YHG—500Q型厢式焊轨车焊接质量分析
2015-10-21孙万金
孙万金
【摘要】后焊是换轨大修施工作业过程中的重要环节,后焊作业中两个焊接接头质量的好坏直接关系到整个换轨施工能否正点完成的关键所在,自YHG-500Q型厢式焊轨车在后焊运用以来,完成的焊接接头质量的好坏就一直成为整个换轨施工中重点把控项目,其判断方法一是YHG-500Q型厢式焊轨车自带焊接系统做出判断,二是工作人员采用超声波探伤进行二次确认。
【关键词】后焊施工;线上焊;YHG-500Q;厢式焊轨车;探伤
一、基本情况
YHG-500Q型厢式焊轨车是由南车戚墅堰机车车辆研究所有限公司研制的非自行式移动闪光焊轨车,考虑到该型焊轨车所搭载的K900焊机的额定顶锻力只有90吨小于YHG-1200焊轨车K922焊机120吨额定顶锻力的实际情况,该型焊轨车多用于后焊生产。
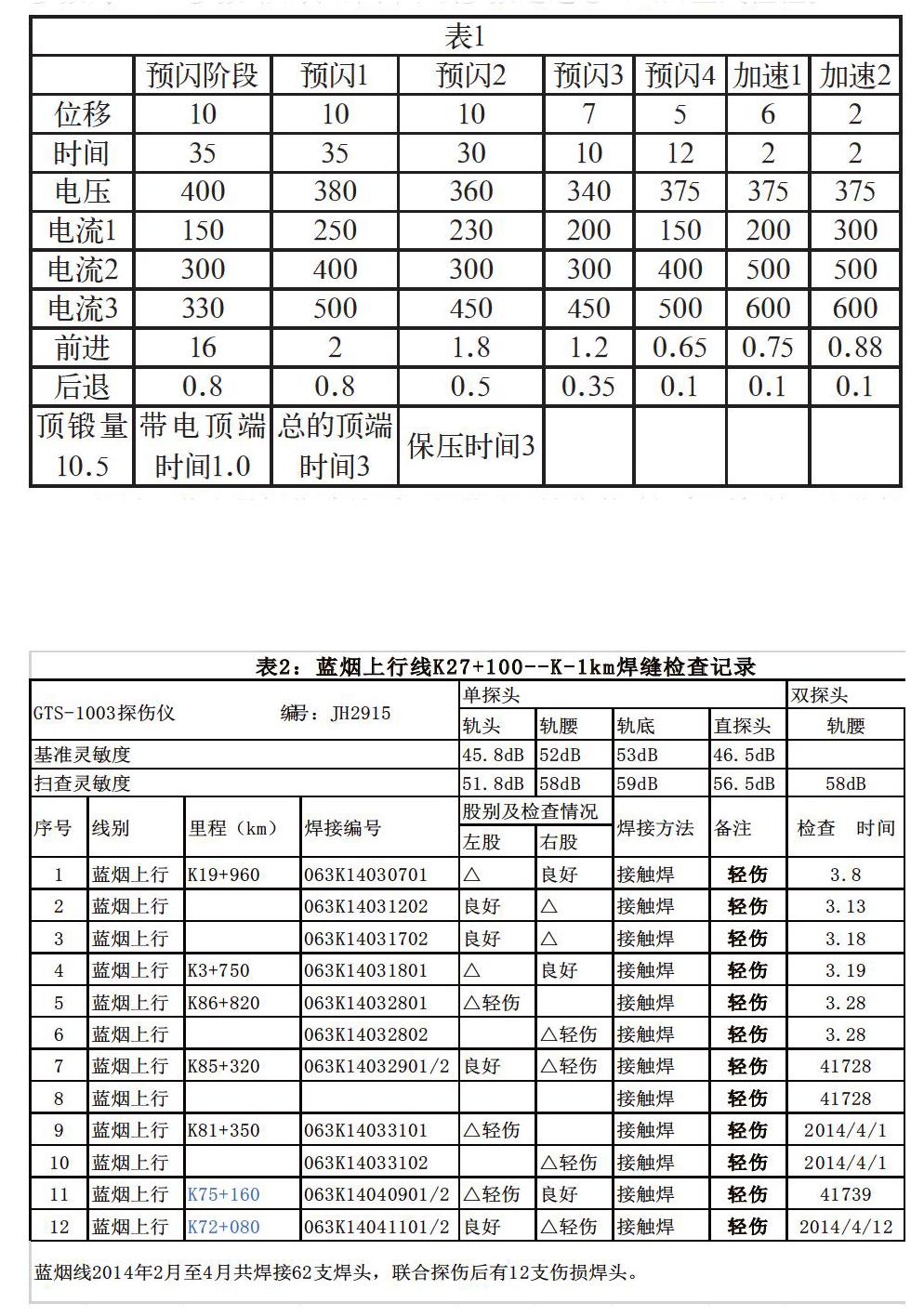
2014年2-4月济南局在蓝烟线进行了换轨大修作业,此次施工中YHG-500Q型厢式焊轨车采用线上焊作业共焊接接头62个焊头,所用参数为U75V参数(如表1所示),该参数通过总公司的型式检验。
经过工作人员探伤确认后,发现了12处伤轨(如表2所示),这些轻伤均发生在焊缝轨顶处,深度大约16至26mm,水平大约25至45mm,波幅大约在40%—45%;均为轻伤。
二、原因分析
1、环境因素:整理资料发现水白线和蓝烟线的伤轨发生的季节气温都比较低,并且白天和夜晚的温差较大,待焊钢轨受气温影响,钢轨内部存在较大的内应力,焊机在焊接过程中需要克服这种内应力,这也间接影响了焊机的牵引力。另外焊机液压油在低温环境下流动性差,各部件反应也不灵活,使焊接过程存在一定的滞后性。
2、设备因素:K900为2012年戚墅堰车辆工艺研究所提供焊接设备,设备老化严重。焊机系统提供总的压力为(具体数据需要看说明书提供)达不到额定值(具体数据需要看说明书提供),使焊机的牵引力达不到额定值,这种牵引力不仅包括顶锻时顶锻力还包括闪光过程中的推进和分离所需要的拉力。另外该焊机的阻抗比较大,造成闪光时的瞬间焊接电流过大,最大有1300安培。容易造成灰斑,顶锻力又达不到额定值,使里面的杂质不能排挤出来。而且该焊机在顶锻后没有保压功能。
3、焊接参数:目前的焊接参数最大电流1300安培,阻抗90至106欧姆,與焊二工队数值比较有较大差别。攀钢焊接参数改动后只做了生产检验,需要把工艺参数调整一下,重新做型式检验。
4、焊后热处理:K900焊机所焊接头焊后热处理采用的是火焰正火,这种正火方法不仅受环境影响较大,而且还受人为因素的影响,这种方法的加热温度主要靠现场操作人员的经验。正火后焊缝内部温度分布不均匀,不能保证焊缝内部的正火温度达到理想的900℃。这就影响了焊缝的热处理效果。
5、施工方案:后焊作业是要把预留好的顶锻量进行甩弯,然后对钢轨进行充分锁闭,而现在施工过程中所预留的顶锻余量达不到要求,使得焊接接头的顶锻量小于正常值。
6、换轨施工封锁时间限制,焊接和正火结束后轨温没有降至400度以下即撤出外加作用应力,而且在轨温较高时即通过车辆,影响焊缝内部组织变化。
三、整改措施
针对以上分析情况,K900焊机在以后的焊接过程中应采取以下几项有针对性的措施:
1)对该箱式焊轨车的K900焊机重新做型式检验,技术人员要充分考虑施工过程中气温等外界环境因素,制定出适应能力较强的焊接工艺参数。
2)由于设备老化的问题,所以每隔一段时间要对焊机做生产检验,并对焊机的焊接工艺参数做出细微调整,来保证焊接质量。
3)在焊接作业开始前,焊机操作人员提前30分钟对焊机工作各部件进行充分预热,液压油油温保持在10℃-15℃之间。然后对焊机进行空载测试,保证焊机各部分工作正常,特别是液压系统动作均匀顺畅。其次焊接之前要对焊机钳口进行打磨,对焊缝两侧钢轨的轨腰除锈更彻底,减小焊机的阻抗,保证钳口和钢轨良好的导电性。
4)对焊后热处理工艺进行调整,通过对火焰流量、正火宽度的调整,使焊缝受热均匀,焊缝内部温度要达到理想温度。
5)对施工方案进行调整,施工技术人员加强对外界环境的了解,提前调节好钢轨焊接所需要的顶锻量。然后对预留好的顶锻量进行甩弯作业。并在甩弯后对待焊钢轨进行充分锁闭。
6)焊接两支焊头,一支采取降低正火温度措施,另一支采取点正火措施,用力学性能试验检验接头性能,并做焊接组织金相检验。
通过以上一系列的措施不但极大地改善了YHG-500Q型厢式焊轨车焊接接头的质量,而且有效地提高了后焊的作业效率,确保整个大修作业安全顺利完成。