Influences of acoustic field parameters on welding arc behavior in ultrasonic-MIG welding*
2015-10-31XieWeifengFanChengleiYangChunliLinSanbaoandTaoBo
Xie Weifeng,Fan Chenglei,Yang Chunli,Lin Sanbao and Tao Bo
谢伟峰,范成磊,杨春利,林三宝,陶 波**
Influences of acoustic field parameters on welding arc behavior in ultrasonic-MIG welding*
Xie Weifeng,Fan Chenglei,Yang Chunli,Lin Sanbao and Tao Bo
谢伟峰,范成磊,杨春利,林三宝,陶 波**
By applying ultrasonic-MIG welding as research object,the behaviors of welding arc were analyzed with varied ultrasonic parameters in welding using arc images recorded by high-speed camera.The influences of the current by exciting ultrasonic and the height and shape of ultrasonic radiator on welding arc were studied.Results showed that when the current was 150 mA,ultrasonic showed most distinct compressive effect on arc.The compressive volumes of arc length at different heights were calculated by adjusting the height of ultrasonic radiator continuously from 10 mm to 35 mm,there were three maximum points.The compressive degrees of them reduced successively.By utilizing different shapes of ultrasonic radiator,it revealed that ultrasonic radiator with spherical crown surface showed better compressive effect in a larger welding standard scope.When radius of radiator increased,axial compressive volume of arc enlarged,while an increasing curvature radius led to more distinct radial compression of arc.
ultrasonic-MIG welding,compressive arc,current by exciting ultrasonic,height of ultrasonic radiator,shape of ultrasonic radiator
0 Introduction
Arc welding,characterized by convenient operation,efficient production and easily to be automized,has been widely applied currently.Considering the advantages of ultrasonic vibration,many scholars have introduced ultrasonic into arc welding process to improve the properties of joints.Numerous experimental studies have indicated that ultrasonic significantly improves the microstructures of heat-affected zone and fusion zone[1],by decreasing the micro-mixed area of weld and improving the corrosion resistance[2]and the elongation of weld by 40%at most[3]. Moreover,ultrasonic improves harden tendency of metal[4,5]and improves flexural property and impact ductility of joints[6].
Ultrasonic-MIG(U-MIG)welding is a hybrid welding combining ultrasonic and welding arc[7].As ultrasonic radiation force acts on arc and molten pool,corresponding acoustic effects are introduced.In contrast to MIG welding,the method generates more obvious arc compression,higher arc pressure,smaller droplets,higher metal transfer frequency,deeper weld penetration and more uniform and meticulous distribution of welding waves[8-10].
The variation of acoustic filed parameters significantly influences the distribution of acoustic field in U-MIG welding.Welding arc,as an important heat source in welding process,has crucial influence on the quality of welded joint.However,little research has been done on the influences of ultrasonic parameters on arc behaviors. In this paper,the influencing mechanism of acoustic field parameters on arc behavior is studied.The analysis shows great significance in promoting ultrasonic radiation force,improving equipments of ultrasonic arc hybrid welding further and the application of the welding method in future.
1 Experimental method
1.1U-MIG welding equipment
Fig.1 illustrates the U-MIG equipment.It consisted of two parts,namely,welding system and ultrasonic radiation system.The ultrasonic radiation system included ultrasonic power and ultrasonic transducer.Synchronous mechanical vibration,generated by the ultrasonic transducer,was radiated to surrounding space in the form of ultrasonic waves by ultrasonic radiator after being amplified by amplitude transformer.With reasonable structure design,when the transducer was resonant,the ultrasonic radiator generated maximum vibration amplitude.U-MIG system was axisymmetric,its symmetry axes were vertical to workpiece to be welded.Fig.2 shows the parameter model of ultrasonic radiator.Corresponding column coordinate z-r-φ was established,where R1is maximum radius,R is curvature radius,D is depth,and H represents the height of ultrasonic radiator to the upper surface of workpiece.The dotted portion in the figure is center hole(φ4 mm).The influences of the thickness of radiator are not considered.

Fig.1 Welding equipment
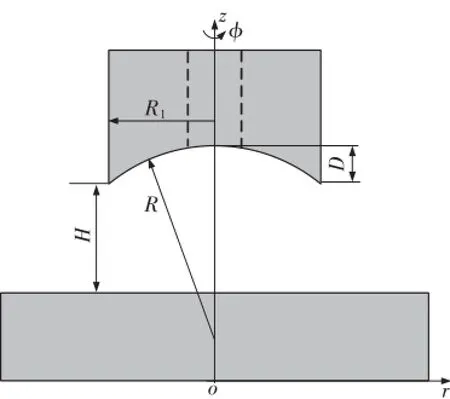
Fig.2 Parameter model
1.2Experimental conditions
1060 aluminum alloy rolled plate and S301 welded wire(φ1.2 mm)were used in bead-on-plate welding experiment.A constant voltage power supply was used during experiments,and the welding process was performed under direct current electrode positive conditions.The ultrasonic frequency was 19 500 Hz,and the current by exciting ultrasonic could be continuously adjusted in the range of 0~300 mA.If there is no special instruction,the welding parameters are as follows:welding voltage was 23 V,wire feed speed was 8 m/min,welding speed was 0.9 m/min,Pure argon was used as shielding gas at a flow rate of 15 L/min,the others are determined by different research objectives.Arc data were collected using highspeed camera at a rate of 3 000 frames per second.
For the research on the shapes of radiator,four radiators with simple geometries were selected,namely,plane, spherical crown surfacerotational paraboloidand rotational hyperboloidThe last three figures are the functions of depth D and radius R1.Generally,besides the four simple radiators above,other shapes can be also designed,such as elliptical conical surface,rotating ellipsoid surface,and hyperbolic paraboloid surface. However,the more complex radiator is designed,the higher processing accuracy is required.And the variation of ultrasonic radiator has to guarantee the match between the transducer and the ultrasonic power.
In the experiment of height and shape of radiator,the flow of welding shielding gas has to be considered.To avoid gas disturbance,under condition with stable burning arc,the gas between electrode and workpiece need share the same state of gas flow.It can be achieved by adjusting geometric parameters of shielding gas cover,including gas inlet position,nozzle shape,length and nozzle radius ofshielding gas cover.Optimization for these parameters was performed based on finite volume element numerical simulation.Fig.3 shows concave spherical ultrasonic radiators with different sizes,and the specific sizes are displayed in Table 1.

Fig.3 Concave spherical ultrasonic radiators
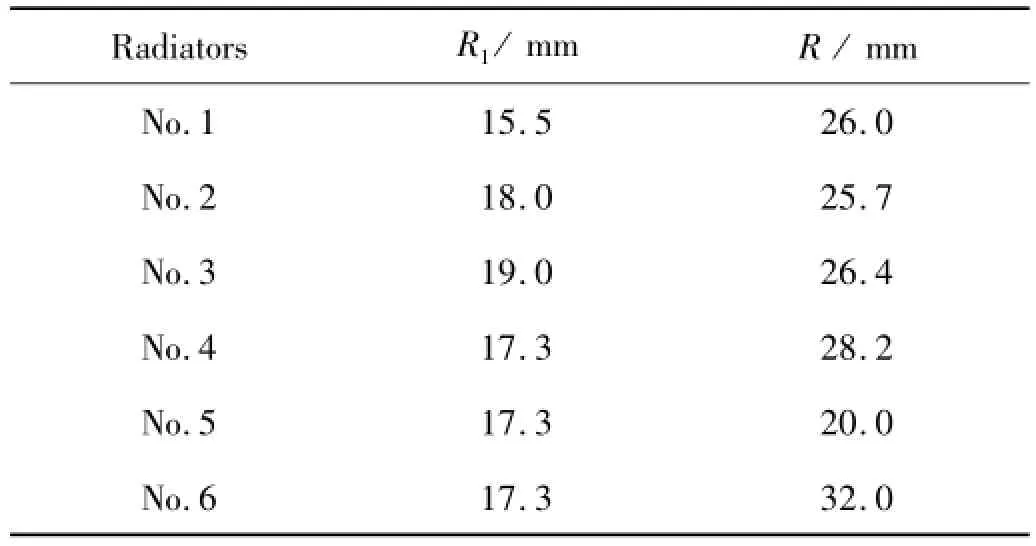
Table 1 Parameters of different radiators
2 Results and discussion
2.1Influences of the current by exciting ultrasonic The current by exciting ultrasonic is an important parameter directly determining acoustic field.For acoustic field in the form of p=p0cos(kz)sin(wt),p0,w and k
are incident acoustic pressure,angular frequency and wave number,respectively.Actually,the adjustment of the current by exciting ultrasonic mainly changes incident acoustic pressure.The relationship between the current by exciting ultrasonic and acoustic field in arc area can be investigated based on the variation of arc shape.Fig.4 illustrates arc shapes under different currents by exciting ultrasonic.No.5 radiator with spherical crown surface was used,and the height of radiator was 14 mm.Different currents correspond to different acoustic field environments. Fig.4 shows that the axial compression of arc along welded wire is bigger than the radial one,and 0 mA means conventional MIG welding without ultrasonic.
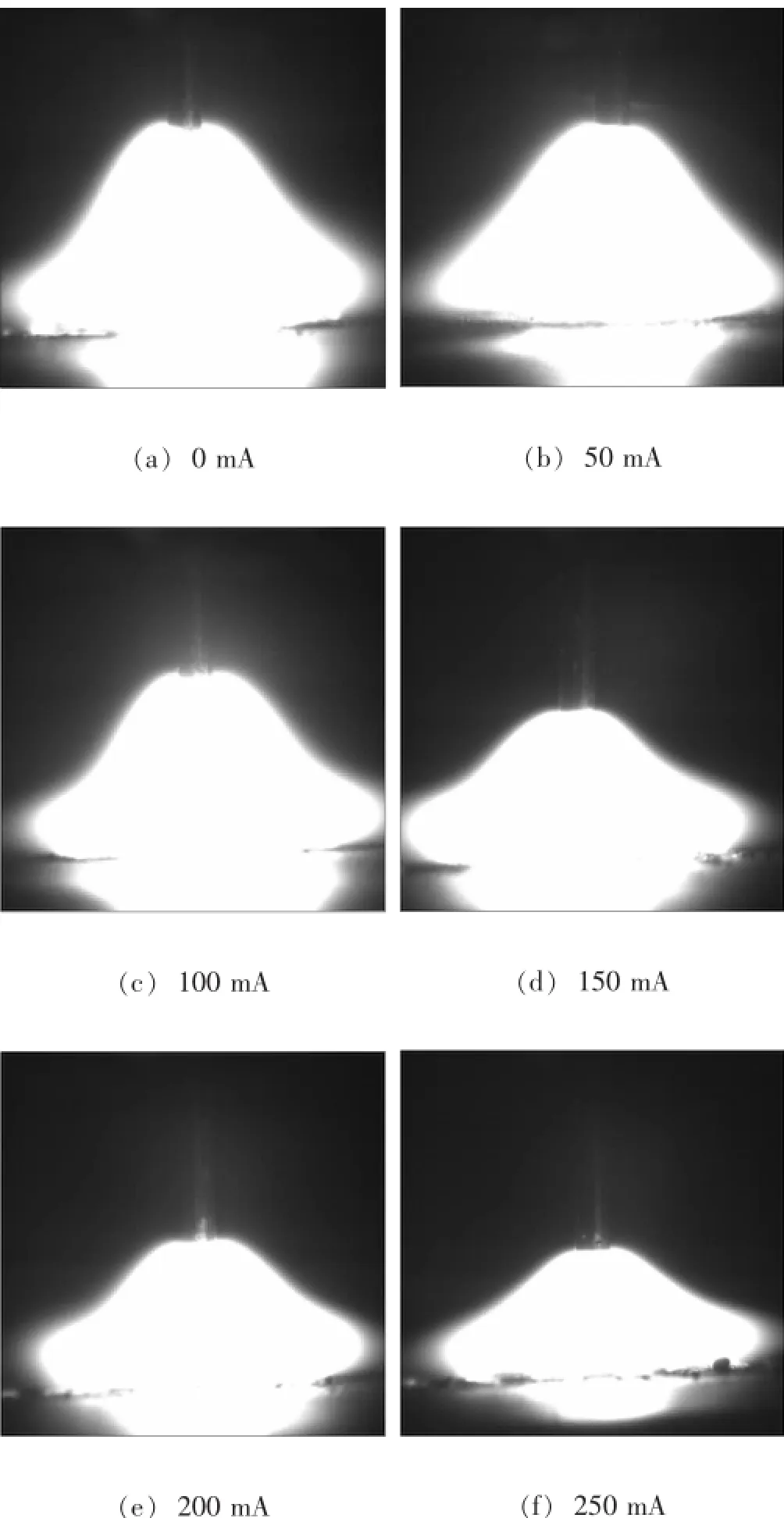
Fig.4 Arc shapes at different currents by exciting ultrasonic
All arc data were extracted to conveniently analyze the effects of ultrasonic on arc.Fig.5 illustrates the shape variations of hemi-arc outline with the changes of different currents.It shows that the axial compressive volume is far larger than the radial one.When the current by excitingultrasonic is lower than 150 mA,arc axial compression increases more apparently with the increase of current in comparison with the radial compression.When the current is larger than 150 mA,the compression effect reduces as the current increases.In contrast to the welding arc length without ultrasonic,arc compressive volume(arc length difference with and without ultrasonic)with the change of currents is observed in Fig.6.The maximum compressive volume of arc length is around 2 mm with a current of 150 mA.
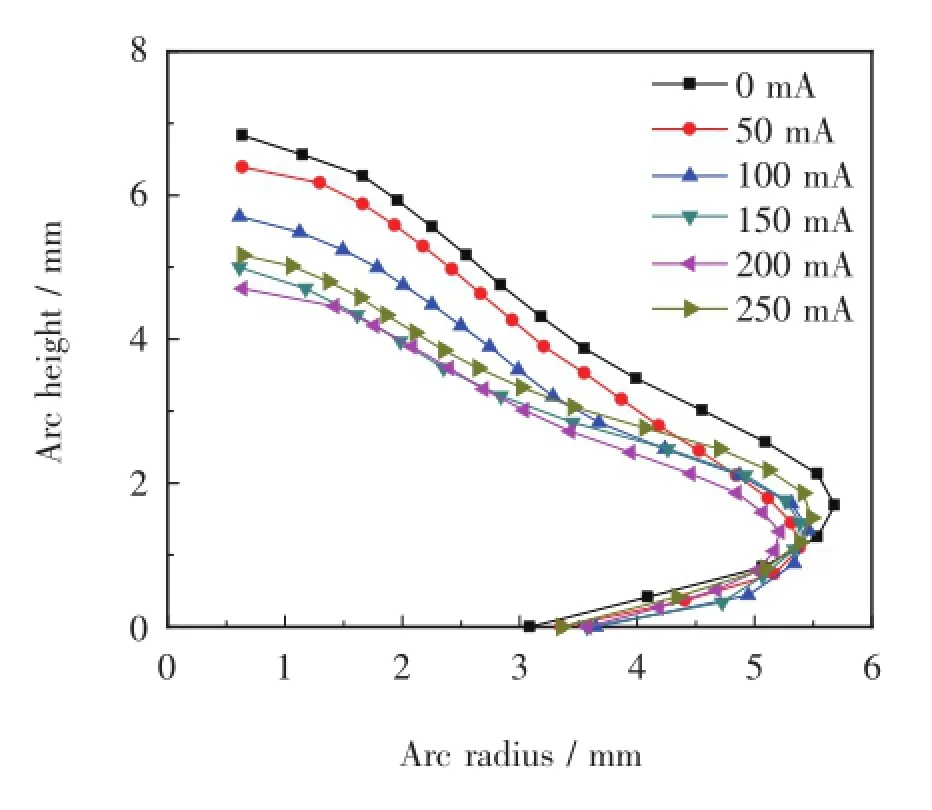
Fig.5 Arc shape
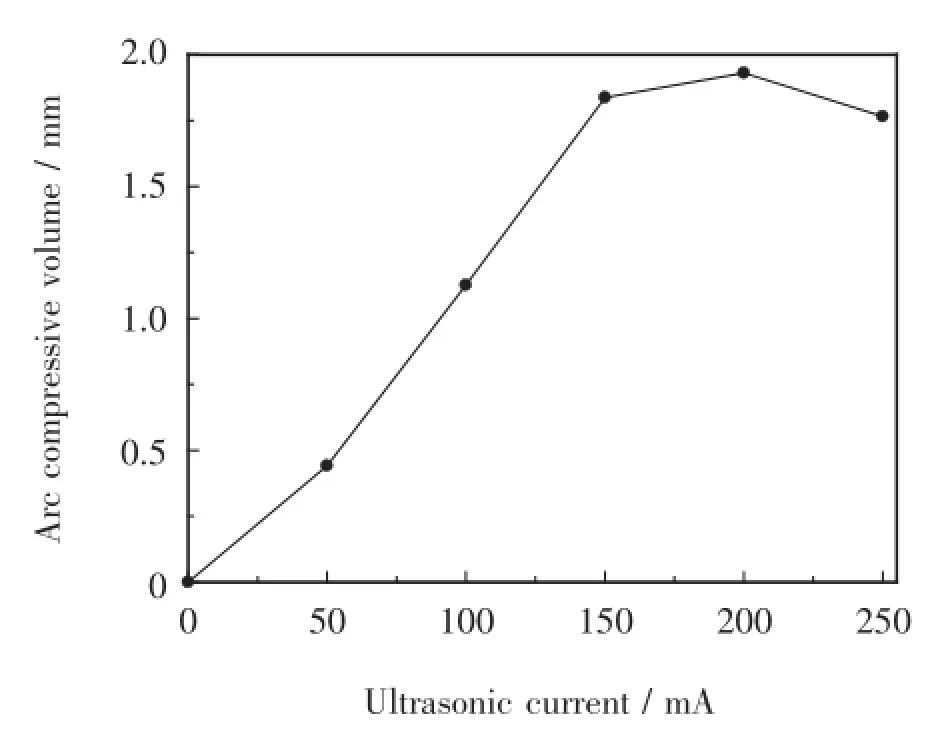
Fig.6 Compressive volume of arc length
2.2Influences of radiator height
The relationship between arc compressive volume and radiator height was obtained,as illustrated in Fig.7.The compressive degrees of arc length at different heights within 10 mm to 35 mm were measured with an increasing amplitude of 1 mm.The distances from wire tip to workpiece were constant.It shows that there are three maximum arc compressive volumes,H1=14 mm,H2=24 mm,and H3=33 mm,respectively.When H=H1,the compression is most obvious.Fig.8 shows the arc compression of different welding voltages in the three locations.When H=H1,acoustic field exhibits obvious compression effect on the arc of different voltages.The weakest compression effect is observed when H=H3.As welding voltage increases,the compressive effect is more obvious.
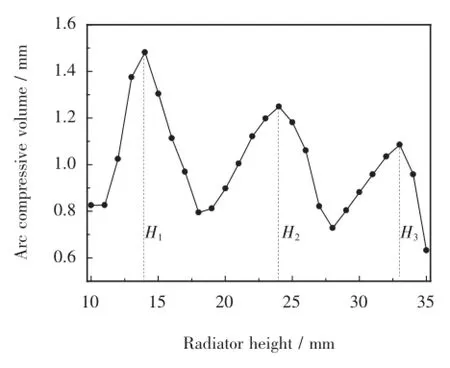
Fig.7 Influences of radiator height on arc compressive volume
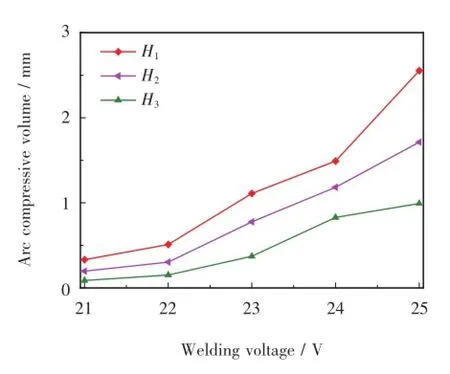
Fig.8 Three maximum values of compressive volume of arc at different welding voltages
2.3Influences of radiator shape
In the research on the influences of different ultrason-ic radiators on arc,to eliminate interferences of other factors and narrow deviation,the compressive ratio of arc length(the ratio of arc length with to without ultrasonic)was defined.Analysis of polynomial fitting was conducted for the change rate of arc length at welded wire feed speed of 8 m/min and different welding voltages.For different shapes of radiation,the variation of compressive volume of the arc length with welding voltage is displayed in Fig.9. Under experimental conditions,different radiators show large difference concerning arc compression.The arc compressive rate of plane and paraboloid radiator first increases and then decreases,and that of hyperboloid radiator changes periodically.In general,concave radiators show more significant arc compression effect,among which,the radiator with spherical crown surface is most effective in arc compression at high voltage.
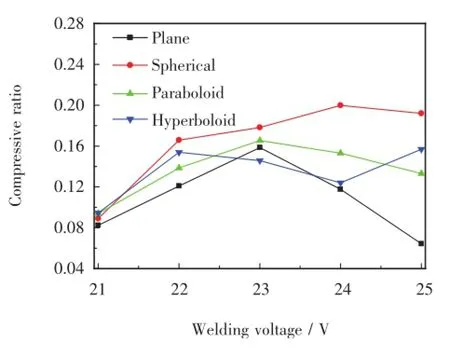
Fig.9 Compressive ratios of arc length at different shapes of radiators
Apart from different shapes of radiator,parameters of ultrasonic radiator show great effect on arc compression. Fig.10 and Fig.11 imply the influences of the radius of radiator with spherical crown surface and the curvature radius on arc shapes.When there is no ultrasonic,the arc shape with No.1 radiator and No.5 radiator are displayed in Fig.10 and Fig.11,respectively.The two figures indicate that both radius of radiator and curvature radius show obvious effect on the compression of arc length.Compared with radial compression,as the radius of radiator increases,the arc is compressed more intensively in the axial direction,while radial compression is more significant when curvature radius increases.
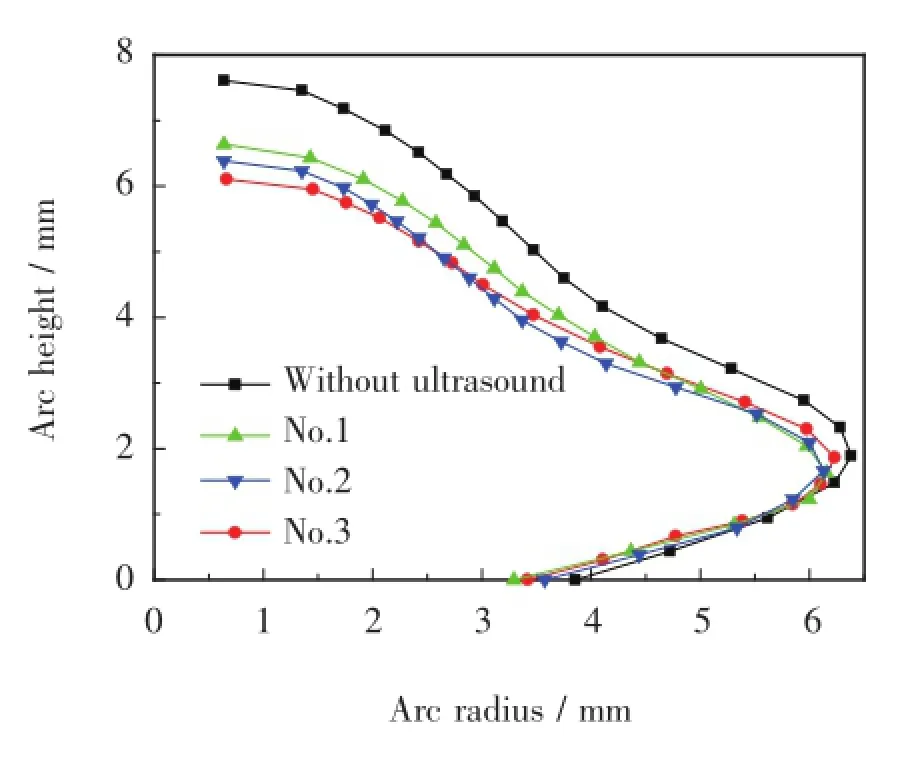
Fig.10 Influences of radius of radiator on arc shape
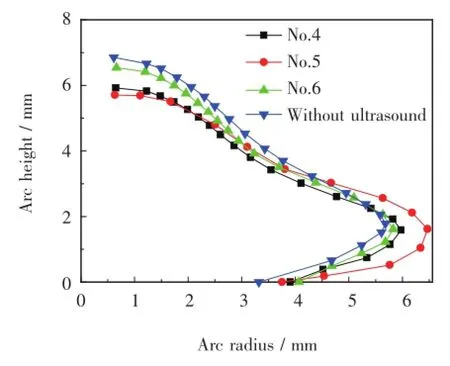
Fig.11 Influences of curvature radius of radiator on arc shape
3 Discussion
Considering the structural characteristics of U-MIG equipment,under condition without welding arc,the acoustic field between ultrasonic radiator and workpiece can be regarded as a simple standing wave field.When the wave approximates to plane wave,resonant condition can be represented as the expression of ultrasonic radiator H:Hm=m·λ/2(m=1,2,3,…),where Hmrepresents different resonant modes.Resonant height is the integral multiple of half-wavelength.Then in mth resonant mode,m balls can levitate stably at pressure nodes[11],that is,acoustic radiation power has function relation toradiator height.When acoustic radiation power reaches maximum,ultrasonic wave has strongest compressive effect on arc,which is displayed as some peaks in the relational curve of arc compressive volume and radiator height.These heights may be considered for the resonance height.
Atroomtemperature,foracousticfieldp= p0cos(kz)sin(wt),the adjustment of acoustic field parametersmainlychangesincidentacousticpressure. U-MIG welding arc plasma can be approximated as large number of small ball clusters which are R0in radius,the acoustic radiation force acting on them is F=where ρ and c are gas medium density and acoustic velocity surrounding the balls. Obviously,acoustic radiation force is proportional to incident acoustic pressure.Acoustic radiation force distributes along the fluctuation direction in the circle of λ/2,and its value and direction are different at different locations.At nodes(z=λ/4,3λ/4,5λ/4,…)of acoustic wave,acoustic radiation force shows restoring force characteristic,that is,the balls are not only influenced by axial acoustic radiation force,but also by a radial component of acoustic radiation force.The influences of temperature gradient is not taken into account,the gas medium is considered to be ideal gas in unit atmospheric pressure,the variations of its density and acoustic velocity are ρ=ρ0(273/T)and c=c0(T/273)1/2.Where ρ0and c0are the gas medium density and acoustic velocity when T=273 K. Regarding argon,ρ0=1.78 kg/m3,λ=0.016 4 m and c0=319 m/s.Therefore F varies with temperature in the relation of T-3/2.As temperature increases,acoustic radiation force reduces gradually and stays constant when the temperature reaches certain value.In actual welding process,owing to the high temperature of arc and certain temperature gradient,the acoustic field between ultrasonic radiator and workpiece is not simple plane standing wave,but there may be large difference between the distributions of upper and lower acoustic waves.So the resonant height with arc is apparently larger compared with that in atmospheric condition,which is possibly reason for the increase in temperature.
4 Conclusions
(1)Welding experiments with different currents by exciting ultrasonic revealed that arc compressive degrees increased gradually with the increase of currents.When the current was larger than 150 mA,the compressive effect became constant as the current increased.
(2)In welding experiment of radiators at different heights ranging from 10 mm to 35 mm,compressive volumes of arc length at different positions were measured,and three maximum points were found in three different locations.The heights were 14 mm,24 mm and 33 mm and most significant compressive degree was observed at 14 mm.
(3)The experiment of four simple ultrasonic radiators showed that the acoustic radiation with concave spherical surface had more obvious compressive effect.Furthermore,among the three radiators with concave surface,spherical crown surface showed most obvious compressive effect.Shapes of arc changed in response to the changes of radius of radiator and curvature radius.The change of radius of radiator mainly influenced axial compression,while the change of curvature radius mainly influenced radial compression.
[1] Dai W L.Effects of high-intensity ultrasonic-wave emission on the weldability of aluminum alloy 7075-T6.Materials Letters,2003,57:2447-2454.
[2] Cui Y,Xu C L,Han Q.Effect of ultrasonic vibration on unmixed zone formation.Scripta Materialia,2006,55(11):975-978.
[3] Watanabe T,Shiroki M,Yanagisawa A,et al.Improvement of mechanical properties of ferritic stainless steel weld metal by ultrasonic vibration.Journal of Materials Processing Technology,2010,210:1646-1651.
[4] Xie W F,Lei Y C,Ren W J.Computer optimization of excitation frequency for plasma ultrasonic-arc welding of super alloy MGH956.Journal of Aeronautical Materials,2013,33(1):38-44.(in Chinese)
[5] Xie W F,Lei Y C.Optimizing the excitation frequency for keyhole plasma ultrasound-arc welding of CLAM steel.Materials Science and Technology,2013,21(1):30-36.(in Chinese)
[6] He L B,Wu M S.Ultrasonic generation by exciting electricarc:a tool for grain refinement in welding process.Applied Physics Letters,2006,89(13):131504-131505.
[7] Fan Y Y,Fan C L,Lin S B,et al.Ultrasonic wave assisted GMAW.Welding Journal,2012,91(3):91s-99s.
[8] Fan Y Y,Fan C L,Yang C L,et al.Research on short circuiting transfer mode of ultrasonic assisted GMAW method. Science and Technology of Welding and Joining,2012,17(3):186-191.
[9] Fan C L,Xie W F,Yang C L,et al.Characteristics of welding arc during ultrasound-MIG hybrid welding of aluminum alloy.Transactions of the China Welding Institution,2014,35(1):5-8.(in Chinese)
[10] Fan C L,Yang C L,Lin S B,et al.Arc characteristics of ultrasonic wave-assisted GMAW.Welding Journal,2013,92(12):375s-380s.
[11] King L V.On the acoustic radiation pressure on spheres. Proceedings of the Royal Society of London.Series A-Mathematical and Physical Sciences,1934,147(861):212-240.
*This study was supported by National Natural Science Foundation of China(Grant No.51275134)and the Key Program of the National Natural Science Foundation of China(Grant No.51435004).
**Xie Weifeng,Fan Chenglei,Yang Chunli,Lin Sanbao and Tao Bo,State Key Laboratory of Advanced Welding and Joining,Harbin Institute of Technology,Harbin,150001. Fan Chenglei,Corresponding author,E-mail:fclwh@hit.edu.cn
杂志排行
China Welding的其它文章
- Microstructure and mechanical properties of dissimilar joint between aluminum and aluminum-coated steel by cold metal transfer process*
- Metal transfer characteristics of tandem narrow gap GMAW for flat welding position*
- Study on parameters optimization in resistance spot welding of stainless steel with rectangular electrodes*
- Mathematical modeling and simulation application for a wheeled mobile robot applied on pipe welding*
- Experimental study of weld position detection based on keyhole infrared image during high power fiber laser welding*
- Microstructure evolution in the weld metal region of a Ni-based Inconel 718 superalloy produced by tungsten inert gas welding