PLC在六面顶金刚石压机中的应用
2015-11-01秦志旗
秦志旗
(中电投集团东方能源公司 河北石家庄 050041)
PLC在六面顶金刚石压机中的应用
秦志旗
(中电投集团东方能源公司 河北石家庄 050041)
介绍六面顶金刚石压机的工作原理及利用可编程控制器(PLC)完成整个设备机械、液压系统工作控制的设计方法,着重讨论应用PLC的经验及体会。
金刚石压机 PLC 机电一体化
随着国内外基建行业技术水平的迅猛发展,市场对金粉锯片、砂轮、磨料等人造金刚石制品的需求量越来越大。随之而来的是生产人造金刚石的设备走俏市场,其中,六面顶金刚石压机以其操作简便、生产成本相对较低等优点占据了市场较大份额。
人造金刚石是利用石墨可在高温、高压的环境中,在触媒的催化作用下,其原子结构发生改变,从而合成人造金刚石。六面顶金刚石压机是利用机械、液压装置从六个方向给主机中心加压,在主机中心硬质合金顶锤的作用下使生产原料形成一个密封的正方体超高压容腔,同时通过特殊的电加热装置对腔体加热,腔体就可以产生合成人造金刚石所需的高温、高压条件。整个设备的工作过程需要电控系统与机械、液压系统相配合完成一系列工作。电控系统主要通过对由大、小柱塞泵和二十余个电磁阀组成的液压系统以及电加热装置等的控制来完成自动、分段、调整等不同模式下的工作。
1 压机电控系统的硬件设计
传统的金刚石压机电控系统由近三十个中间继电器、时间继电器、接触器等不同型号规格的低压电器组成逻辑控制线路,不仅故障率高且维修不便。当生产工艺进行调整,需要改变控制逻辑时必须改变硬件接线,变动起来十分麻烦。目前,整个压机的机械、液压系统从原材料到零部件都已经有了很大的改进,相比之下落后的电控系统已成为阻碍生产发展的“瓶颈”问题。使用PLC代替原来的继电器控制系统是一种必然的选择。
综合各项指标,我们选用了日立公司E系列的E-64HR型PLC作为主控单元设计了压机新的电控模式。E-64HR共有64个I/O口,其中40个开关量输入口,24个输出口,内置式电擦除EEPROM可以保证用户方便的完成程序和参数的修改和储存。PLC根据各输入口所接按钮、行程开关、电接点压力表、接触器等电器的信号的状态以及用户编制的软件程序自动控制各泵、电磁阀以及加热装置的动作完成整个生产过程。详见(表1 E64HR I/O分配表)

表1 E64HR I/O分配表
2 PLC的软件设计
整个程序需按照液压动作图和工艺要求完成以下动作:启动工作按钮后,三个活塞缸在油压驱动下前进,至预定位置后由限位开关给出信号,三个缸依次停止;暂停一定时间后六缸同时加压,形成叶腊石密封仓;稍后,由增压器加压,到达一定压力时开始对密封仓通电加热并开始加热计时,同时继续升压至保压压力,开始保压并保压计时;其间如有压力泄露由小泵自动补压。加热和保压时间到后,系统泄压,六缸回位完成一个工作循环。详见(图1控制流程图及图2部分梯形图)
3 PLC设计及应用经验
3.1 硬件设计及应用经验
E-64HR型PLC的各输入口采用光电耦合方式,有效的防止了外部干扰的窜入。输入电压DC21.6~26.4V、输入电流10 mA。在七年来数百台压机的跟踪服务统计中,没有发现由于输入单元自身故障出现误报,其线路工作可靠。
E-64HR型PLC的各输出口是继电器输出方式,继电器线圈电压DC21V~27V、耗电10 mA、触点容量2A、平均寿命20万次以上,可直接驱动接触器线圈、电磁阀线圈及指示灯等低功耗元件。在对用户送回来的故障PLC检修中,发现70 %以上的故障仍出现在输出单元,一类是机内压敏电阻烧穿,另一类是输出继电器触点烧毁。经现场考察及分析发现,部分乡镇企业电源质量较差。原设计中输出口所需AC220V直接采用电网任意一相供电,电源波动大,直接导致了上述硬件故障。后改为采用加热装置中的交流稳压电源兼向输出口驱动电源供电,有效的减少了该类故障的发生。
在PLC的供电电源问题上,PLC采用AC220V直接供电,其内部电源部分的稳压、整流、滤波电路设置是比较完善的。但设计中仍需采用隔离变压器对其供电电源进行隔离,以保证工况恶劣的场合下干扰不由电源窜入,提高系统可靠性,一般可采用BKC-220/220V(60-100VA)的隔离变压器。
在PLC控制系统的接地问题上,所有厂家的PLC均有一个专用接地端子(GND),该端子是整机的屏蔽接地点,用户最好为其单独设立接地极(接地电阻<100Ω,接地线长度<20m),并注意合理选择接地极的位置。有些用户将其接在电器设备的外壳上甚至接在零线上,这是十分错误的,不仅起不到屏蔽作用反而成为事故引入点。河北新河某厂错误的将该接地端子接于避雷系统接地极上,雷雨时造成高压引入,造成整个车间数台PLC完全被烧毁。以上问题,尽管用户手册已强调,但仍有许多用户未引起注意,造成不必要的损失。
目前流行的六面顶压机均有大(11KW)、小(1.5KW)两个柱塞泵。小泵主要是为了完成“保压”阶段的压力维持,避免大泵冲击过大,造成压力波动过大,影响金刚石的生长质量。我们曾尝试,将大泵由变频器实现变频调速,取消小泵,从系统的“保压”效果、金刚石的生长情况以及整个设备的电能消耗等几个方面来看,结果都是令人满意的。虽由市场原因,该方案没能得以推广,但是将PLC、变频器、压力传感器、温度传感器以及超低频电源技术结合起来,对电控系统进行较大的改进是下一步技术发展的必然。
3.2 软件设计及应用经验
软件设计中,重点是对控制工艺流程要分析透彻。编程中使用“FUN03”指令按照程序步的思想实现控制要求。既把控制工艺流程分为相互独立的若干程序步,在启动下一个程序步时,将上一个程序步复位。这样设计不仅防止了在不同阶段输出继电器的误动作、相互干扰以及出现PLC软件编制中常犯的“双线圈”错误。并且,在由于需要修改工艺而必须调整动作顺序时,只需调整相应“FUN03”的控制方式即可,给修改工艺带来了极大的方便。尽管有些型号的PLC不具有类似的“FUN03”功能,也可以的依据上述思路进行开发。依据多年来在不同工况下对不同厂家、型号的PLC使用经验看,这一思路是比较成功的。
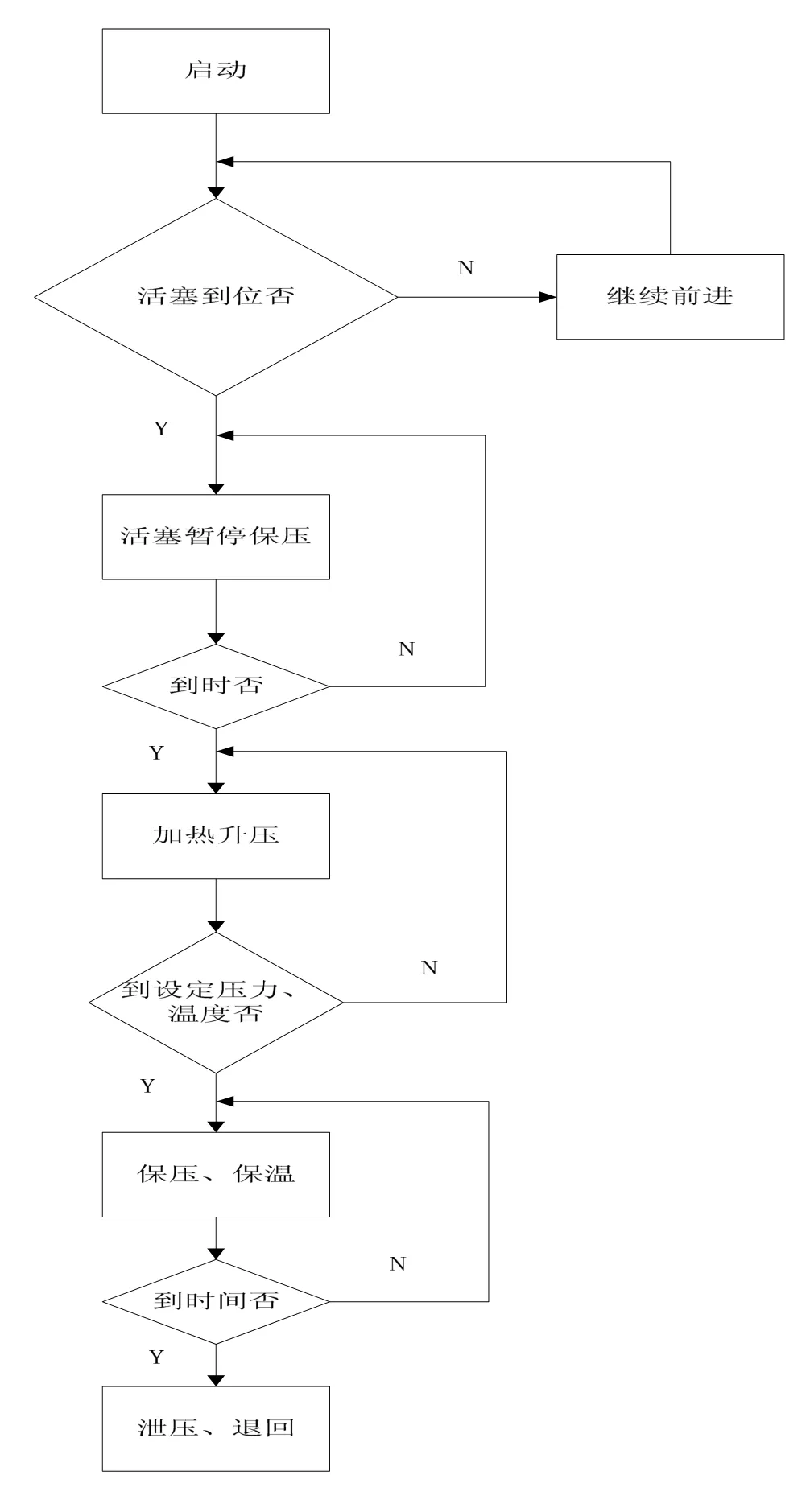
图1 控制流程图

图2 部分梯形图
4 结语
PLC替代原有继电器控制模式后显示出了巨大的优势,被生产厂家和用户所接受。93~96年间该压机成为石家庄煤矿机械厂的主导产品之一,为该厂创造了巨大的经济效益。由压机用户进行的统计表明:使用继电器进行控制的压机,由于电气故障造成的停产周平均4小时,由此造成每台压机年均经济损失八千元左右。采用PLC控制的压机,其工作性能稳定且各I/O指示简单、明了,大大缩短了维修时间,电气故障造成的停产降至周平均20分钟,特别是修改工艺时仅需进行程序的调整,省时、方便为用户创造了可观的经济效益。许多老式压机的用户要求帮助他们用PLC改造老压机,体现了PLC在金刚石压机上的成功应用。
[1]王硕禾,张福生.六面顶金刚石压机控制系统初探[C].北方六省机电一体化年会论文集,1995:25~33
[2]日立公司.日立E系列使用说明书,1993
[3]石家庄煤矿机械厂.JY-6800P六面顶金刚石压机使用说明书,1993
Application of PLC in the Six Top Diamond Press Machine
QIN Zhi-qi
(Shijiazhuang Oriental Resources Co., Ltd of China Power Investment Corporation Shijiazhuang Hebei 050041 China)
The working principle of the six top diamond press machine and the design method of using PLC to control the machine and hydraulic system are introduced and the application experience of PLC is also discussed.
diamond press machine PLC mechanical
�
A
1673-1816(2015)02-0018-04
2015-03-18
秦志旗(1973-),男,河北柏乡人,高级技师,研究方向电气设备及电气控制系统安装、调试、运行、维护、检修和处理各类电气故障。