六西格玛质量管理在A公司中的应用研究
2015-10-29蔡鑫
蔡 鑫
(天津工业大学 管理学院,天津300387)
六西格玛是数理统计的基本名词,代表正态分布的标准差,用来表示任意一组数据或过程输出的离散程度。它是一项以数据为基础,运用科学的数据采集和统计分析方法,找出问题根源,并采取相应措施解决问题,追求几乎完美的质量管理方法[1]。
六西格玛质量管理是一套系统的的业务改进方法体系,是旨在持续改进企业业务流程,实现客户满意的管理方法。它是以其定义、测量、分析、改进、控制五个阶段的结构化改进过程为核心,通过对实际数据的采集和分析,进而找出问题所在并对其加以改进,最终实现提高产品质量、降低生产成本、满足顾客要求,从而提高企业利润。
六西格玛质量管理实施流程DMAIC是Define(定义)、Measure(测量)、Analyze(分析)、Improve(改进)、Control(控制)五个阶段的简称。每个阶段都有其活动的重点及常用的质量管理工具和技术。其内容如下表1所示[2]。

表1 DMAIC过程活动重点及其工具
一、项目背景
A公司是一家电烤炉制造公司,成立于1998年,有着十几年的电烤炉开发、制造、售后维护的经验,在电烤炉制造领域中具有全国比较先进的技术,产品往全国各地。但随着近两年电烤炉制造公司的不断增多和成长,市场竞争日益激烈。A公司也面临着举得竞争压力。如何通过减少浪费,降低成本和提高产品质量等措施来赢得机会,已成为十分重要而迫切的课题。于是,A公司为了保持市场竞争优势,决定于2013年年初引入六西格玛质量管理。
2014年8月,A公司研究了过去一年(2013年9月—2014年7月)的电烤炉生产数据,发现电烤炉的一次装配合格率平均为66.5%,与公司的预期目标90%相差甚远。与此同时,低合格率严重影响了交货期限、产品品质,损害了公司形象,造成了时间与材料上的浪费,增加了生产成本,减少了公司的利润,损害了公司收益。为此,公司成立了项目小组,对电烤箱装配实施了六西格玛质量管理,以期提高电烤炉的一次装配合格率,提高产品质量,增强顾客满意度,增加公司利润。
二、定义阶段
定义阶段是以现有的不足出发,识别出需要改进的问题或过程输出,通过所需要的工作,例如测量、分析、改进等等,将项目的内容划定在合理的范围之内,从而真对问题,定义出所需要的工作和目标[3]。
首先,项目小组,研究了过去一年的不合格电烤炉的不良,发现电烤炉的不良有以下四种:(1)气密性不良;(2)电器功能不良;(3)结构功能不良;(4)外观不良。因此,电烤炉的一次装配了的改进可以围绕这四个方面展开。
明确了方向以后,我们对过去一年的不合格品进行了数据统计和整理,采用不良率排列图法识别关键的质量缺陷问题。统计分析发现,气密行不良所占比例为75.5%,电器功能不良比例为15%,结构功能不良比例为5.5%,外观不良比例为4%。比例符合二八定律,因此气密性不良是最关键的质量问题Y。项目组选择气密性不良问题进行分析与改进。
三、测量阶段
测量阶段首先验证系统是否可靠,其次在此基础上评估过程输出能力、收集数据,再次运用流程图、鱼骨图等方法找出各分解Y的影响因素,最后通过因果矩阵和FMEA分析筛选出主要因子[4]。
1.测量系统验证和过程能力分析
项目组对气密性测量系统进行分析,通过Gage R&R和属性一致性分析来验证测量系统的重复性和再现性,并评估测量的精确程度,判定测量系统是否可靠,以保证测量数据的质量。
负责小组选用低压气密仪器作为测量工具,对随机挑选的10个电烤炉作为测量对象,A和B两个测量员以部装泄露测试为内容分别对10个测量对象进行3次测量,记录测量数据。运用Gage R&R处理测量数据结果如下:
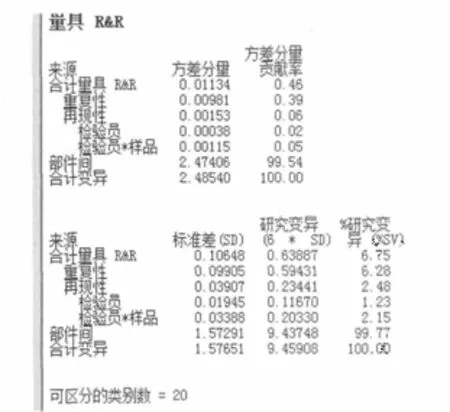
图1 为气密性测量数据分析
从图1中可以看出:
①量系统:Total Gage R&R=6.75%<30%;
②分类数:20>5。
因此,该测量系统可靠,可以信赖。
接下来,在验证系统可靠的基础上,对现有的过程能力进行分析计算,判断该工序过程能力是否达到要求,如图2所示。Y的过程能力Z=0.8006,过程能力不足,急需改善提升。

图2 为气密性测量数据正态验证
2.影响因素分析
明确了重点影响因子——气密性不良后,项目组根据因子寻找进一步的原因,运用头脑风暴法,分别从人、机器、环境、材料、规定五个方面来寻找影响气密性的缺陷因子。通过鱼骨图,共列举了25项影响因素。随后,我们采用C&E矩阵对这25影响因素进行了统一评价,根据各因素对产品的影响程度,选出五个关键因子,如下表所示。

表2 关键影响因子
因此,经过以上分析,我们得出了表2所示的五个关键因子。对这五个关键因子,我们需要进一步分析是否真的对产品结果有影响。
四、分析阶段
测量阶段筛选出的关键因子,需要在分析阶段进行验证,包含数据分析、设计实验等方法,去除影响不显著的关键因子,从而避免不必要的改善投入。
在测量阶段项目小组共选出了5个重要的关键因子分别为:X1主气管焊接密封,X2底杯是否有沙眼,X3旋钮间隙大小,X4阀体密封面的光滑度,X5主气管角度。接着我们项目小组分别对这5项影响因子进行2T检验,检验结果如下表所示。

表3 关键因子检验结果
因此,X1、X2、X4、X5这四项关键因子的变化对气密性不良的结果有显著的影响,我们需要在改善阶段针对这四项关键因子提出改善措施;而X3的变化对气密性不良没有显著性影响,不进入改善阶段。
五、改善阶段
改善阶段就是找到优化解决问题的方案,针对变量进行改进,使得变量
随之改变,从而将缺陷或不良改善,达到改进的目的。
在分析阶段,小组成员找到了影响产品一次装配合格率的主要关键因子即X1主气管焊接密封、X2底杯是否有沙眼、X4阀体密封面的光滑度、X5主气管角度,因此,项目负责人召集了小组全体成员,并邀请了生产线的领班、质量部的检验员等相关人员一起参加了会议。收集了多方的意见和建议,最终制定了针对关键因子的改善措施,如下表所示。

表4 解决方案
六、控制阶段
控制阶段是对项目前期改善措施的固化,以保证改善措施长期有效。首先要确认改进后的过程能力,验证改善方法是否有效;如果验证方法有效,就要将改善引起的过程更改在相应的作业指导书中进行更新,并制定控制计划,对相关人员进行培训。
项目组收集了公司在实施改善措施后一个月内进行生产的产品质量数据,并对数据进行分析,计算改进后的过程能力,如下图所示。
如图3所示,公司实施改善措施后的过程能力Z=1.4731,有了显著的提高,说明改善措施有效。
因此,项目小组更新了作业指导书,将其拍成照片贴在生产车间,以供一线生产工人随时观看,并对相关人员进行了培训,确保产品顺利生产,保证质量。
七、结 论
1.A公司以电烤炉一次装配合格率为出发点,实施了六西格玛质量管理方法,运用DMAIC五步法进行了深入分析。
首先,定义阶段,确定了项目的研究范围,定义了关键质量缺陷Y即气密性不良。
其次,测量阶段,验证了测量系统的可靠性,运用头脑风暴法、鱼骨图法和因果图法确定了关键影响因素X,即:X1主气管焊接密封,X2底杯是否有沙眼,X3旋钮间隙大小,X4阀体密封面的光滑度,X5主气管角度。
再次,分析和改进阶段,运用2T检验法验证出4个需要改进的关键因素,即X1主气管焊接密封、X2底杯是否有沙眼、X4阀体密封面的光滑度、X5主气管角度,并运用头脑风暴法分别针对这四个影响因素提出了改善措施。
最后,控制阶段,更改了作业指导书并对相关人员进行培训,保证改善成果。
2.公司通过六西格玛质量管理,使电烤炉的一次装配合格率达到了95%,超过了90%的公司期望目标,大大的减少了因产品报废或返修而造成的成本浪费,提高了产品质量,满足了顾客需求,确保了公司在电烤炉市场中的竞争优势。
[1] 马林,何桢. 六西格玛管理[M]. 北京:中国人民大学出版社,2006. 108-146.
[2] 何晓群. 六西格玛数据分析技术[M]. 中国人民大学出版社,2004.
[3] 李平.六西格玛项目管理技术研究及应用系统[D].重庆大学机械工程学院,2007.
[4] 方晴,齐绍明.六西格玛实施技巧[M].北京:中国标准出版社,2003.
