CNG压缩机活塞杆TiN耐磨涂层的性能研究
2015-10-26鄢强吴涛梁政
鄢强,吴涛,梁政
(1.四川金星压缩机制造有限公司,四川成都611731;2.西南石油大学机电学院,四川成都610041)
CNG压缩机活塞杆TiN耐磨涂层的性能研究
鄢强1,2,吴涛1,梁政2
(1.四川金星压缩机制造有限公司,四川成都611731;2.西南石油大学机电学院,四川成都610041)
采用柱弧离子镀在CNG压缩机活塞杆38CrMoAlA基体上制备TiN涂层,研究了涂层的结构、表面形貌、膜基结合力及摩擦系数等。结果表明,TiN涂层均呈(111)晶面择优取向的面心立方结构,呈致密的柱状生长,涂层的膜基结合力较好,活塞杆经镀覆TiN涂层后的硬度超过20GPa。TiN涂层工艺稳定,试磨效果较好,考虑到制造成本相对较低,可作为38CrMoAlA活塞杆耐磨涂层的选择之一。
TiN涂层;活塞杆;耐磨性
1 引言
活塞杆是往复压缩机中功率传输的重要组成部分,其可靠性直接影响着整台压缩机的安全性与可靠性[1-3]。影响液压缸寿命的主要因素是活塞杆,其原因是活塞杆在使用过程中与缸体有较强的滑动磨损,而且液压油长时间使用后会被污染,常常含有金属或其它硬颗粒,造成活塞杆的拉伤,甚至在表面出现沟槽,活塞杆磨损和表面拉伤后,影响液压系统执行机构动作的灵敏性和准确性[1]。因此,提高活塞杆的耐磨性是提高液压缸工作寿命的有效措施。
为了提高活塞杆的耐磨损能力,延长使用寿命,通常的表面强化处理方法是渗碳[4]、表面氮化及高频淬火[5]和在其上面镀层P-Ni层等。虽然这些方法延长活塞杆使用寿命,但延长使用时间较长,近年来对活塞杆表面进行耐磨处理提高其使用寿命的方法主要有超音速火焰喷涂或等离子体制备WC涂层[6]。
本文采用柱弧离子镀在CNG压缩机活塞杆38CrMoAlA基体上制备TiN涂层,研究了涂层的结构、表面形貌、膜基结合力及摩擦系数等。
2 实验
2.1TiN涂层的制备
采用柱弧离子镀(图1)制备TiN涂层。直径为70 mm的Ti(99.5%)靶作源材料,通入Ar和N2混合气体进行反应沉积。气体含量及比例通过质量流量控制仪调节。本底真空为2×10-3Pa。具体制备过程见文献[7],样品不同工艺制度下沉积TiN涂层的详细工艺参数见表1。

图1 中心柱靶涂层设备结构

图2 TiN涂层的XRD图谱
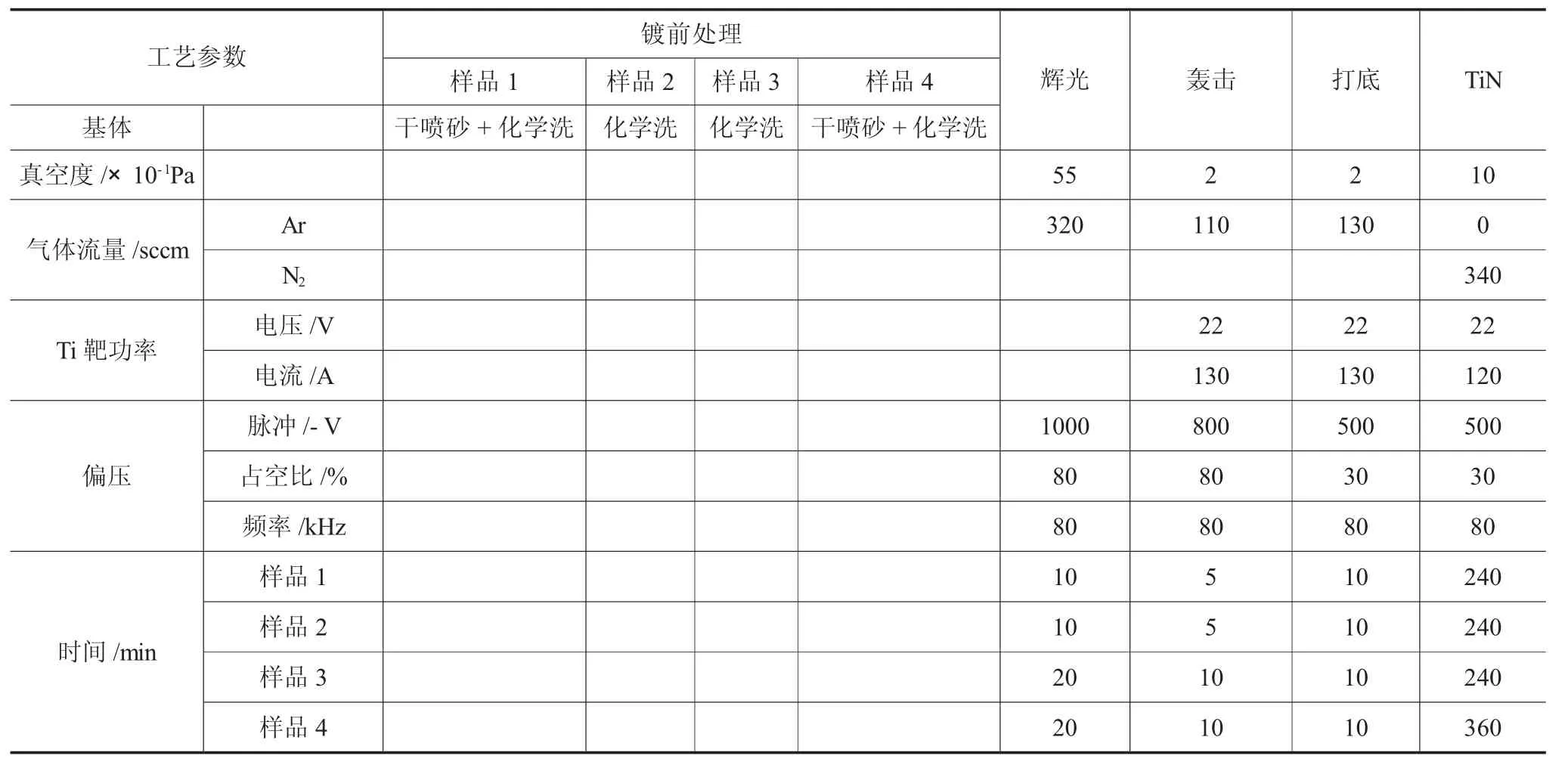
表1 柱弧离子镀TiN涂层的工艺参数表
2.2性能检测手段
样品晶体结构采用丹东方圆仪器有限公司生产的DX-2600型自动X射线衍射仪(Cu Kαradiation,λ=0.154184 nm)测试,扫描范围(2θ)30°~ 120°,扫描速度0.03°/s。
显微硬度采用上海泰明光学仪器有限公司生产的HXD-1000TMC/LCD带图像分析自动转塔显微硬度计测试,最终硬度取样品10次测试数据的平均值。
涂层与基体的结合强度采用MFT-4000型划痕测试仪测试,圆锥形金刚石压头尖端半径为0.2 mm,加载速率100 N/min,最大载荷100 N,划痕长度5 mm,结果为5次测试数据的平均值。
摩擦系数采用中科院兰州化学物理研究所研制的MS-T3000摩擦磨损试验仪测试。样品旋转半径3.00 mm,试验时间1 min,转速1200 r/min,载荷300 g,取平均摩擦系数值。
3 结果与讨论
图2为TiN涂层的XRD图谱。所有涂层均呈TiN(111)面择优取向的面心立方结构。说明在其它沉积工艺参数相近,而只改变基体前处理工艺或沉积时间的情况下,对TiN涂层结构并没有明显改变。
图3为样品的剖面形貌图。检测用样品经过切割、镶嵌、磨抛、清洗等处理。从图中可以看出,涂层呈致密的柱状生长。
图4为TiN涂层在金相显微镜下的微观形貌。从图中可以看出,涂层中仍见少许大熔滴。
图5为样品的AFM表面形貌。从图中可以看出,涂层中Ti与N反应较完全,但表面相对略粗糙。
图6为划痕法得出的涂层临界载荷。从图中可以看出,所有涂层的膜基结合力均较好。相对而言,样品1的膜基结合力更好,而样品4的膜基结合力下降的原因可能是涂层厚度增加。
图7为样品在0.025 kg力下的维氏硬度。可以看出,涂层样品的硬度值都超过了20 GPa,这可能归因于基体已作了恰当的镀覆TiN涂层前处理及涂层工艺成熟稳定。

图3 TiN涂层的剖面形貌

图4 TiN涂层样品表面的金相显微镜形貌(×1000倍)

图5 TiN涂层的表面AFM形貌图

图6 TiN涂层样品的临界载荷

图7 TiN涂层样品的显微硬度值

图8 TiN涂层样品的摩擦系数
图8为样品涂层前后的摩擦系数图。从图中可以看出,对基体表面进行干喷砂处理,虽然有益于提高膜基结合力,但摩擦系数也明显变大,表面也相对粗糙。而增加涂层厚度对降低摩擦系数有一定的帮助。
4 结论
(1)在38CrMoAlA基体上沉积的TiN涂层为面心立方结构,沿TiN(111)面呈致密柱状择优生长;
(2)经干喷砂化学清洗后的样品膜基结合力相对较好,但摩擦系数变大;
(3)活塞杆经镀覆TiN涂层后的硬度超过20 GPa,并随涂层厚度的增加,硬度增大。
在CNG压缩机活塞杆38CrMoAlA基体上,用柱弧离子镀技术沉积TiN涂层,工艺稳定,试磨效果较好,考虑到制造成本相对较低,TiN涂层可作为38CrMoAlA活塞杆耐磨涂层的选择之一。
[1]查柏林,王汉功,徐可为.液压活塞杆耐磨陶瓷涂层研究[J].机床与液压,2006(1):86-88.
[2]王光,任希文,郭启宏.陶瓷涂层活塞杆的研制[J].沈阳理工大学学报,2005,24(1):65-66.
[3]张字,刘萍,张树人.陶瓷涂层液压缸及位移测量系统[J].液压气动与密封,2000(3):38-42.
[4]王宏亮,杨秀玲.活塞杆机械加工工艺及氮碳共渗“三段控制”热处理工艺在活塞杆上的应用[J].化学工程与装备,2012,12:132-134.
[5]安代明.用激光表面淬火提高压缩机活塞杆耐磨性能[J].设备管理与维修,2012,8:58-59.
[6]巴鹏.付中和何丽.碳化钨涂层活塞杆的研制[J].机械设计与制造,2005,5:95-96.
[7]宋慧瑾,鄢强.离子镀Ti1-xAlxN涂层的形貌及力学性能研究[J].真空科学与技术学报,2013,33(1):61-67.
Study on the Properties of TiN Coatings on the CNG Compressor Piston Rod
YAN Qiang1,2,WU Tao1,LIANG Zheng2
(1.Sichuan Jinxing Compressor Manufacturing Co.,Ltd,Chengdu 611731,China;2.School of Techtronic Engineering,Southwest Petroleum University,Chengdu 610041,China)
The TiN coatings were prepared by column-arc ion plating on the CNG compressor piston rod 38CrMoAlA surface.The structure,film-substrate adhesion,surface morphology and wear coefficient of TiN coatings have been studied in this paper.The results showed that the structure of TiN coatings preferredly grew along(111)crystal face with columnar growth mechanism,and the film-substrate adhesion was better;the hardness of piston rod with TiN coatings was more than 20GPa.TiN coating could be used for the 38CrMoAlA CNG compressor piston rod for its better stability and lower cost.
TiN coatings;piston rod;resistant wear
TH45
A
1006-2971(2015)01-0034-04
鄢强(1975-),西南石油大学机电工程学院博士后,主要从事薄膜材料与器件、耐磨涂层材料及材料表面改性研究。E-mail:yhd1210@163.com
2014-09-03
