PCBN刀具高速车削TC4钛合金刀具磨损的研究*
2015-11-02姜增辉于海鸥王文凯李玉朋
姜增辉,于海鸥,王文凯,李玉朋
(沈阳理工大学机械工程学院,沈阳 110159)
PCBN刀具高速车削TC4钛合金刀具磨损的研究*
姜增辉,于海鸥,王文凯,李玉朋
(沈阳理工大学机械工程学院,沈阳 110159)
为研究PCBN刀具在高速车削钛合金时的性能,选用PCBN刀具YCB121和硬质合金刀具GC1105两种不同材料的刀具进行了对比研究。在切削速度为139m/min条件下进行了干式车削TC4钛合金试验,研究分析了两种刀具在不同切削时期的磨损形貌,并对刀具耐用度做了对比,结果表明:在此切削速度下,硬质合金刀具前刀面为月牙洼磨损,后刀面为沟槽磨损;PCBN刀具前刀面以刃口崩刃为主,后刀面为不均匀的深沟槽磨损;YCB121的PCBN刀具比GC1105的涂层硬质合金刀具有更好的耐用度。
TC4钛合金;高速车削;硬质合金;PCBN;刀具磨损
0 引言
钛合金是在当代工业生产中应用广泛的一种材料,人们在对其进行切削加工时,刀具材料大多选用硬质合金[1-3],但是这种刀具的制造需消耗大量稀有金属元素[4],且切削速度较低,加工效率不高。随着新型刀具材料[5]的不断出现,人们开始探究其它刀具材料切削钛合金的可行性。PCBN刀具具有较高的硬度和耐磨性、很好的热稳定性和导热性及优良的化学稳定性等优良切削特性[6],这些特性都有利于钛合金的切削加工,且PCBN刀具消耗稀有元素较少,因此近年对PCBN切削钛合金的研究有了较大进展。
Nabhani[7]采用PCBN、涂层硬质合金以及未涂层硬质合金刀具车削TA48(vc=75m/min,fa=0.25 mm/r,ap=1mm,干切削)钛合金。研究表明,未涂层硬质合金刀具的主要失效形式是切削刃的塑性变形,涂层硬质合金的涂层很快被磨掉,没有体现出明显的优势。PCBN的磨损机理和硬质合金刀具基本相同,但PCBN磨损的较慢,且具有更好的加工表面质量。Wang[8]进行了BCBN刀片铣削加工钛合金的实验,实验表明,相同的切削深度,低进给量(0.075mm/z)下,刀具在高速切削条件下的刀具寿命比低速下的要长。因此,BCBN的最优切削条件是高速和低进给。在加工钛合金时,特别是在比较大的速度、进给量以及大的切削深度时,刀具的前刀面和后刀面都会有粘结磨损。李甜甜[9]等人研究了PCBN刀具车削钛合金时刀具的性能。采用PCBN刀具和硬质合金刀具做了对比试验,对切削力、刀具磨损形态和磨损机理、刀具寿命和表面粗糙度做了深入的研究。实验发现,PCBN刀具的主要磨损形式是磨损和破损。刀具的磨损机理主要是机械磨损、化学磨损以及脆性磨损。在初期以机械磨损为主,随着切削用量的增加,化学磨损以及脆性破损变得突出。本文采用株洲钻石的新型PCBN刀具(YCB121)在高速下切削钛合金,对刀具的磨损形貌与刀具寿命进行分析研究,并用切削性能较好的山特维克可乐满TiAlN涂层硬质合金(GC1105)刀具作对比,为评价PCBN刀具高速切削钛合金的性能提供依据。
1 试验设备与条件
1.1 工件材料
试验选用的切削材料为TC4钛合金棒料,化学成分及力学性能分别如表1和表2所示。

表1 TC4的化学成分(质量分数%)

表2 TC4的力学性能
1.2 刀具材料及几何参数
试验选用的刀具;株洲钻石切削刀具股份有限公司生产的PCBN刀片,刀片型号为CNGA120408牌号为YCB121。YCB121采用金属陶瓷结合剂,综合了金属结合剂与陶瓷结合剂二者的优点,兼具硬度高,韧性好,热稳定性高等优良特性,具有良好的综合性能。图1为YCB121刀具使用前基体的SEM照片及能谱图。
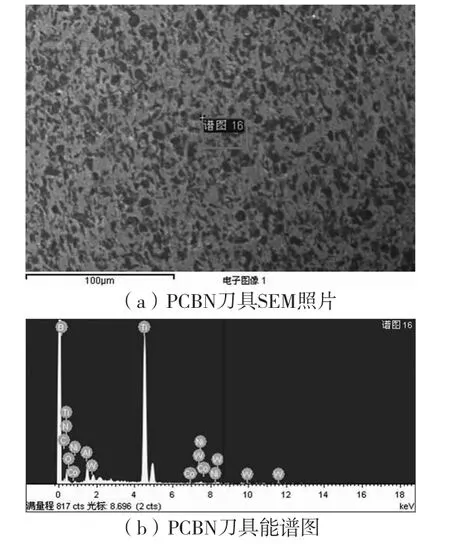
图1 PCBN刀具SEM及能谱图
表3所示为能谱图中YCB121化学成分表,由表可知YCB121刀片中CBN的含量较低(约30%左右)。Ti元素、C元素构成PCBN刀具中的结合剂TiCN、TiN等,使其具有高硬度、高熔点以及比较好的热传导性[10]。对比用硬质合金刀片选用山特维克可乐满刀片,型号为 CNMG120408-QM,牌号为 GC1105。GC1105具有薄PVD TiAlN涂层,其基体为超细晶粒结构,具有高热硬性和良好的抗塑性变形和后刀面磨损能力,是切削钛合金材料比较理想的刀具。两种刀片共用型号为MCLNR2525M12的刀杆。图2为试验所选用的刀片和刀杆,两种刀片几何参数如表4所示。

表3 PCBN的化学成分(质量分数%)

图2 试验用刀片与刀杆

表4 试验用刀具牌号及几何角度
1.3 试验条件及切削参数
本实验所选用的是普通车床J1MK460,采用干切削方式车削外圆。由于实验主要研究高速车削下PCBN刀具磨损,因此选取切削速度V=135m/min,切削深度ap=0.2mm,进给量fa=0.1 mm/r。在切削过程中,每隔一定切削路程取下刀片,使用VHX-1000C型超景深三维显微系统观察刀具的磨损形貌,并测量刀具后刀面磨损的宽度。
2 试验结果与分析
2.1 刀具磨损形态对比
图3a为硬质合金刀具GC1105磨损初期前、后刀面的磨损形态,硬质合金刀具前后刀面都有磨损,前刀面还看不出月牙洼磨损形貌,后刀面磨损均匀。图3b为PCBN刀具YCB121磨损初期前、后刀面的磨损形貌,从照片中可以看出,刀具前刀面刀尖处有一条光亮的磨损带,后刀面磨损均匀。在磨损初期切削路程相同的条件下,硬质合金刀具和PCBN刀具前后刀面的磨损相对都比较小。

图3 两种刀具初期磨损形态
图4a为硬质合金刀具GC1105磨损中期前、后刀面磨损形态。前刀面产生了明显的月牙洼。刀面与切屑剧烈挤压与摩擦是产生月牙洼磨损的主要原因。在高速切削钛合金过程中会产生大量切削热,由于钛合金导热性较差,致使切削区的温度很高,硬质合金刀具在高温下的热硬性和化学稳定性不足加剧了前刀面上月牙洼磨损的产生。刀具后刀面磨损比较均匀,主要磨损形态为磨粒磨损产生的沟槽,这是由钛合金材料内的硬质点反复划擦刀具的后刀面而形成。图中可见磨损区域主要出现在副后刀面一侧,这是由于钛合金材料弹性模量小,切削时已加工表面回弹很大,副后刀面与已加工表面的接触区域很大,致使切削区内后刀面的切削温度很高,硬质合金刀具的硬度和耐磨性大幅下降,加剧了沟槽磨损的形成。
图4b为PCBN刀具YCB121磨损中期前、后刀面磨损形貌。由于PCBN的韧性较差,为增加刃口强度在刀片的切削刃制造了一负倒棱。由图可知,与硬质合金刀具GC1105相比,YCB121刀片前刀面刃口有崩刃,没有月牙洼磨损形貌。刀具的后刀面有明显的深沟槽,且沟槽形态不均匀。由图分析可知,PCBN刀具高速车削钛合金时的磨损机理与硬质合金刀具有明显区别,由于PCBN硬度较高且不易与钛合金粘结,钛合金切屑的背面在前刀面上对刀具的挤压、摩擦并不能形成明显月牙洼,取而代之的是刃口在工件材料反复高速冲击下产生崩刃损伤。在后刀面上与硬质合金刀具相似磨损区域也主要出现在副后刀面一侧,但由于PCBN硬度大钛合金材料内的硬质点不易在后刀面上划擦出均匀的沟槽。由图中看到PCBN刀具后刀面的磨损沟槽较深且不均匀,其主要原因是由于后刀面在工件表面反复冲击下不断产生微崩破损,微崩破损不断发展形成了不均匀深沟槽。从图中可以明显看出,此时PCBN材质的YCB121的后刀面磨损小于硬质合金材质的GC1105。

图4 两种刀具磨损中期形态
图5a为硬质合金刀具GC1105磨损后期前、后刀面磨损形貌,可以看出前刀面月牙洼磨损变得更大更深并且有少量切屑粘结,刀具后刀面磨损非常严重。图5b为PCBN刀具YCB121的前、后刀面磨损形貌,可以看出前刀面崩刃进一步发展,后刀面磨损产生沟槽更深、更不均匀,此时YCB121刀片后刀面磨损明显小于GC1105刀片。

图5 两种刀具后期磨损形态
2.2 刀具耐用度对比
在干切削条件下进行了硬质合金刀具与PCBN刀具车削钛合金的耐用度对比实验,选取刀具磨损标准VB=0.3mm。如图6所示刀具磨损曲线图。
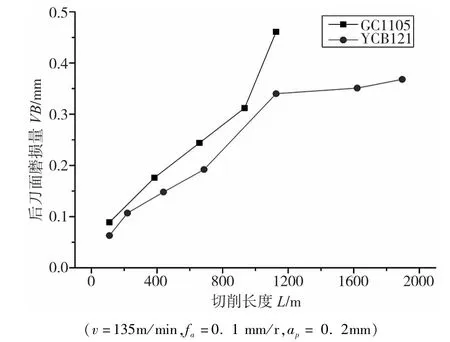
图6 两种刀具磨损的对比曲线
可以看出在此切削速度下,在不同切削长度下硬质合金刀具GC1105的磨损程度均大于PCBN刀具YCB121,切削过程中硬质合金刀具始终比PCBN刀具磨损的快,在切削长度为934m时GC1105刀片开始急剧磨损,而YCB121刀片直到切削长度为1896m时磨损速率都相对平缓。由两种刀具性能分析可知,PCBN材料导热系数、硬度及耐磨性是硬质合金材料的几十倍[11-12],PCBN材料中CBN微粉的硬度仅次于金刚石,刀具材料的耐磨性主要由刀具材料中晶粒的结合强度来决定,而由于PCBN刀具中结合剂含量较高,低CBN含量的刀具材料的结合强度较高,因此采用低CBN含量的PCBN刀具材料切削加工时表现出较佳的切削性能。综上,在135m/min的速度下高速切削钛合金时,PCBN刀具YCB121比硬质合金刀具GC1105具有更高的刀具耐用度。
3 结论
对比研究了PCBN刀具与硬质合金刀具高速车削TC4钛合金时的磨损形态及特征,得到以下结论;
(1)在135m/min的切削速度下车削钛合金,硬质合金刀具的磨损形态前刀面为月牙洼磨损,后刀面为沟槽磨损。
(2)同样条件下,PCBN刀具易于在刃口产生崩刃,前刀面的磨损形态以刃口崩刃为主要特征,后刀面的磨损形态同样表现为由微崩破损形成的不均匀深沟槽。
(3)对比两种刀具的磨损曲线,在135m/min的切削速度下牌号为YCB121的PCBN刀具比牌号为GC1105的涂层硬质合金刀具具有更好的耐用度。
(4)PCBN刀具可用于TC4钛合金的高速车削,且具有相对较好的刀具耐用度。
[1]齐德新,马光锋,张桂木.钛合金切削加工性综述[J].煤矿机械,2002(11);3-4.
[2]陈五一.钛合金加工的几点进展[J].国防制造技术,2011,2(1);19-20.
[3]Arrazola P J,Garay A,Iriarte L M,et al.Machinability of titanium allays(Ti6Al4V and Ti555.3)[J].Journal of Materials Processing Technology,2009,209(5);2223-2230.
[4]余国湘.TC4钛合金的切削加工[J].稀有金属材料与工程,1987(1);33-37.
[5]郭旭红,朱圣领,曾庭卫.陶瓷刀具和PCBN刀具磨损形态的研究.机械工程材料,2004,28(11);10-12,31.
[6]刘献礼.聚晶立方氮化硼刀具及其应用[M].哈尔滨;黑龙江科学技术出版社,1999.
[7]Farhad Nabhani.Machining of aerospace titanium alloys[J].Robotics and Computer Integerated Manufacturing,2001,17;99-106.
[8]Z.G.Wang.High-speed milling of titanium alloy using binderless CBN tools[J].International Journal of Machine Tool&Manufacture,2005,45;105-114.
[9]李甜甜.PCBN高速切削钛合金实验研究[D].济南;山东大学,2008.
[10]张贝贝.切削钛合金用PCBN刀具结合剂的研究[D].郑州;河南工业大学,2013.
[11]陈五一,袁跃峰.钛合金切削加工技术研究进展[J].航空制造技术,2010(15);26-30.
[12]王秦生.超硬材料制造[M].北京;中国标准出版社,2001.
(编辑 李秀敏)
Comparative Study on Tool Wear of PCBN and Carbide Tools in High Speed Turning of TC4 Titanium A lloy
JIANG Zeng-hui,YU Hai-ou,WANGWen-kai,LIYu-peng
(School of Equipment Engineering,Shenyang Ligong University,Shenyang 110159,China)
;In order to study the performance of the high speed turning titanium alloy with PCBN cutting tools,the comparative study is carried out by choosing the cutting tools of different material named YCB121(PCBN)and GC1105(Carbide).Under the condition of the cutting speed of 139 m/m in,the tests of dry turning of TC4 titanium alloy have been carried out.The two different cutting tools were used to analyze wear morphology in different cutting periods and contrast the tool life.The results show that;at the speed of 139 m/m in,the carbide tools show crater wear on the rake face and groove wear on the tool flank during cutting and the PCBN tools show tipping of cutting edge mainly on the rake face and uneven deep groove wear on the tool flank.PCBN tools with the grade of YCB121 has better tool life than coated carbide tools with the grade of GC1105.
;TC4 titanium alloy;high speed turning;carbide tool;PCBN;tool wear
TH16;TG506
A
1001-2265(2015)05-0098-04 DOI:10.13462/j.cnki.mmtamt.2015.05.027
2014-08-28;
2014-10-08
国家科技重大专项资助(2012ZX04003-061)
姜增辉(1971—),男,沈阳人,沈阳理工大学教授,硕士生导师,博士,研究方向为高速、高效切削技术(E-mail)jzh1022@163.com。
