基于加权数据融合的刀库及ATC系统可靠性评测研究*
2015-11-02张跃明黄文杰牟宏明
张跃明,黄文杰,牟宏明,杨 宇
(1.北京工业大学机械工程与应用电子技术学院,北京 100124;2.呼和浩特众环(集团)有限责任公司,呼和浩特 010051)
基于加权数据融合的刀库及ATC系统可靠性评测研究*
张跃明1,黄文杰1,牟宏明2,杨 宇2
(1.北京工业大学机械工程与应用电子技术学院,北京 100124;2.呼和浩特众环(集团)有限责任公司,呼和浩特 010051)
刀库及ATC(自动换刀装置)的可靠性优劣存在多种制约因素,为真实描述其可靠性状态,开发了刀库及ATC可靠性检测系统。系统可以对刀库的换刀精度、换刀时间、油压、油温、电机温度、故障等运行信息进行智能检测和数据采集。综合考虑刀库的功能性和可靠性,并依据使用者和研究者的意见,确定了各制约因素的比重,进而构造系统可靠性评测模型。编写了基于MFC的评测软件,进行数据融合与分析评价,最终给使用者或研究者一个直观的刀库可靠性评分。该方法易于理解,弥补了刀库及ATC可靠性评测的不足。
数据融合;ATC系统;可靠性
0 引言
加工中心一个很关键技术就是自动换刀系统装置,自动换刀系统装置的可靠性关系着加工质量的优劣,本文提出一种加权数据融合方法,对影响刀库可靠性各项制约因素进行数据采集与融合,制定评测标准,获得刀库及ATC可靠性状态的一致估计,给使用者或者研究者一个直观的刀库可靠性评分。对刀库可靠性研究国外通过采集数控机床现场的可靠性信息入手,创建可靠性信息数据库,开发故障分析和可靠性评价软件。当前国内对于刀库及ATC系统可靠性分析,大多采用传统的分析方法,即将ATC系统状态分为“正常”和“失效”进行二态分析,这种方法操作简单,但忽略了系统的多态性,使得分析结果片面或不准确。因此,对于刀库及ATC可靠性研究需要对其各项制约因素分别进行分析研究,建立一个相对完善的可靠性模型,对各制约因素进行检测记录,并进行数据融合分析,从而提高评测分析的准确性。
通过在自动换刀装置上硬件检测平台,安装各种传感器,实时采集各传感器数据,编写软件,创建数据库存储各项数据,对各项数据进行数据融合与分析评价。数据融合过程包括数据的检测、关联、估计与合并,多传感器数据融合系统可更大程度获取被探测目标和环境的信息量。针对已记录的各类数据,制定评测标准与规则,尽可能为刀库可靠性研究提供一些实验依据。
1 刀库可靠性制约因素分析
对于项目的具体研究对象,即BT50-80LSY链式刀库试验机,统计得出,刀库及其ATC的可靠性差的主要表现是;机械手换刀过程中发生掉刀、撞刀或插刀不到位,控制系统的功能故障,个别油路压力不稳定,电机温度过高,另外,刀库及ATC内部零部件的磨损、松动、疲劳等会导致换刀时间逐渐延长,或者引发其他故障。
综合考虑刀库系统可靠性方面存在的主要问题,结合实际检测及记录内容,并依据使用者和研究者的意见,确定了刀库及ATC可靠性的具体评测项目以及各评测项目的权重。其中换刀精度占据25%、换刀时间20%、电机温升10%、油压波动15%、其他部件可靠性35%。如图1所示。
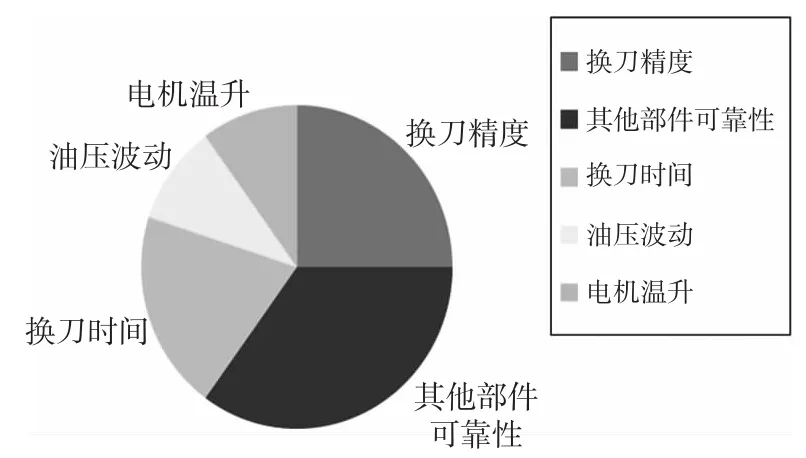
图1 刀库可靠性的制约因素饼图
其中,对于影响刀库系统可靠性的其他功能部件,包括数控系统、驱动系统、功能零部件等,进行人工可靠性记录,统一划归此项。
2 各传感器数据融合的实现
对刀库及ATC各项性能的检测,需要布置不同类型的传感器(见表1),宜采用多层次、多目标分类评价模型。由于传感器类型不一致,需要针对各类传感器数据进行特定的处理分析,得到子项的评测结果之后,采用加权算法计算父项的结果,依次递推,求出最终评测分值。如图2所示。

表1 刀库可靠性检测使用的部分传感器

图2 刀库可靠性的评分模型
设系统基础数据经过分类处理,提取出各类特征数据,建立子项数据矩阵为根据不同类型数据的各自指标,确定子项评价权重矩阵W=其中,另外,子项相对于系统的权重向量为P=(pi1)v×1,亦有,则理论评分为s=A·W·P。
2.1 特征数据的提取
依据搭建在刀库系统上的实时检测系统,进行刀库运行状态的长期记录,并将基础数据划分为以下几类数据子项;精度数据,时间数据,油压数据,温度数据,以及其他未测部件的故障记录。
经分析,各数据子项具有不同的数据特征。以某日刀库运行的状态数据为例,各类数据呈现出以下状态;
(1)换刀精度方面,在刀库换刀位置和主轴插刀位置,刀柄的轴心位置点基本满足正态分布。如图3a所示,刀柄轴心位置相对集中。
(2)油缸油温、电机温度随着换刀次数增多,呈现出指数递增规律。如图3b所示,换刀次数越多,电机温度和油缸温度也越来越大,当到达一定程度递增速度减慢,趋于平稳。
(3)油压峰均比波动随着换刀次数的增多较为缓和,其中机械手旋转压波动较剧烈,如图3c所示。
(4)换刀时间方面,无论ATC刀对刀换刀时间,还是刀库位对位换刀时间,都依指数规律逐渐变短。换刀时间初期变化大,表示换刀过程时间不稳定。中后期时间递减速率趋于平缓。如图3d所示。
将不同类型的数据进行分类提取、独立分析,得到分布规律之后,可以进一步确定针对性的评测方法以及标准,实现评测的科学性和可靠性。
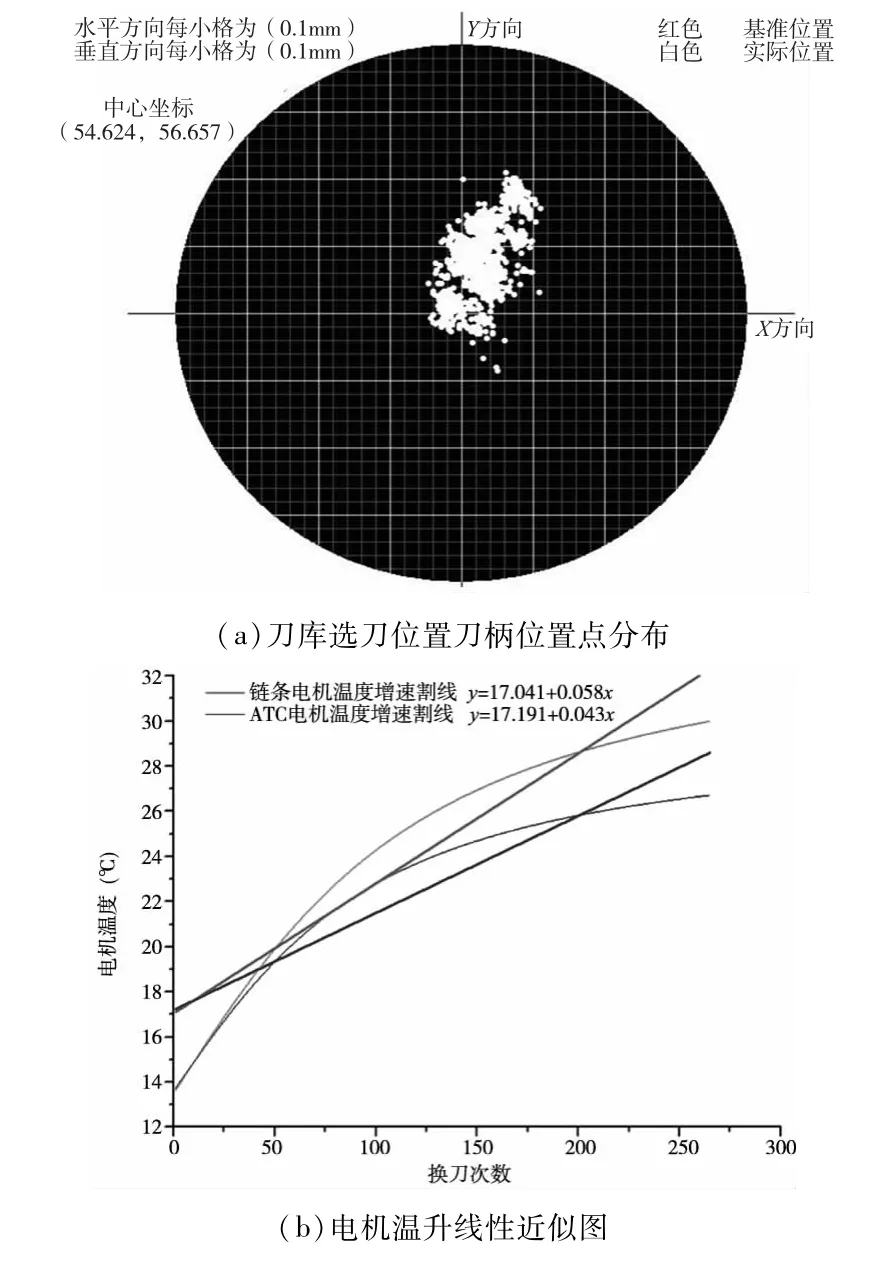

图3 刀库系统其他功能部件的特征数据
2.2 评测标准的确立
2.2.1 精度评测标准
对于刀库刀柄的位置精度,其位置中心的分布满足正态分布,设位置坐标随机变量x的密度函数为;

其中μ、σ>0为常数,则称随机变量X服从参数为μ、σ的正态分布,记为X~N(μ,σ2)。
为评价正态分布的分散程度,一般采用最大似然估计或大数定律进行估计,针对刀柄位置精度的评价,本文使用大数定律进行评估。
对于某刀号的其中一个位置的位移数据,先确定某个ε区域,由大数定律估计得出其概率a[i],继续细分,进行不同领域的概率估算。求解估算的期望作为评测结果。
2.2.2 换刀时间及温度、压力评测标准
对于换刀时间、油温、油压、电机温度等的波动变化,都可以采用最小二乘法等数学方法来拟合各评测项与换刀次数之间的函数关系,所以可以借用表征曲线增长(或降低)的相关参数,以0和1作为比率标准,给出变化率,进而得到评测结果。
2.2.3 其他部件可用度评测标准
对于数据库中记录的其他功能部件的运行数据,进行统一的可用度计算,即;
(1)读出数据库中最近一年的故障数据;
(2)计算相邻的故障时间间隔并求出平均故障间隔MTBF;
(3)求出平均故障修复时间MTTR;
(4)求解可用度;
(5)以0和1作为比率标准,根据可用度得到评测分值。
2.3 评测项目权重分配
刀库可靠性的评测项目及权重分配见表2。
评测项目的确定是基于对刀库及ATC装置的实际功能性、效率性和可靠性的综合研究而确立的,综合考虑了以下因素;
(1)自动换刀装置的功能实现,即是否能准确地将刀具从刀库换刀位置拔下,并准确地将刀具插到主轴上;
(2)自动换刀装置的工作效率,即主轴端刀对刀换刀效率和刀库端位对位换刀效率;
(3)刀库及ATC运行的稳定性,即故障的频次及可用度的高低;
(4)刀库辅助装置的性能状况,主要基于对众环刀库的实际结构的调研,将主要辅助部件包括油缸、链条电机的性能加入可靠性评测之中;
(5)另外,对于具体刀库(众环BT50-80LSY)的可靠性可能关联的项目进行评测研究。

表2 刀库可靠性的评测项目及权重分配
3 可靠性评测的软件实现
为直观显示链式刀库及自动换刀装置(ATC)的可靠性评测结果,编写了基于MFC的评测软件。软件具有友好的视觉界面,通过检索存储在数据库中的各类数据,并依据以上方法进行分析计算,可以对刀库及ATC性能进行一键评测,给使用者一个直观的刀库性能评分,见图4。

图4 刀库可靠性评测软件主界面
将评测详单导成文本文件,以便以后对不同日期的可靠性状况进行比较。由评测详单可以得知;
1)刀库定位夹处刀柄位置精度较差,而结构相对简单的主轴刀套处刀柄的位置精度较好;
2)ATC刀对刀平均换刀时间比刀库位置对位置平均换刀时间更稳定;
3)对于各油路油压,可以得到各油缸油压的波动状况,单次换刀过程中油压波动普遍较大,尤其是定位夹位置;每天工作的油压均值波动很小;
4)对于链传动电机和ATC电机,其温升情况基本是每进行一个换刀过程温度升高1°,并最终趋于稳定。
对比评测分值与评测详单,可以获取较为全面的刀库及ATC可靠性信息,分析优势劣势,进而有针对性的研究和改进。
4 总结
为尽量准确地描述刀库及ATC(自动换刀装置)的可靠性优劣,开发了刀库及ATC可靠性评测系统。系统可以对刀库的各类运行信息进行了智能检测和数据累积。并依据使用者和研究者的意见,确定了各制约因素的比重分配,进而构造系统可靠性评测模型。进行数据融合与分析评价,最终给使用者或研究者一个直观的刀库可靠性评分。
但对于刀库系统可靠性的研究,需要进一步完善的是;
(1)对于可靠性评测,需要广泛调研评价方法,收集专家意见,进一步优化评测方案;
(2)延长可靠性试验时间,深入研究可靠性增长技术;
(3)对于评测软件,需要增强其普适性,让没有标准数据库的刀库也能进行评价和记录。
[1]董锋,徐骥,汪地,等.加工中心盘式刀库自动换刀控制系统设计[J].机械设计与制造,2011(5);137-139.
[2]李加明,陶卫军,冯虎田.自动换刀装置发展现状及其关键技术[J].机床与液压,2013,41(5);174-160.
[3]韩越梅.加工中心自动换刀装置的研究进展[J].装备制造技术,2010(5);128-129.
[4]咸博.圆盘式刀库机械手自动换刀系统可靠性试验台研究[D].长春;吉林大学,2011.
[5]李南.刀厍及自动换刀装置可靠性研究[D].大连;大连理工大学,2012.
[6]罗庚合,黄万长.自动换刀装置控制原理及故障分析[J].西安航空技术高等专科学校学报,2009(1);14-18.
[7]戴永红.自动换刀系统在数控加工中心中的应用及故障实例[J].机床电器,2002(l);15-16.
[8]朱振华.链式刀库及机械手自动换刀装置可靠性试验台研究[D].南京;南京理工大学,2012.
(编辑 李秀敏)
The Research on Tool Change Precision of Knife Library and Automatic Tool Changer
ZHANG Yue-ming1,HUANGWen-jie1,MU Hong-ming2,YANG Yu2
(1.The College of Mechanical Engineering&Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China;2.Huhhot Zhong Huan(Group)CO.,LTD.,Huhhot010051,China)
;There are many restricting factors about the reliability of knife library and ATC(automatic tool changer),to describe the status of reliability,testing system of knife library and ATC reliability is developed.The system can detect intelligently,and record the data of precision,tool change time,oil pressure,oil temperature,motor temperature,breakdown,etc.comprehensive Considering the functionality and reliability of the knife library,and according to the users and the researchers′opinion,the proportion of the various constraints is determined,and the reliability evaluation model was established.The evaluation software isw rote based on the MFC,data integration,analysis and evaluation is carried out,and a performance score of knife library is gave to the user or the researchers finally.This method is easy to understand and make up for the deficiency of the knife library and the manipulator reliability evaluation.
;data fusion;automatic tool change system;reliability
TH162;TG65
A
1001-2265(2015)05-0152-04 DOI:10.13462/j.cnki.mmtamt.2015.05.043
2014-07-23;
2014-09-09
国家重大专项;刀库及自动换刀装置规模化制造关键技术与装置的研发(2012ZX04002051)
张跃明(1956—),男,北京人,北京工业大学副教授,硕士研究生导师,研究方向为ATC的设计与检测;通讯作者;黄文杰(1989—),男,福建漳州人,北京工业大学硕士研究生,研究方向为机械设计和检测,(E-mail)540508094@qq.com。
