分体式盾构机刀盘的加工
2015-10-21李建明等
李建明等
引言
进入新世纪以来,随着经济的发展,许多大城市加快了地铁建设的步伐,国内出现了一大批生产制造盾构机的厂家,盾构市场的竞争越发激烈,盾构机的生产制造质量和生产周期将成为我们占领国内及国际市场的有力武器,本文简单描述了我公司为新加坡项目生产的分体式刀盘加工的工艺方法.
一、刀盘的总体要求及组成
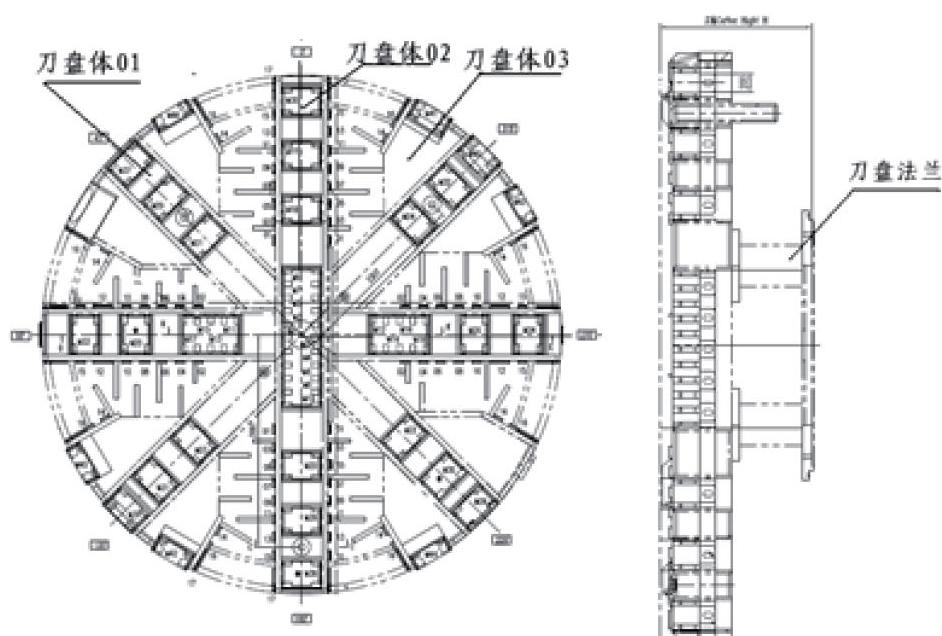
该刀盘由四部分组成,分为刀盘体01、刀盘体02、刀盘体03及刀盘连接法兰,各部刀盘体最终所形成的刀盘整体需要经过多道工序及多工种穿插协作完成,刀盘的加工精度要求非常高,刀盘幅板毛坯面的平面度要求达到4mm以内,各刀盒的半径全部符合图纸要求的公差2mm以及刀盘中心与刀盘法兰中心同心的要求。这对我们加工制造的要求难度非常大,针对这些严格的制造要求,我们采取了整体检测分步加工的方法,以确保图纸要求的精度。
二、刀盘体的单瓣加工
以刀盘体01为例,首先将刀盘的幅板面朝上,水平擺放到平台上,并用水准仪及千斤顶将工件按上端毛坯面调整好水平,调整水平所用的测量位置需在焊接件形成后做好标记,以保证工件在加工时的状态与焊接件的状态保持一致,达到平面度3mm以内,此步调整结束后再检查刀盘上各刀盒孔的半径尺寸,并根据半径尺寸确定法兰的加工量,加工量确定后需在刀盘上端面划出加工线及十字中心线,并在刀盘体外侧划出水平找正线,供机床加工时调整水平及垂直。刀盘体01的加工,需将刀盘体01上端幅板面朝上,首先根据已划的加工找正线调整好工件的水平垂直,根据之前划好的加工线将把合法兰的加工面加工到图纸要求的尺寸,法兰上的把合光孔需根据数控编程的程序加工达图,以法兰上端面为加工基准。
由于刀盘体03的结构基本与刀盘体01相似,加工方法同刀盘体01.刀盘体02的加工,刀盘体02是连接刀盘体01与刀盘体03的中间幅条,起到连接过渡的作用,刀盘体02加工的精度直接影响整体的平面度及刀盒的半径尺寸,所以在加工此件时需要提高重视,尤其是把合面上的螺纹孔,我们采用整体组对,用水准仪整体调整刀盘平面度的方法,并将三瓣刀盘体用临时焊块连接成一体,在把合螺纹孔及销孔加工前先将把合螺纹孔及销孔的位置确定下来,并在刀盘体上打好标记,方便正式把合时作为参考基准,这样既可以满足刀盘体平面度不大于4mm又可以满足刀盒半径尺寸达图纸要求。确定刀盘体02把合螺纹孔的位置后,根据标记位置加工出图纸要求的螺纹孔及销孔。
三、刀盘体的组对
三瓣刀盘均加工后,按照标记位置将各瓣刀盘把合成整体,用水准仪检测刀盘上端面的平面度,在平面度达到要求后方可将把合螺栓及定位销按图纸要把合牢固。为确保各瓣在吊运及翻转过程中不会变形,需在合适的连接位置处增加临时焊块。
刀盘体的加工,刀盘体幅板背面朝上,根据图纸的要求加工图纸所示位置的加工面和把合孔以及与刀盘法兰相配合的把合面,在此道工序一并加工达图,唯有四个把合面上螺纹步需要加工,原因是考虑到刀盘体与法兰把合后需保证刀盘法兰与刀盘整体的同心问题。
四、刀盘法兰的加工
刀盘法兰的加工,刀盘法兰的结构相对简单,但仍需考虑到与刀盘体的整体性,首先加工与刀盘体把合的四个把合面,考虑到焊接件的变形尺寸,我们根据每个把合面的均匀性来确定把合孔的位置,然后进行加工把合孔。
五、刀盘整体组对及加工
刀盘体与刀盘法兰的组对,准备工作:为确保刀盘体与刀盘法兰的同心性,首先在刀盘幅板面的中心标记处钻出φ2的小孔,做为刀盘翻个组对时的中心。将刀盘幅板面朝下水平朝上,按已加工的把合面调整好水平,然后将刀盘法兰与刀盘本体组对,利用垂线法保证刀盘法兰的中心与刀盘体的中心重合,调整合适后利用刀盘法兰上的把合光孔标记出刀盘体上的把合螺纹孔位置。将两件拆开,按标记位置钻铰刀盘上的把合孔,把合孔加工后将刀盘体与刀盘法兰把合到一起。这样刀盘的总体结构初步形成了,最后根据图纸要求整体加工刀盘法兰及法兰上的各把合孔,结束全部的刀盘加工,保证了刀盘的平面度和刀盒半径尺寸以及法兰与刀盘体的同心度要求。
(作者单位:北方重工集团有限公司)
