结构改进在提高阳极模品质中的应用
2015-10-24朱宏学施晓峰刘正耀陈进军
朱宏学,施晓峰,黄 斌,刘正耀,陈进军
(大冶有色机电设备修造有限公司,湖北黄石 435000)
结构改进在提高阳极模品质中的应用
朱宏学,施晓峰,黄 斌,刘正耀,陈进军
(大冶有色机电设备修造有限公司,湖北黄石 435000)
在提高阳极模品质(即浇铜量)的系列改进活动中,对阳极模的使用工况、失效形式和铸件结构进行了分析,并且对铸件结构进行了改进。两阶段的改进过程中出现了确认无效措施,待定深入措施和确认有效措施等三类情况。最终,铸件结构改进配合阳极模品质提升的其它措施,一起促成每块阳极模浇铜量稳定达到260~280 t的创纪录成果。
阳极模;失效分析;结构改进;浇铜量
0 前言
阳极模是安装在圆盘浇注机工作平台上将阳极炉熔融铜浇铸成重量规格一致的阳极板的铸模(此后送电解车间电解,电解产品是阴极铜)。“十二五”以来,大冶有色金属集团的奥斯麦特炉投产、“大江”牌阴极铜在伦敦上市、30万吨铜加工清洁生产示范项目等跨越式发展具体项目实施,促使集团公司给我们下达科研课题,通过提高阳极模品质推动整个铜冶炼环节降低成本、提高质量和达成产能。
机电修造公司从1989年就开始使用冲天炉生产铸铁阳极模,在长期实践中积累了丰富的经验,经研究认为以此方式为基础进行生产符合公司实际,但必须对结构改进在内的多个领域进行创新突破。通过2010年至今的努力,铸铁阳极模的浇铜量持续提高,课题通过大冶有色金属集团公司合格验收,公司和用户均取得良好经济和社会效益,结构改进获得一项国家实用新型专利[1]。
1 阳极模失效模式分析
1.1阳极模技术参数
我们公司的阳极模的材质为共晶灰铸铁,最大外形尺寸为1 410×1 355×225(mm),铸件毛坯质量为2 000 kg,壁厚在50~200 mm。
1.2质量要求
1.2.1外观质量要求
通过其浇注的阳极板要求浇铸厚度一致、表面平整、无飞边、毛刺,工作面的平面度控制在2 mm之内。对应的阳极模工作面不能满足脱模剂平敷的要求,浇注的阳极板达不到验收标准,阳极模即失效。
1.2.2功能质量要求
在满足上述外观质量要求和在200~1 200 ℃的长期交变温度作用的前提下,阳极模能够达到合同约定的全年平均浇铜量。
1.3主要失效模式及数据统计
通过长期对用户返回的失效报废阳极模的观察,发现阳极模的失效模式主要有两类。一类是工作面在较长时间使用后整体的热龟裂或侵蚀剥离;二是短时间使用后不久就很快出现或者持续扩展的穿透性裂纹。其中这种穿透性裂纹导致阳极模失效报废的比例大致占总数的20%~30%,穿透性裂纹出现的主要区域走向及其概率进行了统计分析见图1和表1。
1.4失效模式浅析及处理思路
针对上述主要失效模式,我们认为:对第一类失效模式主要通过材质研究予以改善;对于第二类失效模式,主要从结构改进达到减少或者延迟穿透性裂纹的产生,这是本文的研究内容。
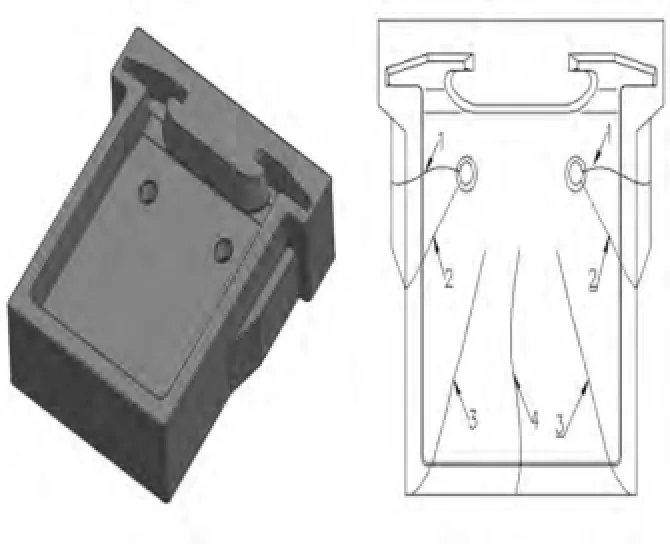
图1 阳极模失效穿透性裂纹出现的主要区域及走向

表1 阳极模失效穿透性裂纹出现的主要区域及走向统计
2 改进历程
2.1第一阶段
2.1.1改进方案设计
(1)我们从图1可以注意到出现1、2的两个区域和走向的裂纹基本都是由顶针孔边沿开始的,这是因为顶针孔接近工作面的锥形将通过加工达到与顶针的配合精度要求。使用过程中顶针孔既在落水点附近,又反复受到顶针的机械冲击,加工后形成的锐角让这个部位的应力集中和应力敏感性更加突出,所以考虑在此处镶铸一个预先加工的顶针孔部件。
(2)为达到阳极板在到达顶板机部位降低到塑形变形温度以下和整体模温降低,在铜液浇注后就会对阳极模工作面的背面进行水冷,但在数小时连续作业的夏天要达到这个效果就有困难,往往就会在顶起前和顶起过程中对赤红的阳极板直接打水冷却,冷却水就可能通过阳极模和阳极板接触面分离后形成的间隙直接急冷阳极模工作面,这样会加剧阳极模工作面裂纹的形成,所以我们考虑通过在阳极模背部挖出凹槽并形成散热肋,设想在阳极模制造和使用过程中均能既提高阳极模结构强度又能加强阳极模散热能力。
2.1.2改进结果
(1)穿透性裂纹导致阳极模失效报废的比例以及裂纹的走向、部位没有没有明显变化,而且失效时平均浇铜量下降10~20 t/块。
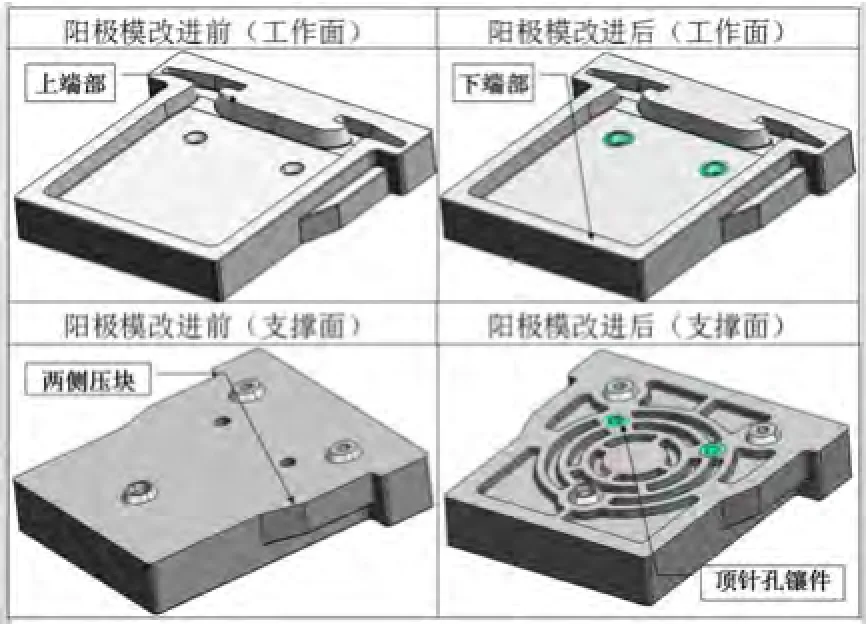
图2 阳极模第一阶段结构改进前后的对比图
(2)部位和走向为1、2的裂纹在顶针孔处的裂纹起始位置由原来顶针加工面移出至顶针孔镶件与阳极模本体在工作面上的结合位置。
2.1.3结果分析
(1)在使用过程中,在高温下铸钢镶件的收缩比例与铸铁阳极模不能达到一致性,是设想从顶针孔止住裂纹源产生不能实现的原因。
(2)支撑面的凹槽及散热肋的结构、尺寸以经验确定,对铸件的结构加强、应力释放,特别是达到散热与蓄热的平衡缺乏确切的数据支撑。我们认为该措施需要今后深入研究。
2.2第二阶段
2.2.1结构再分析
第一阶段结构改进没取得预期效果,我们改变了思路,对阳极模结构重新进行了分析和总结。
(1)首先我们认为除工作面以外,其余铸造圆角未明确适应本铸件作为耐热铸件(最高承受短时1 200 ℃)的要求,应针对性予以设计。
(2)上端部的壁厚在三维方向上都明显超过周围区域,这样该部位在铸件冷却过程将明显慢于其它部位,给附近部位的附加拉应力,而在使用过程该处的结构强度明显大于周围,应力的释放将通过周围以前述1、2部位裂纹出现进行[5]。
(3)两侧压块主要功能有两个。一个是将阳极模在圆盘上压住固定,另一个是起到加强肋的作用。但是该压块与阳极模本体连接的圆弧都较小,而且用户后来使用放弃了此处压块第一个功能,这样此处结构可以在保持第二个功能的同时,尽可能以大的圆角过渡以减少和释放应力。
(4)下端面贯穿而出的裂纹主要有3、4两种形式,分析此处强度应加强,也应加大下端面与两侧面的圆角过渡,兼顾避免浇注铜液过程中有从上端面方向过来的铜液漫过下端面的现象的发生。
(5)其余部位:铸造分型面不以圆角过渡外,其余部位都尽可能以较大圆角过渡。
(6)所有铸造内外圆角和铸造斜度均按照机械工业部颁标准[3]~[5]中的R≥(1/12~1/6)(a+b)等公式作为计算依据,并且实体UG建模无误,在此前提下向上限具体取值。
2.2.2具体改进方案(如图3所示)
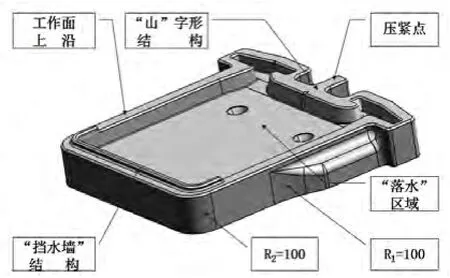
图3 阳极模第二阶段结构改进的效果图
(1)根据上端面工作面内轮廓形状按照壁厚均匀性本可设计成“ㄩ”字形状,但是考虑此处是阳极模在浇注圆盘上的定位压紧点,所以设计成“山”字形状。
(2)“两侧压块”的铸造圆角除R1=100 mm外,其余均取R=50 mm,R1处取值不以相关公式为限定,以尽可能大的圆角平滑过渡释放应力克服出现部位为2的裂纹。
(3)在下端部及两侧下部设置一道40×30(mm)的随形挡水墙结构,工作面上沿内外侧及挡水墙各处取R=10 mm。
(4)除前述外,铸件外侧除R1=100 mm外,其余为R30~50 mm。
2.3改进效果
(1)穿透性裂纹导致阳极模失效报废的比例大致由原来占总数的20%~30%下降到10%~15%。
(2)出现穿透性裂纹的时段由原来的50~60 t/块延缓至120~130 t/块。
(3)穿透性裂纹导致阳极模最终失效的时段由原来的150~170 t/块延缓至240~260 t/块。
(4)穿透性裂纹的走向和部位由前述的规律性转变为无明显规律。
3 结论
作为耐热铸件的阳极模的结构改进,在充分分析铸件结构的前提下,尽可能使铸件壁厚均匀、较大圆角过渡,可以很好减少和释放铸造和使用过程中的应力集中,迟滞穿透性裂纹的产生,对提高阳极模浇铜量效果明显。
[1] 一种山字顶铸铁阳极模[P].中国.B22C9/06ZL.CN 203711770U. 2014.07.16
[2] 刘云峰,沈丙振.大型轮带铸造中的应力预测[J].铸造工程,2011(6):26-27.
[3] JB/ZQ4255-86,铸造内圆角[S].
[4] JB/ZQ4256-86,铸造外圆角[S].
[5] JB/ZQ4256-86,铸造斜度[S].
[6] 李辉,李志强.铸造过程中的应力场数值模拟[J].中国铸造装备与技术, 2007(6).
[7] 谭雁清,李日,王斌,等.铝合金压铸模具温度场模拟与节点热应力分析[J].中国铸造装备与技术, 2009(6).
Application of structural improvement in improving the quality of anodic mold
ZHU HongXue,SHI XiaoFeng,HUANG Bin,LIU ZhengYao,CHEN JinJun
(Daye nonferrous electromechanical Manufacturing Co., Ltd.,Huangshi 435005,Hubei, China)
Improving the quality of anode mold (ie pouring copper content) series of improvement activities, use of anode mold conditions, failure modes and casting structure is analyzed, and the casting structure has been improved.In the two phase of the improvement process, there are three kinds of cases, such as the confrmation of invalid measures, the pending further measures and the confrmation of effective measures. In the end, the casting structure improved with other measures to improve the quality of the anode mold, together with the results of the average 260 ~ 280 t/P. of the copper content in the anode.
Anode mold;Failure Analysis;Structure Improvement;Pouring of copper content
TG24;
A;
1006-9658(2015)06-0030-03
10.3969/j.issn.1006-9658.2015.06.009
2015-07-29
稿件编号:1507-1012
朱宏学(1974—),男,高级工程师,研究方向:产品研发、技术改进、项目和质量管理.
