浅析某地NT浓缩机改造应用的实例
2015-10-31杨志锋
杨志锋
(云锡股份公司老厂分公司羊坝底选矿厂,云南个旧 661000)
浅析某地NT浓缩机改造应用的实例
杨志锋
(云锡股份公司老厂分公司羊坝底选矿厂,云南个旧661000)
目前我国污水处理厂广泛使用浓缩机,浓缩机是选厂厂前回水和提高底流输送浓度的主要设备。因此,在选厂生产实际中占用比较重要的地位,对环境保护、提高资源回收利用具有重要的意义。而60年代生产的NT型浓缩机在生产实际中因故障率较高、维修难度大的原因,逐步被淘汰,本文主要介绍浓缩机改造应用的实例。
高效浓缩机改造应用
1 高效浓缩机的主要特点
(1)周边传动浓缩机主要采用的是中心入料,矿浆通过中心筒向四周稳流沉降,降低固相颗粒的动能。高效浓缩机耙架是独立的连杆式结构,有效的缓冲了对矿浆沉降的干涉,根据矿浆浓粒度的不同处理能力可提高30%以上。(2)由于浓缩机自身中心有搅拌装置,浓缩机底流排放孔处的物料不会板结,有效提高底流浓度和工艺的要求。(3)液压分段自动提耙,提耙动作可靠、灵敏,当耙架受到阻力超过设定值4.0MPa,则PLC会发出指令,提耙动作。(4)浓缩机各耙架是相互独立的,使用时可以任意选择和调整,提高至适当高度方便检修。若长时间不用或停用,可以将耙架提高,不需要放水,方便生产。(5)根据工况的不同,周边驱动装置可以通过调节液压阀实现调速。采用PLC控制技术,通过电接点压力表检测耙架运行阻力反馈成电信号,再由PLC发出指令实现超载报警指示,自动控制提耙、降耙功能。并且具有自动、手动和远程控制功能,为集中控制创造了条件。(6)浓缩机集电装置为全密封结构,只要中心入料部位的矿浆没有冲击到集电装置防护罩,集电装置便可以安全、可靠的运行,且故障率低。
2 高效浓缩机结构
2.1浓缩机构成
浓缩机主要由桥架、稳流装置(中心筒)、液压驱动装置、刮集装置、PLC电控系统、液压提耙装置、集电装置等组成。如图1所示。
(1)桥架为辐板式焊接箱式结构,一端与中心回转机构旋转部分连接,另一端与池边驱动部分连接。带动刮集装置旋转,将物料刮入中心锥坑内,起到传递扭矩的作用,在桥架上面装有液压站、电控箱,下面装有刮集装置及提耙装置,同时又是工作人员的通道。
(2)驱动装置采用双桥架双驱动结构,上部与桥架连接,下部通过驱动齿轮、齿条导轨带动桥架旋转,由驱动架、驱动齿轮、液压马达减速机组成,并且可实现调速功能,保证满足工艺生产的要求。
(3)液压提耙机构为平行液压杆机构,液压杆固定架用压板、螺栓固定在桥架上,刮集装置用槽钢焊接而成。刮泥板上有三根管柱,管柱可以上下调整,用来控制刮板与池底的高度。
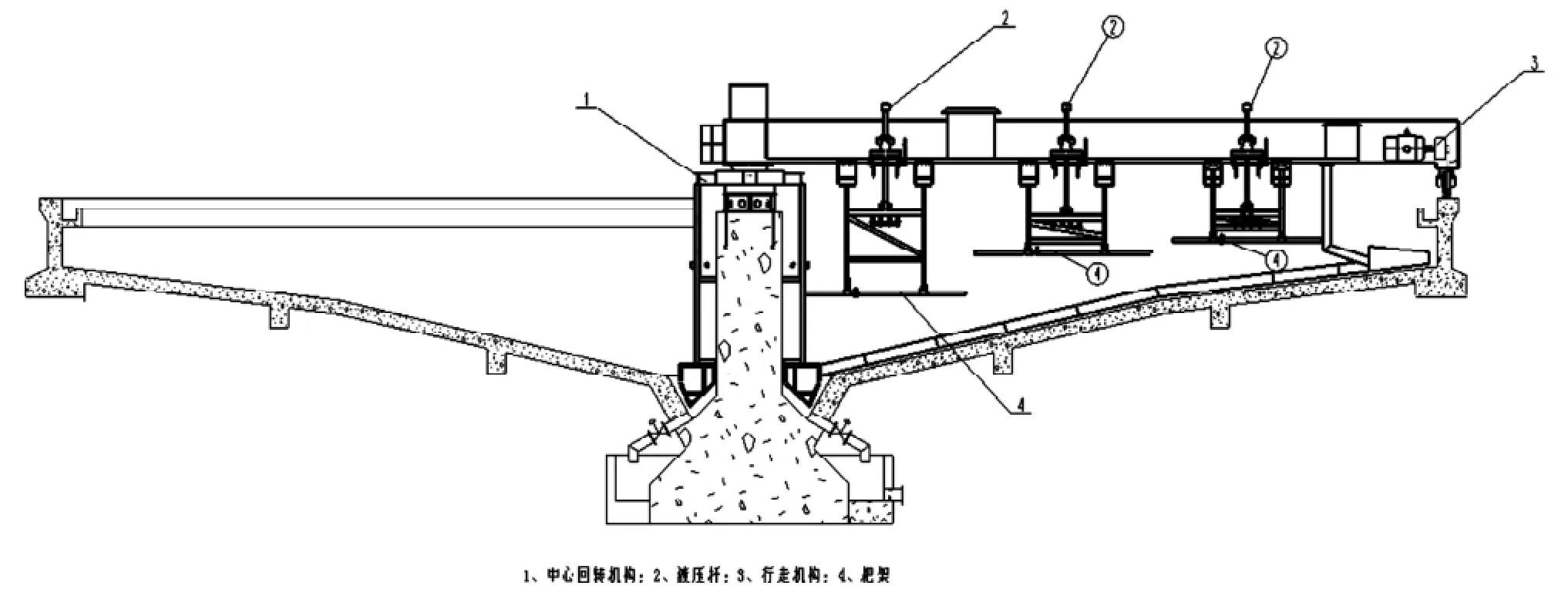
图1 NTD型浓缩机结构图(1 中心回转机构;2 液压杆;3 行走机构;4 分段耙架)
(4)刮泥装置分别由各自的液压阀控制,既是相互独立的,也能同时升降。每个液压杆上有三个行程开关,用以控制耙架升降高度。中部行程开关一般调定为250-500mm,用于限定各个耙架在升降过程中能在三种调定范围内工作,根据处理能力和工艺的不同,设定好以后,耙架就自动在设定的区域内工作。
2.2控制功能
2.2.1设手动、自动两种工作方式
手动方式:通过控制面板的按钮,可以人工控制浓密机运行、停止、提耙、降耙等操作。
自动方式:采用电接点压力装置检测液压马达的工作压力,将压力值划分为三种,压力<2MPa表示正常运行;压力>4MPa表示耙架受阻力,需要提耙,压力>6.3MPa表示耙架收到阻力过大,自动停机。控制信号分别送到PLC中,由系统内的用户程序自动控制设备行走及升降操作。
2.2.2设故障锁存功能
在出现故障时PLC控制系统能有效的保护相关的装置。每一种保护,系统停机后,PLC系统均能够及时有效的锁存故障信息,并发出报警信号,及时提醒有关人员检查、维修设备。
2.2.3远程通讯功能
主机控制箱为用户预留有代表设备运行、停机、及故障的通讯接点,用户可在远端及时观察了解到设备运行的各种状态。电控部分采用的是先进成熟的电液联合控制系统,提耙机构与刮泥行走机构共用一个组合式液压泵站及电控系统。当出现故障时压力传感器通过转换为电信号传到PLC控制系统中,PLC发出相应指令。停止运行时耙架自动提升至水面,不会导致埋耙事故发生,方便检修。重新起动时,耙架边运转边下降,不会一次性达到底部,使用方便。利用浓缩机耙架单独升降的特点,可实现机械清池功能,避免传统放水3改造前后的对比
清池的浪费,显著地节约了时间,大大提高了经济效益。与老式浓缩机清池不同的是,高效浓缩机可以通过人工控制的方法,将全部刮泥耙提起,起动刮泥行走,手动逐渐下降内侧第一刮泥耙并保持一定压力,将此区域内的物料逐渐刮至集料锥坑内,用底流泵排走,再用同样的方法手动逐次降下其余各耙工作,就可达到清池的目的,之后再切换到自然状态,即可正常工作。
3.1改造前
某地选厂的NT45米浓缩机出现故障停机,一般处理时间为3~5天的时间,严重影响了厂前回水的效率,增大维修难度。而且老式NT浓缩机耙架都是钢结构,受到大阻力时,容易将耙架扭断甚至中心柱也会受到损毁。导致某地整个生产系统停厂,每天的停厂损失大约预计为325万元。停厂3~5天将会损失1千万到1.5千万元。因此,对浓缩机进行改造是合理的、可行的、可靠的、经济的。
3.2改造后
某地选厂将老式NT型改造为新型NTD型,将会从根本上避免因浓缩机故障停机而导致生产系统停厂的发生。前期投入分为设备费用和安装费用,大约预计为59.3万元。
通过改造能达到预期目标:
(1)可以有效降低浓缩机故障率和停厂事故的发生,减少停厂损失。同时也减轻了维修人员的工作强度。
(2)高效浓缩机由于矿浆通过中心筒,再向四周分散,因此能有效降低矿浆的动能,加速矿浆的沉积速度,处理能力提高30%以上。中心排矿孔是锥形设计,有效提高底流浓度,物料不会在锥坑中板结,为选厂后续的工艺流程提供保障。
(3)耙架是有液压控制系统控制提升和降耙,受到阻力后通过PLC控制液压元件动作,促使耙架动作,避免因阻力过大而导致耙架扭坏的事故发生。
(5)处理事故,不需要将浓缩池放水,只需要用人工通过观察显示屏上的数据,就可以将物料排出,方便生产的持续进行。
(6)集电装置为全密封结构,只要入料矿浆不对集电装置造成冲击,那么该集电装置能可靠、安全的运行并为远程控制创造条件。
4 结语
高效浓缩机由于其优异的工艺指标而逐步在选矿厂推广使用,本文在介绍了老式NT型浓缩机在生产实际中存在的不足,同时也介绍了高效浓缩机在应用实践中的一些经验。因高效浓缩机具有较大的单位面积处理能力,高浓度的底流、维修维护简单方便,会得到更为广泛的应用。
[1]中国选矿设备实用手册.机械工业出版社出版,2002(5).
[2]淮北矿山机械公司浓缩机使用说明书.