3D器件工艺技术研究
2015-10-31陆政邢方园朱英
陆政 邢方园 朱英
(上海航天电子技术研究所,上海 201109)
3D器件工艺技术研究
陆政 邢方园 朱英
(上海航天电子技术研究所,上海 201109)
本文针对电装生产中的“3D器件的焊接”存在的问题进行工艺研究,探讨印制板组件回流焊接过程中可能影响焊接质量的因素,如3D器件搪锡工艺,3D器件网板开口尺寸,使用的焊膏,焊接时的回流焊接曲线。并对影响质量的因素进行进行分析,对比分析得到3D器件最佳焊接工艺方法。
3D plus器件 模板(网板) 回流焊 回流焊接曲线
1 概述
随着电子行业的飞速发展,电子产品正在向小型化、高密度、高性能方向发展,而大量表面贴装芯片应用于产品型号中。3D plus器件(以下简称3D器件)封装为特殊SOP封装,器件外表面为裸露线路,引线间距小(引线宽0.2mm,间距0.5mm),引线从底部弯曲后向外引出。3D器件内部为层叠封装结构,各层电路板之间使用焊锡连接。
由于3D器件各层电路板之间使用焊锡连接,由此在回流焊接时器件表面、侧面温度必须低于215℃,且器件焊接时引脚温度高于183℃的时间在45s~60s内,温度过高或焊接时间过长都会导致芯片内部焊锡融化析出,使芯片失效,以往3D器件的焊接在我所基本采用手工焊接。
印制板上3D器件数量少且器件间间隔大时,手工焊接3D器件基本能够满足的焊点质量要求,但两排器件间的间距小、器件高度高,引线根部1.14mm区域为视觉盲区(其他更高的3D器件或间距更小的布局将产生更大的盲区),手工焊接时烙铁头受空间限制,焊锡无法爬升到引脚根部,影响焊接质量。曾经发生过手工焊接后,36片存储芯片有11片芯片存在桥连等焊接质量缺陷,缺陷率高达31%。
2 研究方案及研究过程
2.1研究方案
印制板组件回流焊接过程中可能影响焊接质量的因素有:(1)3D器件搪锡工艺;(2)3D器件网板开孔尺寸[1];(3)使用的焊膏;(4)焊接时的回流焊接曲线。
2.2研究过程
2.2.1搪锡工艺
3D器件引脚镀层电镀镍金,需要对镀金引脚进行去金处理。使用设备进行搪锡时易产生粘连,用电烙铁手工修整引脚上的粘连,保证其引脚共面度小于0.1mm。
2.2.2网板开孔尺寸

图1 1号网板的焊接情况
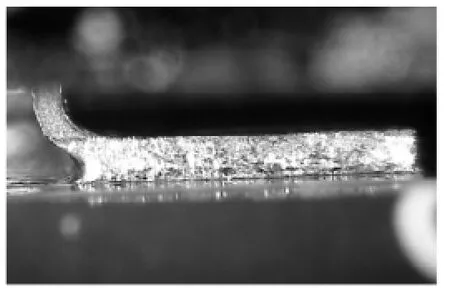
图2 2号网板的焊接情况
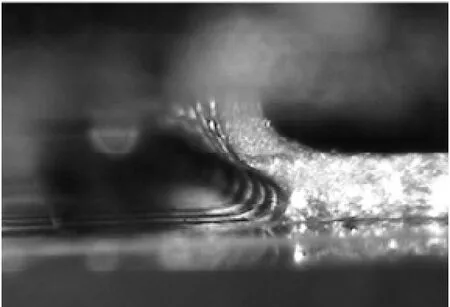
图3 引脚根部焊接情况
我所目前采用的是美国Speedline集团MPM公司的全自动2000印刷机。设定印膏时的刮刀压力在3kg-8kg,印刷速度在20mm/s -40mm/s。印膏后焊膏必须均匀的涂敷在PCB上,焊膏图形清晰,相邻的图形之间无粘连,无明显塌落,边缘整齐,错位小于0.1mm,根据国家军用标准GJB3243-98《电子元器件表面安装要求》,规定焊膏覆盖在每个焊盘上的面积大于焊盘面积的75%。
本次先后加工了2块网板,分别编号为1号和2号。
1号网板的引脚开口宽0.23mm,长3.56mm。宽度上两边各内缩0.01mm,长度上开口内部内缩0.2mm,为防止焊膏过量而导致焊锡桥连,在网板开口中部设置架桥。在此后的焊接中引脚上锡量较少且引脚根部没有焊锡爬升。
于是对网板的开口尺寸进行改进,加工了2号网板,引脚开口宽0.23mm,长3.76mm。宽度上两边各内缩0.01mm,长度上开口内部内缩0.1mm,外部外扩0.1mm。焊接后器件引脚上锡量较多,焊锡在引脚根部有爬升,达到了焊点质量要求。
2.2.3使用的焊膏
选择品牌日本TAMURA的RMA-010-FP210焊膏。合金成分为Sn63/Pb37。熔点为183℃。
2.2.4焊接时的回流曲线
使用KIC测温仪进行测温,设置温度曲线应首先了解回流焊机的温度与加热时间、功率、元器件应用情况及印制板的质量、尺寸及元器件和印制板吸热系数等,再加上所选用的焊膏来决定温度曲线的设置。设置温度采集点,应在印制板上选取能反映出表面组装板上高(热点)、中、低(冷点)有代表性的几个温度测试点,重点测试3D芯片顶面、芯片侧面、芯片引脚,在多次试验后得到了可同时焊接3D芯片和其他器件的回流曲线。最终芯片顶面及侧面温度均没有超过215℃,芯片引脚温度高于183℃的时间为50.3s,符合45s~60s的要求。使用1号网板和2号网板焊接情况见图1、图2。
用ERSA光学检测系统进行引脚焊接质量的检验,由图3可见,经回流焊接的3D器件引脚根部上锡情况良好,焊锡润湿角[2]明显,根据IPC-A-610D《电子组件的可焊性》满足表贴器件焊接质量的要求。
3 结语
使用回流焊接工艺方法对型号产品进行了回流焊接后,印制板上的3D器件均未发生内部焊锡熔融的情况,印制板3D器件存在的桥连缺陷占芯片焊点总数的2.02%,且缺陷焊点经手工返修后均满足焊点质量要求,相比过去手工焊接31%的缺陷率,焊点质量有了很大提高。降低了因焊接缺陷而可能造成的3D器件报废损失。
3D器件回流焊接工艺技术研究的试验结果表明,3D器件回流焊接在采取以上工艺方法后将极大提高焊接质量,今后将为我所产品质量提供坚实的技术保障。
[1]王炜.印制电路板(PCB)板件焊接工艺流程[J].东方电气评论,2014.
[2]陈正浩.印制电路板组装中若干质量问题的分析及处理[C].中国高端SMT学术会议论文集,2007.