气化炉托砖盘底板及Inconel 825镍基合金内环的更换
2015-11-01程孝福周广宇
程孝福,周广宇
(大连金州重型机器集团有限公司,辽宁大连 116100)
检验与修复
气化炉托砖盘底板及Inconel 825镍基合金内环的更换
程孝福,周广宇
(大连金州重型机器集团有限公司,辽宁大连116100)
通过对德士古气化炉托砖盘内侧被损坏的Inconel 825镍基合金内环更换新环,以及SA-387 Gr11 CL2堆焊316L托砖盘底板与内环相配部分的切除、更换、组对、焊接、无损检测、热处理、组装质量检验等详细施工过程的说明,提出对此类设备的修复办法。
气化炉;托砖盘底板修复;镍基合金内环更换
0 引言
某公司3台φ2756mm/φ3188mm德士古气化炉,在2012年设备检修时,发现气化炉托砖盘底板上方的耐火砖减薄,托砖盘底板内嵌的Inconel 825镍基合金内环以及与内环重叠部分的SA-387 Gr11 CL2堆焊316L外环都有不同程度的变形,不能与激冷环上表面贴合,影响设备安全使用。为此,进行了镍基合金内环的更换和托砖盘底板变形部分的切除修复。
本文通过对托砖盘底板变形部分的切除、更换、组焊、热处理、无损检测等工艺操作,解决了在气化炉内部利用焊接方法保证托砖盘底板修复精度的问题,使托砖盘底板修复质量满足设备技术要求。为此类设备的损坏修复提供借鉴方法。
1 气化炉的技术特性、简图及制造公差
该气化炉技术参数见表1,总装简图见图1,托砖盘底板及镍基合金内环安装见图2。

表1 气化炉技术参数
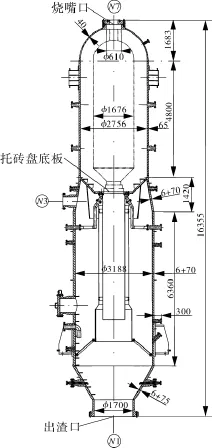
图1 气化炉结构示意
气化炉制造公差技术要求:气化室顶部烧嘴法兰中心线、托砖盘底板的镍基合金内环中心线、激冷室渣出口法兰中心线应在同一条直线上,同轴度公差为±3mm;托砖盘底板下表面的水平度公差为±3mm[1]。

图2 托砖盘底板及镍基合金内环安装图
2 托砖盘底板及镍基合金内环的损坏状况
3台设备的托砖盘底板均有不同程度的损坏,其中损坏最严重的一台设备状况如下:
(1)托砖盘底板内孔与镍基合金内环在0°和90°区域的直径方向发生挤压塑性变形,环向间隙由正常安装后的2mm变为0mm;镍基合金内环向上挤出抬起,结构发生扭曲。
(2)托砖盘底板下表面与镍基合金内环重叠部分变形,表面呈不均匀高低起伏的波浪状,凹凸变形量最大深度约10mm。
(3)镍基合金内环局部内圆表面有许多较深凹坑,实测凹坑深度在5~20mm之间。整个内圆环表面粗糙,损伤痕迹明显,见图3。

图3 镍基合金内环局部损坏状况
由于托砖盘底板下表面变形严重,不能与下方的激冷环上表面贴合,导致气化室与激冷室在此处短路,故需对其进行修复[2]。
3 托砖盘底板的修复工序
3.1托砖盘底板内孔中心的偏心量和下表面的水平度检查
在气化室烧嘴法兰内径固定工艺板条。以烧嘴法兰内径为基准找出圆心,划出直径φ2mm的加工圆及φ4mm的同心检查圆,在加工圆中心垂直加工出通孔。在托砖盘底板内孔凹槽内径、激冷室下方排渣口法兰的内径方向设置同样规格的工艺板条,并加工出中心通孔。
用φ0.1mm的金属细丝,穿过3处工艺板条的通孔,检查3处中心孔的同轴度。实测结果如表2所示。

表2 修复前实测中心偏移量 mm
由表2数据可以看出,托砖盘底板内孔凹槽中心发生了较大偏移。
用长度1000mm水平尺检查托砖盘底板下表面的水平度:托砖盘底板内孔周围φ1280mm范围内与镍基合金内环接触的部位平面度最大凸凹量在10mm左右,变形较严重。其余外部区域平面度变形较小,平面度小于2mm。
3.2切除托砖盘底板变形部分并制作坡口
根据同轴度实测数据,重新设定托砖盘底板中心位置,使托砖盘底板中心与烧嘴法兰内圆中心的铅垂线重叠。在托砖盘底板上、下表面划出φ1680mm的预切割圆和φ1720mm的检查圆。φ1680mm预切割圆位置见图4。
在激冷室内,将托砖盘底板下表面 φ1680mm切割线两侧各6mm宽度的不锈钢堆焊层环带刨除。沿托砖盘底板上表面φ1680mm切割线内侧气割,将变形部分切除。
对切后断面打磨坡口。为了便于焊接操作,减小施焊难度和仰焊的工作量,断面坡口选用开口向上的单侧U形结构[3],打磨清理后的坡口型式见图5。

图4 托砖盘底板预切割圆的位置
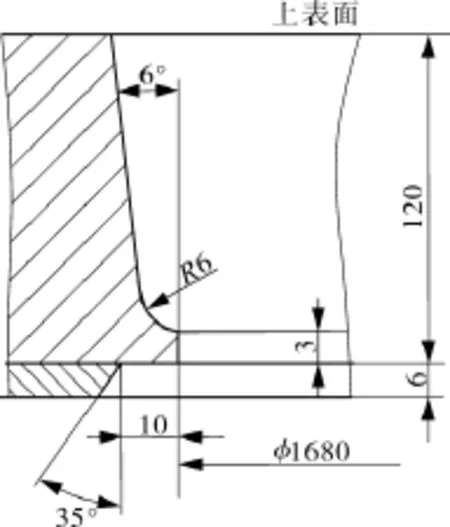
图5 余留托砖盘底板的断面坡口示意
对坡口的 SA-387 Gr11 CL2[4]表面进行100%磁粉检测,按JB/T 4730.4—2005[5]的Ⅰ级验收。坡口的316L堆焊层表面进行100%渗透检测,按JB/T 4730.5—2005[6]的Ⅰ级检验验收。
3.3制作托砖盘底板更新件安装径向防变形内撑板
在托砖盘底板更新件内侧设置Q345R防变形圆环支撑板,厚度126mm,外径公差-0.5~0mm,装入托砖盘底板更新件内孔中,紧密配合为一个整体,用于保证托砖盘底板更新件与余留件焊接时内侧开孔圆度。
对托砖盘底板更新件的外圆环制作坡口,坡口表面进行100%磁粉检测,按JB/T 4730.4—2005规定的Ⅰ级进行检验验收。
3.4组焊托砖盘底板组对工装和防焊接变形加强工装
在余留的托砖盘底板下表面沿直径方向组焊4条支撑板条,如图6所示。调整板条上表面水平度小于1mm,焊角高度不小于20mm,用以保证托砖盘底板更新件的支撑和找平。板条规格为100mm×80mm,长度2000mm,材料为S30408不锈钢。板条上表面加工为平面,平面度小于0.5mm。

图6 托砖盘底板更新件板条工装
制作托砖盘底板更新件防变形米字工装,其结构见图7,材料为Q345R,板材厚度30mm。工装下表面机加工为同一平面,用于防止托砖盘底板因焊接收缩导致的平面变形。

图7 防焊接变形米字工装
米字工装与托砖盘底板更新件需预先组对焊接,预热温度200~230℃[7],然后采用100mm× 100mm的间断方式施焊,焊角高度15mm。焊后及时消氢后热,温度300~320℃[7],时间30 min。对角焊缝及热影响区进行100%磁粉检测,按JB/T 4730.4—2005规定的Ⅰ级进行检验验收。
3.5托砖盘底板更新件安装定位
托砖盘底板更新件平置在工装支撑板条上方并旋转使方位正确。适当调整托砖盘底板更新件,使其下表面与余留件的下表面平齐,水平度满足≤1mm的要求。装配后的结构见图8。
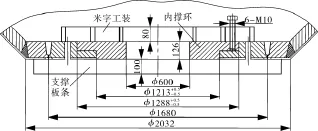
图8 托砖盘底板更新件安装示意
利用气化室烧嘴法兰内侧中心检查孔的重锤垂线,以前述方法调整托砖盘底板更新件水平位置,使中心线与垂线重叠,从而完成对托砖盘底板更新件的定位。
3.6托砖盘底板更新件的组焊及质量检验
为防止焊接收缩使托砖盘底板更新件移位,预先沿低合金钢焊缝坡口底部环向多点对称点焊进行固定。每处点焊长度50mm,圆周方向共16处均布。点固后方可进行正式施焊。焊缝结构及焊接顺序见图9,焊接工艺见表3。

图9 托砖盘底板更新件与余留件的对接焊缝
在SA-387 Gr11 CL2低合金钢焊缝点焊和正式施焊前,均需对焊接部位进行均匀预热,预热温度200~220℃,施焊过程中层间温度200~250℃,所有的焊接均需经过评定合格,焊工持证操作[8]。

表3 托砖盘底板更新件与余留件对接焊缝的焊接工艺
为了尽可能减小托砖盘底板的单面坡口焊接收缩产生的不对称变形,对焊接顺序进行合理安排。
(1)按表3序号1从托砖盘底板上方焊接坡口内侧50mm深度。采用平焊道、低能量输入的焊接工艺;对焊缝背面手工砂轮清根,打磨深度约10mm,清除后的坡口呈内凹圆形。
(2)对背面清根坡口,按表3序号2工艺进行仰焊,焊满后打磨基层下表面平齐。对焊接接头进行中间消应力热处理,热处理温度620~650℃,保温时间60 min。
(3)按表3序号3施焊坡口上部的其余部分,直到SA-387 Gr11 CL2基层坡口焊满,打磨上表面与母材平齐。施焊完毕立即对焊接接头进行后热消氢处理,温度保持在300~320℃,保温时间120 min,缓冷到常温。
(4)后热消氢处理完毕温度降到常温24 h后[9],对焊接接头的上下表面进行100%磁粉检测,按JB/T 4730.4—2005的Ⅰ级检验。然后从托砖盘底板的上表面对焊接接头进行100%超声检测,按JB/T 4730.3—2005[10]的Ⅰ级检验。
(5)去掉托砖盘底板上部的米字工装和下方的支撑板条。对托砖盘底板焊接接头预热150℃,按表3序号4-1进行E309MoL过渡层堆焊,堆焊厚度3mm;堆焊表面进行100%渗透检测,按JB/T 4730.5—2005的Ⅰ级检验。
用长度1000mm的水平尺对焊接后的托砖盘底板底面进行水平度检查。实测数据见表4。

表4 热处理前托砖盘底板底面平面度和水平度偏差 mm
表4中数据表明,托砖盘底板底面存在向上凸起变形,开口向上的U形焊接接头的焊接收缩应力不可忽视。托砖盘底板底面的平面度和水平度均小于3mm。
3.7托砖盘底板焊接接头的热处理及接头面层堆焊
在托砖盘底板焊接接头下表面的焊缝中心位置紧贴焊缝金属固定测温热电偶,并在离开测温热电偶15mm的焊缝两侧向外分别布置宽度为70mm的加热带。保证单侧加热宽度不小于焊缝宽度的一半加上50mm。
在托砖盘底板上表面,包括焊接接头及其两侧加热宽度在内的共170mm宽度范围,覆盖电加热带。并在上表面距离焊缝中心70mm的位置,固定控温热电偶[11]。
用保温棉对焊接接头及整个托砖盘底板上下表面进行保温包扎,然后对焊接接头加热进行最终消除应力热处理。热处理工艺见图10。
热处理完毕并冷却到常温24 h后,对焊接接头的SA-387 Gr11 CL2基层进行100%超声复检和100%磁粉检测,316L不锈钢过渡层进行100%渗透检测,确认无延迟裂纹产生。

图10 托砖盘底板焊接接头的热处理工艺
按表3序号4-2进行焊接接头的不锈钢面层堆焊,厚度4mm,焊后表面打磨与堆焊层母材平齐。表面进行 100%渗透检测,按 JB/T 4730.5—2005的Ⅰ级检验。
3.8托砖盘底板组装质量的最终检验
在托砖盘底板内支撑环上安装6-M10顶丝螺栓,将内撑环工装顶起卸除。
对修复后的托砖盘底板底面用长度为1000mm的水平尺进行水平度检查,以判定热处理对结构的影响。实测数据见表5。

表5 热处理后托砖盘底板底面平面度和水平度偏差 mm
与表4对比,表5数据显示:托砖盘底板底面平面度和水平度在热处理后的值比热处理前略有变小,托砖盘底板比热处理前更平。表明托砖盘底板对接焊缝在热处理时,由于自重作用向下有轻微沉降,中心部位的凸起有所缓解。再次检查托砖盘底板内孔中心偏离数据,实测数据如表6所示。
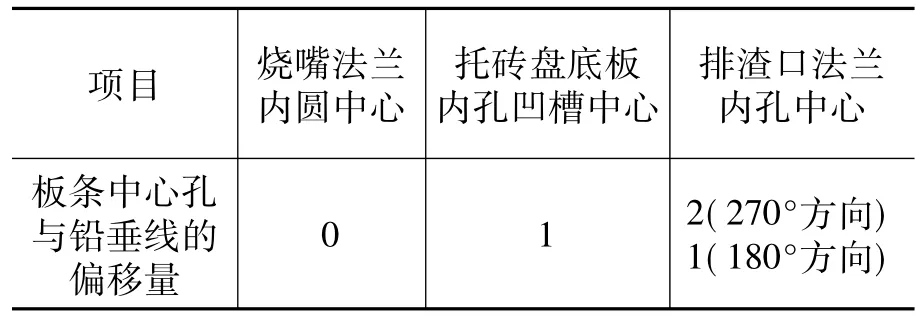
表6 修复后实测中心偏移量 mm
与表2对比,表6中数据表明:托砖盘底板的更新件内孔中心与设备轴线同轴度较好,焊接和热处理过程对托砖盘底板更新件水平位移没有影响。
托砖盘底板的修复满足设备质量要求。
4 结语
德士古气化炉托砖盘底板的尺寸精度要求高,而修复施工时,由于空间限制无法使用大型机加工具,给修复增加了困难。本文采用焊接的方法,得到了较高的修复质量,设备在修复后使用至今未见异常,表明修复方案具有较强的可靠性,为设备的此类修复提供了借鉴。
[1]张利伟,都吉哲,张晖,等.水煤浆气化炉的制造[J].压力容器,2005,22(4):26-30.
[2]孟震,气化炉制造的过程控制和检验[J].电焊机,2011,41(12):72-76.
[3]袁承春.德士古气化炉整体法兰制造技术[J].压力容器,2013,30(11):56-61.
[4]SA-387/SA-387M,压力容器用铬-钼合金钢板[S].
[5]JB/T 4730.4—2005,承压设备无损检测 第4部分:磁粉检测[S].
[6]JB/T 4730.5—2005,承压设备无损检测 第5部分:渗透检测[S].
[7]NB/T 47015—2011,压力容器焊接规程[S].
[8]NB/T 47014—2011,承压设备焊接工艺评定[S].
[9]HG 20584—1998,钢制化工容器制造技术要求[S].
[10]JB/T 4730.3—2005,承压设备无损检测 第3部分:超声检测[S].
[11]ASME Boiler and Pressure Vessel Code,SectionⅨ-2010[S].
Replacement of Brick Supporting Bottom Plate and Inconel 825 Nickel Base Alloy Inner Ring of Gasification Furnace
CHENG Xiao-fu,ZHOU Guang-yu
(Dalian Jinzhou Heavy Machinery Works Group Co.,Ltd.,Dalian 116100,China)
Through Inconel 825 nickel base alloy inner ring damaged inside of the Texaco gasification furnace brick supporting plate was replaced with a new ring,and SA-387 Gr11 CL2 overlay 316L supporting brick plate inner part of the removal,replacement,group,welding,nondestructive testing,heat treatment,assembly quality inspection and detailed construction process description,this paper puts forward the approach to the repair of such equipment.
gasification furnace;brick plate repair;nickel based alloy inner ring replacement
TH49;TH142.2;TG44
B
1001-4837(2015)11-0069-06
10.3969/j.issn.1001-4837.2015.11.012
2015-09-06
2015-11-08
程孝福(1965-),男,工程师,主要从事压力容器的设计、制造工作,通信地址:116100辽宁省大连市金州区龙湾路5号大连金州重型机器集团有限公司,E-mail:jhm_cxf@126.com。
