西门子S7-300在热镀锌机组带钢振动阻尼系统上的应用
2015-10-31夏江涛
夏江涛 陈 刚 李 华
(武汉钢铁集团公司研究院,湖北武汉 430080)
西门子S7-300在热镀锌机组带钢振动阻尼系统上的应用
夏江涛陈刚李华
(武汉钢铁集团公司研究院,湖北武汉430080)
连续热镀锌机组带钢从锌锅至冷却塔塔顶转向辊的这一段较长范围内,带钢在气刀和冷却风机等对带钢的作用下,会使带钢产生振动,影响到了带钢锌层的厚度控制。本文介绍了S7-300PLC在热镀锌生产线上带钢磁力式振动阻尼系统上的应用,保证包括PLC系统软、硬件结构以及运行效果。经验证,该系统可以有效解决带钢抖动问题。
PLCWinCC振动阻尼系统
1 引言
连续热镀锌机组带钢从锌锅至冷却塔塔顶转向辊的这一段较长范围内,带钢不允许有任何形式的接触式依托点,在气刀和冷却风机等对带钢的作用下会使带钢产生振动从而引起一系列问题,既影响镀锌带钢的质量又增加了金属锌的消耗。为了解决这一问题,在气刀上方安装有磁力式的防振动阻尼装置,采用磁力非接触式稳定原理,利用与带钢表面垂直的异向磁力最大限度地抑制带钢的振动振幅。整个振动阻尼系统采用了西门子公司的SIMATIC S7-300控制系统,人机界面采用WinCC系统,能够有效的解决带钢振动问题。
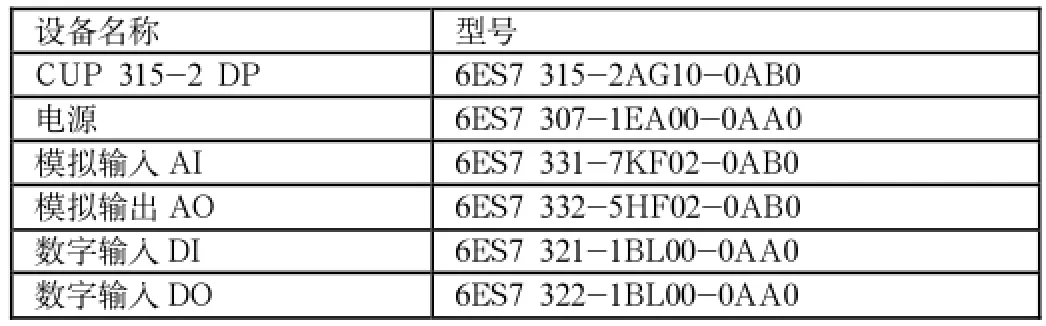
表1 系统控制配置表

图1 安装示意图
2 工艺简介
实际生产时,在锌锅沉没辊和塔顶转向辊之间数十米的带钢仅仅依靠张力的作用保持稳定。带钢的横向无规则振动直接导致气刀喷嘴与带钢的距离的变化,想完成对锌层厚度的控制是很困难的。通过一般手段,如控制张力或者改善气刀喷嘴形状可以减小振动,但不能从根本上解决问题。想有效直接解决振动,最直接的办法是安装夹紧辊。但是热镀锌作业线上,在镀层结晶冷却前是不允许直接接触锌层的。磁式振动阻尼系统通过安装在带钢两侧能在带钢上产生异向磁力的磁力装置,以异向磁力作用抑制带钢的横向移动,其产生的力学效果类似于夹紧辊。
整个系统由几个部分组成:
(1)磁力调节系统:调节电流以达到控制磁力的大小。
(2)带钢距离测量传感器:用于测量电磁装置与带钢的距离。
(3)装置行走机构:调节电磁装置与带钢之间的距离。
(4)辅助设施:包括气动冷却机构,磁力测量等。
(5)控制系统:PLC及人机界面,系统的自动控制与操作、数据记录等。
3 SIMATIC S7-300控制系统
3.1系统硬件与通讯方式
西门子可编程控制器S7-300,属于通用型PLC,特点是循环周期短,能用于复杂过程的控制,模块化设计,完全可以达到控制要求,且能提供不同档次的器件进行选型。本阻尼系统的控制系统采用的配置见表1。
系统采用的通讯方式是西门子的PROFIBUS现场工业总线。PROFIBUS是用于自动化系统的开放式工业以太网标准,可确保实现集成通讯,是一种高速低成本的通信。PROFIBUS的物理层是RS-485接口。最大传输速率是12M比特/秒,最多可以与127个节点进行数据交换。网络中可以接串接中继器,用光纤通信距离可达90km。其网络中还有很大扩展空间,可接入很多种总线设备,如智能I/O站,智能开关,也能接入其他控制终端,如智能从站、PG机、远程控制设备、无线设备等。
3.2软件设计与人机界面
编程软件采用西门子公司的STEP 7 V5.4。STEP 7包括的编程语言有三种,分别为梯形图(LAD)、语句表(STL)和逻辑块图(FBD),通过软件的项目管理器可以启动工程项目及编程工具,进行硬件配置和程序编写,并能在线访问PLC内存进行监视和编辑。
在生产线锌锅操作室里设置了一台上位机用于在线操作,人机界面系统采用西门子工程控制软件WinCC6.0来实现,用于设备的各种参数输入显示等功能。通过监控画面可以查看报警画面、磁力调节电流历史趋势图、阻尼装置与带钢距离趋势图等系统控制器相关数据,并可以保存供日后分析使用。
WinCC有强大的编程环境,用户可随时根据实际生产需要编制并产生新的功能,在上位机上设置后就能在画面上显示并使用。
4 系统功能的实现
阻尼装置有2套行走机构,磁力装置、带钢距离测量传感器安装在一个不锈钢箱体内,依靠行走机构调节电磁铁与带钢之间的距离。驱动采用变频器调节,在生产时,箱体以30mm/s的速度自动定位,在接近目标时,程序控制减速以达到最佳位置。带钢运行的情况下,箱体可以在20分钟内调节到位。
带钢从两个箱体之间穿过,需要不间断地测量磁力装置与带钢表面的距离。距离过大,磁力装置达到相同效果需要更大的磁力;距离过小,带钢的抖动或带钢板形产生的形变会使带钢表面与阻尼装置相接触。控制系统通过安装在箱体上的两个激光位置传感器实时检测带钢的位置变化(测量范围为30~100mm,精度为0.1%),动态分析阻尼效果,并同时调节磁力装置到带钢表面的距离和驱动磁力装置的电流以达到最佳的阻尼效果。
5 应用效果
在使用之前,带钢在没有非接触式带钢防抖动装置的制约时,最大抖动幅度达4mm左右。系统投入使用后,操作人员只需在HMI上进行控制或参数调节,当阻尼装置箱与带钢之间的距离及电流输出值平稳后,带钢的抖动幅度仅仅在1mm以下。振动装置在不工作或当锌锅的气刀等系统需要拆卸和维护时,可以沿其滑道移回,不影响锌锅三大件的更换和维护。其安装后示意图如图1所示。
6 结语
以S7-300为控制系统的防带钢振动阻尼装置在某厂镀锌线投入运行以后,通过一段时间的使用,系统能够稳定运行,带钢振动减轻之后,锌层厚度及镀层均匀,在保证质量的前提下生产出来的热镀锌带钢能节约大量的锌原料。一般镀锌层厚度为50g/m2~200g/ m2,现在仅单面镀锌层厚度可减少2.5g/m2,随着目前锌价的攀升,一条年产十万吨的生产线仅降低锌耗即可节约数百万元的成本,这对于热镀锌生产企业降本增效有着重大意义。
[1]Anno Jordan.控制热镀锌带钢振动降低生产成本[J].钢铁译文集,2008,(1):45-47.
[2]KAWANISHI MASAMI etc.MITSUBISHI HEAVY IND LTD.STRIP SHAPECORRECTING AND DAMPING DEVICE.日本.No.JP2001117689,2002-10-31.
夏江涛(1982—),男,汉族,湖北武汉人,硕士研究生,工程师,研究方向:电气自动化。