工业酶应用研究室工程师;研究方向:造纸用生物酶制剂;E-mail:stevenlq@ 163.com。
2014-10-08
本文文献格式:李强,陈双双,杨锋伟,等.生物酶改性化机浆长纤维的应用研究[J].造纸化学品,2015,27(1)∶28-31.