选矿厂提高铁精粉品位的加工工艺改造
2015-10-21韩勇田升
韩勇 田升
【摘要】文章对选矿厂工艺改造的内容进行总结,分析了原流程中存在的问题。明确影响铁精粉品位的因素后重点探讨加工工艺改造策略,结合图表做出详细讲解,帮助工作人员明确回收流程以及技术要点。改进后的工艺流程科学合理,符合科学发展的战略目标,希望能够为铁精粉的加工工作提供一定的借鉴。
【关键词】选矿厂;铁精粉;工艺改造
近些年来,随着矿床开采的不断延深,使得原矿中的铁品位逐渐下降,而且铁的嵌布粒度渐趋细小,给铁精矿的选别带来了较大困难。现在通过一段磨矿的浮选尾矿,以及经两段磁选选出的铁精矿品位从原来的63.5%直线下降到了60%。所以急需通过工艺的改造提升铁精粉的品位,从而提升其经济效益。
一、原工艺流程及存在问题
选矿厂铁精粉的提炼设备落后,并且在工艺上存在严重问题,使得大量铁资源流失,不能得到有效利用。原工艺只适用于少量的回收生产,当原料投入量增大后,设备并不能在短时间内将其处理完全,并且混入其中的杂质较多。研磨设备并不能触及到底端沉积的物质,使得回收阶段施工进展不彻底,对流程的分段安排也存在不合理现象,缺少精细加工设备。受工艺流程的制约,选矿厂的作业量不能满足供应需求。分级溢流要先进行混合浮选后,进行分离浮选,回收铜、钴,混浮尾矿经三段磁选回收铁。
二、工艺改造
1、三段磁选的安装
通过对采矿行业的调查,发现近年来原矿铁的品质一直得不到提升,并且逐年呈下降趋势,这与资源的紧张程度相关。但同时冶炼工艺也会影响到铁精粉提炼的质量。现有的加工工艺存在很多缺陷,并不能满足生产使用需求,将提炼后的铁粉取样检验,会发现其中含有大量杂质,远远达不到精粉的标准。为解决这一问题,选矿厂对原有加工工艺进行改造,引入三段磁选技术。铁矿在提炼过程中容易混入泥土杂质,也是较难祛除的,国家对铁精粉的纯度要求是64%,改进前的技术与标准相差1%左右。引入新工艺后,铁精粉的纯度提升了0.7%[1]。通过与原数据的对比可知,安装新设备后产品品位已经接近了规定标准,再结合后续改造,完全可以达到要求。
2、小球磨、筛子与浓密槽的安装
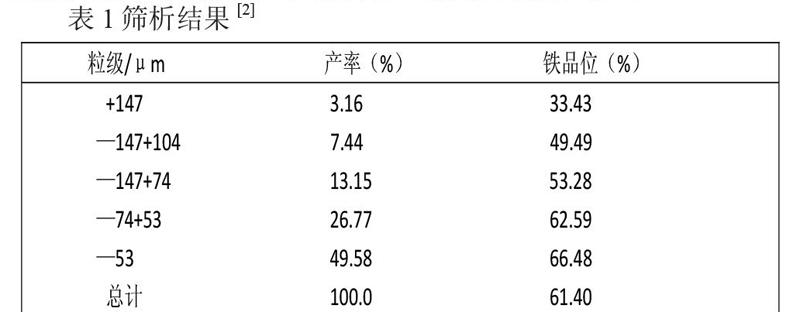
随着矿石性质的变化,原矿铁品位随之降到了10%~19%,经三段磁选后的铁精矿品位也直线下降到60%左右。在对铁精粉进行筛选时需要参照标准表进行,将其整理如下表1。
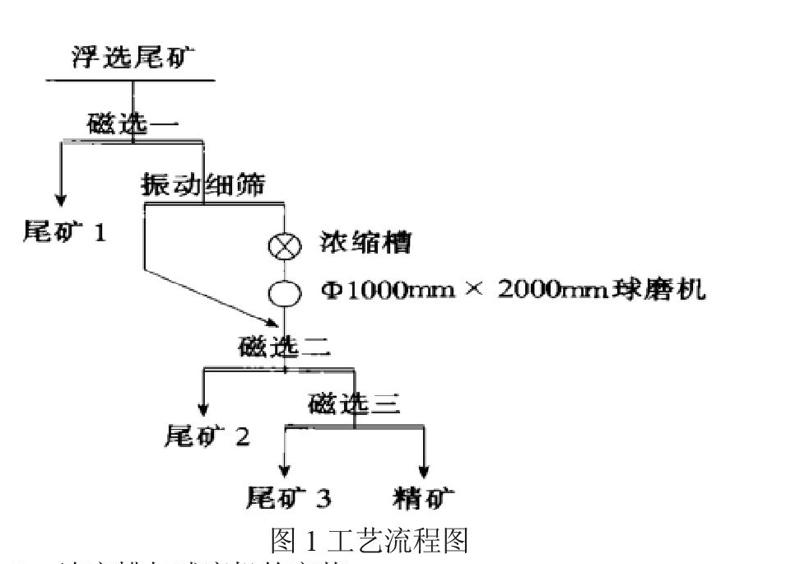
上述表中标明了铁粉颗粒大小与纯度之间的联系。通过对数据的详细分析,可在短时间内确定最有效改装方案。三段磁铁应用在生产提纯阶段后需要经过一段试验,确定准确无误后才可大批量使用,此阶段出现任何微小的误差都要得到重视,以取样数据为准继续进行改造,直至得到规定标准。实际生产环节容易出现以下两种问题,首先是矿浆在筛选设备表面凝结。由于矿浆中含有物质多样,过滤杂质需要经过筛选环节,此时浆料包裹的杂质颗粒粘稠且尺寸较大,将筛孔堵住后矿浆不断堆积在表面,最終凝固,使得筛选工作不能正常进展。其次是沉积问题。矿浆中颗粒物质静止状态会逐渐下沉,粘稠度不断增大,使得打磨机不能运转,从而引发故障产生,不利于铁精粉品位的提升。其改进后的工艺安装图如下:
3、浓密槽与球磨机的安装
球磨机是生产环节的重要设备,在安装过程中要对原有设备进行观察,找到最恰当的角度。加工工艺改造并不是单纯的引进先进设备,更要结合厂区实际情况来设定,充分利用现有设备,做到清洁生产、节省成本。改进后的加工工艺将浓密槽与球磨机相互结合。这种新型生产流程更为严谨,将流经的矿浆提纯,可祛除杂质。在对铁精粉的纯度进行检验时发现,铁矿石品位基本稳定在65%,使用此类工艺后铁的有效利用率达到76%~80%,使得原工艺中因矿铁品位低造成铁精矿品位下降的问题得到有效解决[3]。
三、提高铁精矿品位的措施
1、提高球磨机磨矿细度
第一,降低入磨粒度。生产实践及试验表明,在一定范围内,磨矿细度每升高1个百分点,铁精矿品位提高0.08个百分点。第二,合理配矿。选矿厂的矿石大多数来自不同的分矿,各分矿的矿石性质差别较大,其可磨性和可选性存在明显差异。为了稳定球磨机的给矿性质,将3个采厂的入磨矿量按照其生产量做了严格的配比。当3个采厂出矿不均衡时,设立缓冲贮矿场以确保入磨矿石的配比。通过以上两项措施,球磨机的磨矿细度基本稳定在了生产工艺要求的范围之内,为稳定提高铁精矿品位创造了条件。
2、改造选别流程,改善工艺条件
2.1 选矿厂原磁选流程为三段精选、一次扫选
如图1所示。CTB1024磁选机台时处理能力为70~130t,而磨机的台时处理量为140t,已大大超出其原始设计的处理能力,因而CTB1024磁选机已经不能满足生产要求[4]。具体表现为:磁选机作业空间不够,冲散水添加不足,作业浓度很高,无法达到25%~35%的适宜的作业浓度要求,从而导致其选别效果不佳,影响了铁精矿的质量;磁聚机的操作条件比较复杂,工作状况极不稳定,选别效果差,产品质量波动很大,同时,返回的扫选精矿品位很低,又严重影响了磁聚机精矿的质量。
铁矿将一、二段磁选机改为CTB1030磁选机,三段磁选以CTB1024磁选机代替磁聚机,去掉了扫选作业。2000年又将三磁磁选机改为CTB1030磁选机,新流程如图2所示。CTB1030磁选机满足了生产要求,提高了磁选流程的处理能力,降低了磁选的作业浓度,磁翻滚次数增加一次。磁选机代替磁聚机,疏通了工艺流程,稳定了铁精矿的质量。改造后,磁选工艺年处理精矿能力达到了70万t,同时,新工艺和新设备对提高铁精矿品位和铁金属回收率都起到了关键作用。
2.2 改造铁精矿过滤机
磁滤机改造后,其吸附面积增大,过滤机的单位处理能力得到提升,有效地解决了处理量加大所带来的压力。同时,沿圆周方向上增加了两组磁块,增加了铁精矿在吸附区的磁翻滚次数,有利于夹杂在磁性矿物中的脉石被清洗出来,进一步提高了铁精矿的品位。
3、积极应用新设备,提高装备水平
3.1 CTDG1010N型永磁干式磁选机的应用
原预选抛废设备为1030mm×1045mm水冷式电磁磁滑轮。该设备存在诸多缺点:(1)磁场力及其作用深度小,造成金属流失;(2)磁系设计不合理,废石夹杂于磁性矿石中间,影响精矿质量;(3)结构复杂,故障频繁,影响工艺流程的正常生产。1998年8月,以CTDG1010N型永磁干式磁选机代替了原有的电磁磁滑轮。CTDG1010N型永磁干式磁选机磁系设计合理,场强高,磁场作用深度大。改造后,沿圆周运动方向产生磁翻滚,每年多抛废石11520t,同时,入磨粉矿的铁品位提高了1~2个百分点,对提高铁精矿的品位起到了重要作用。
3.2 磁选尾矿泵改造
一磁、二磁磁选作业的尾矿泵原为8/6E-AH渣浆泵,其处理能力最大为400m3/h。球磨机处理量加大以后,渣漿泵处理能力的不足制约了磁选机吹散水的加入,影响了一磁、二磁的作业浓度。2000年12月,投资12万元完成了磁选尾矿泵改造,改用200ZGB渣浆泵。改造后,尾矿泵满足了生产需求,一磁、二磁磁选机达到了理想的工作状态,优化了磁选机的选别效果。并且,尾矿泵的实耗功率降低40kW,每年节电30多万kW·h。
四、生产指标及经济效益分析
以上措施的应用,使铁精粉品位呈逐年上升趋势。2001年,铁精粉外运发车合格率(精矿品位不小于65.50%)已达100%,发车平均品位为66.37%。改造前后铁精矿品位与产量指标对比情况见表2。
由表2可以看出,从1997年到2001年,在铁精矿产量稳步上升的同时,铁精粉品位提高了0.83个百分点。按2001年的销售合同,每提高0.1个品位可获经济效益0.7元/吨,年均增加效益160余万元[5]。
小结:文章所述流程的安装在一定程度上解决了因原矿铁品位过低而造成的精矿品位下降问题,为拥有同类型矿石的选矿厂在铁精矿选别方面提供了一定的参考。同时在现在市场经济条件下,为减小销售难度、加快资金周转奠定了良好的基础。
参考文献:
[1] 朱逢豪,李洪帅,侯华清,岳志鹏.申太选矿厂提高铁精粉品位工艺改造[J].现代矿业,2014(09).
[2] 滕永波,安徽某铁精粉细度合格率影响因素分析[J].中国矿业,2015(01).
[3] 王丽杰,杨秀坤,陈洁,高梦淇,石金龙.铁精粉铁品位传感器结构优化[J].哈尔滨理工大学学报,2013(02).
[4] 付国龙,周铁宾,李庚辉,牟景春.南芬选矿厂红矿工艺改造实践[J].现代矿业,2014(04).
[5] 高玉玺,胡树伟,王静,王宁,范晓峰.某金矿选矿厂工艺改造及生产调试[J].黄金,2013(02).
