4MSGEP-5/30型氮压机4级振动值高的故障分析及处理
2015-10-26王磊
王磊
(中国神华煤制油化工有限公司新疆煤化工分公司,新疆乌鲁木齐831400)
4MSGEP-5/30型氮压机4级振动值高的故障分析及处理
王磊
(中国神华煤制油化工有限公司新疆煤化工分公司,新疆乌鲁木齐831400)

针对氮压机在运行中因4级轴振高而跳车的故障,进行有效的分析和处理,并应用在线动平衡的方法解决氮压机4级振动高的问题。
氮压机;动平衡
1 故障现象
某空分装置配置了一台进口库珀氮压机,型号:4MSGEP-5/30,设计流量:26000 m3/h,出口压力:2.1 MPa;电机功率:4500 kW;额定转速:2988 r/min;额定电流:300A。
2013年6月1日氮压机因4级振动高跳车,其振动值达到了42 μm(报警值:32 μm,跳车值42 μm)。为了排除测量元件的损坏而导致误检测的影响,首先更换了第4段振动探针及前置放大器,启动压缩机后,在没有加载的情况下,其4级振动值仍偏高,达到37 μm。与此同时为准确测量氮压机的振动情况,对4级轴振值进行了频谱分析,4级振动值在一倍频27917 r/min时,振动值为0.75 mils,并且在增加负荷的过程中,4级振动值仍不断在上升。
2 故障分析
由于该机组在开机试车过程中,同样发生过4级振动值超标的现象,经当时分析主要是由于4级转子存在不平衡量引起的。通过拆除4级叶轮锁紧螺母并更换加装了配重螺母的方法对转子的不平衡量进行了校正,从而将四级振动值从34.7 μm降到了23.8 μm。但是其振动值较一级的16.3 μm、二级的15.7 μm、三级的14.2 μm,还是有些偏高。
由于该机组自2009年9月19日调试开机后一直运行到2013年6月1日,相对运行时间较长,而且期间又有数次停机现象,极易造成4级转子叶轮配重块的松动、以及转子轴颈磨损、轴承磨损、转子叶片磨损等,从而导致转子动平衡的破坏。
因此结合上述分析加之4级振动频谱图,初步判断为:4级转子动平衡不良是造成振动值偏高的主要原因。
3 故障处理
根据与制造厂协商,决定对氮压机进行解体检修,分别对各段轴承进行检查清洗,重点对3、4段轴承间隙进行了复测,对各级叶轮进行检查清洗,并对叶轮的轴向间隙进行了复测,通过上述工作,各项参数均在合格范围,并未发现导致故障的原因,于是决定拆解高速段转子送厂作动平衡,离线动平衡结果如表1所示。

表1 离线动平衡结果
于是将校正后的高速段转子回装试车,结果在氮压机未加载的情况下,四级振动值为40.67 μm,从而证明此次离线动平衡是失败的。经与制造厂售后服务人员协商,决定将4级叶轮配重锁紧螺母换回出厂时的叶轮锁紧螺母,再一次进行离线动平衡试验,离线动平衡结果如表2所示。

表2 离线动平衡结果
再将校正后的高速段转子回装试车,结果在氮压机未加载的情况下,四级振动值为40.11 μm,从而证明此次离线动平衡再次失败。
究其原因发现,在回装高速段转子时,必须把4级叶轮拆掉,从3级处将高速转子放入齿轮箱,最后通过液压工具将级叶轮套装在高速轴上,然后在利用配重螺母锁紧叶轮。由于高速段转子做离线动平衡时,3、4级叶轮是安装好的,而后才一起做动平衡的。当回装校正好的高速轴时,又将4级叶轮拆掉回装,很有可能回装不到位以及在多次拆卸4级叶轮配重锁紧螺母时,导致丝扣破损,而这些会再次影响到校正后的转子的动平衡,因此又导致了校正后的高速轴4级振动高。
4 在线动平衡
通过这2次离线动平衡的失败,所得出的启示是从制造厂的设计角度来讲,根本不想让拆卸叶轮,更不想让做离线动平衡,关于这一点,铸就了库珀氮压机的设计缺陷,而德国ATLAS COPCO公司叶轮则采用端面齿联接,叶轮可拆卸,即便重复拆卸对转子的动平衡几乎无影响。
鉴于库珀氮压机的设计特点,最终放弃了对高速段转子做离线动平衡,通过再次更换4级叶轮锁紧螺母,重新换上了配重锁紧螺母,决定对4级叶轮做在线动平衡。
根据4级轴振的特点,选择在4级叶轮锁紧螺母处,通过换装配重锁紧螺母,进行现场动平衡。首先将配重锁紧螺母沿圆周方向3等分,分别在无配重、A点加配重、B点加配重、C点加配重4种工况下,测试氮压机4级轴振值,初始配重量(w)为1.12 g,结果见表3。
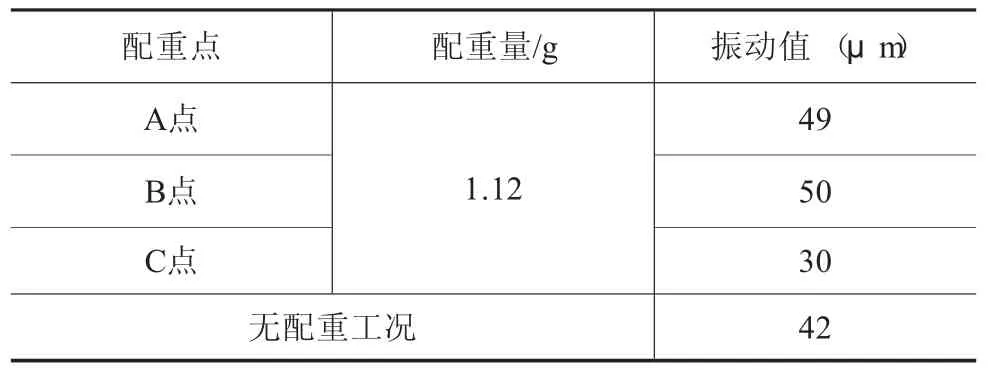
表3
利用振动振幅的动平衡3点画圆法绘制,见图1。
(1)以任意O点为圆心,以42 mm为半径作圆,然后将该圆3等分,得点A、B、C;
(2)分别以A、B、C为圆心,以49 mm、50 mm、30 mm为半径作圆,3圆交与一点P;
(3)连接OP,并且计算出OP=12 mm。因此不平衡量m=w×(OC/OP)=1.12×(42÷12)=3.92 g;

图1
(4)配重的相位约同C点位置;
综上所述:应在C点位置加装3.92 g的配重。
(5)在线动平衡效果:通过在线动平衡后,在配重锁紧螺母C点位置处加装3.92 g的配重螺丝后,重新启动氮压机并测量其振动值,振动值由42 μm降为了11 μm经厂家确认,振动值远低于报警跳车值,压缩机在正常操作情况下,可以持续运转。
5 结语
针对处理氮压机振动问题上,要本着从简单到复杂的原则,逐一排除问题点。在分析故障原因时,要结合设备检修履历,从设备历史的角度,去分析可能性的原因。同时要认真分析设备的结构特点来处理故障,否则将弄巧成拙。
[1]徐敏.设备故障诊断手册——机械设备状态监测和故障诊断[M].西安:交通大学出版社,1998.
[2]安胜利.转子现场动平衡技术[M].北京:国防工业出版社,2007.
Analysis and Treatment of 4 Stage High Vibration Values in 4MSGEP-5/30 Nitrogen Compressor
WANG Lei
(China Shenhua Coal to Liquid and Chemical Co.,Ltd.,Xinjiang Coal Chemical Branch,Urumqi 831400,China)
Aiming at high jump failure due to 4 stage axial vibration in the operation of nitrogen compressor,this paper has effectively analyzed and treated the failure.On-line dynamic balancing method is applied to solve the problem.
nitrogen compressor;dynamic balance
TH45
B
1006-2971(2014)06-0059-03
王磊,男,2006年毕业于新疆农业大学机械设计制造及其自动化专业,中国神华煤制油化工有限公司新疆煤化工分公司甲醇中心空分装置设备工程师,现从事制氧设备的管理及维护工作。E-mail:13999901481@163.com
2014-06-30
