不锈钢与低碳钢焊接裂纹的预防措施
2015-10-21陆山等
陆山等

[摘要]针对不锈钢与低碳钢焊接接头,易产生裂纹的问题进行剖析以及解决此问题所采取的方法和措施。
[关键词]异种钢的焊接 裂纹 方法和措施
前言
在采油一厂采油十五队的三采注聚站内,由许多奥氏体不锈钢阀门直接与低碳钢管焊接,由于管内的介质为腐蚀性的聚合物,管线内的压力又高,高达22Mpa,焊缝长时间受高压、腐蚀介质的作用,有十几道焊接在靠近碳钢的一侧出现了裂纹,若不能及时补焊,不仅浪费能源,恶化环境,而且还会给我们厂的原油生产带来很大的影响。
一、低碳钢和奥氏体不锈钢在物理性能、化学性能和机械性能上的差异
(一)物理性能 1Cr18Ni9Ti不锈钢与Q235钢相比,(1)低的热导率,不到碳钢的1/3倍,(2)高的电阻率,为碳钢的近5倍,(3)大的线膨胀系数,比碳钢高40%左右。
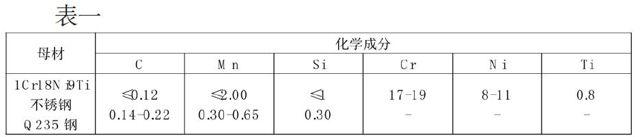
(二)1Cr18Ni9Ti不锈钢与Q235钢化学成分的比较,见表一。
从表一中可以看出:两种金属的化学成分存在着较大的差异,1Cr18Ni9Ti奥氏体不锈钢中不但含有较高的合金元素,而且含碳量也比Q235钢低60%左右。当两种金属焊接时,Q235钢就会对焊接接头进行稀释,造成焊接头的组织成分分布不均匀。
1.31Cr18Ni9Ti不锈钢与Q235钢机械性能的比较,见表二。
从表二中可以看出1Cr18Ni9Ti不锈钢与Q235钢的机械性能相差较大,焊接时就会存在一定的困难,焊接接头就会出现应力分布不均匀的现象。
二、裂纹产生的机理
对采油一厂采油十五队三采注聚站站内的Q235钢管与1Cr18Ni9Ti不锈钢阀门连接的焊缝,进行补焊时所产生裂纹的问题进行分析,原因有以下几个方面:
(一)补焊时,由于时间太紧,开口坡口小,造成焊接接头中溶入过多的Q235钢成分,熔入的母材对焊缝金属具有稀释的作用,使焊缝中的奥氏体形成元素的含量减少,出现了淬硬的马氏体组织,导致焊缝产生裂纹。所谓稀释作用,是指碳素钢与奥氏体不锈钢焊接時,由于碳素钢成分熔入焊缝,使焊缝的合金元素成分被冲淡的现象。焊缝的稀释程度主要取决于母材金属的溶入量,即“熔合比”。异种金属焊接时应尽量减小熔合比。因为熔和比越小,焊缝金属中填充材料占的比例就越大,就可有效的防止裂纹产生。
(二)焊接接头的塑性和韧性降低,导致焊接接头产生裂纹。焊接Q235钢与1Cr18Ni9Ti不锈钢时,焊接接头塑性和韧性降低的主要原因,是在熔合区出现脆性层,其原因有:(1)在焊接时,由于溶池边缘金属的温度较低,流动性较差,使熔化的母材金属和填充材料不能充分混合,其结果是在Q235钢一侧的焊缝金属中,Q235钢的成分所占比例较大,而且越靠近熔合线,母材所占比例越大。这样在碳素钢母材一侧的熔和区金属中,容易形成与焊缝金属内部成分不同的脆性层,脆性层的宽度为0.2mm-0.6mm。(2)由于Q235钢含碳量比1Cr18Ni9Ti不锈钢高,合金元素含量较少,因而使得Q235钢对焊缝金属的稀释作用较强,使熔和区的脆性层中含铬、镍量减少,形成组织为高硬度的马氏体,造成脆性增加,塑性和韧性下降。
(三)由于两种金属性能上差异很大,导致焊缝出现裂纹。在焊接Q235钢与1Cr18Ni9Ti奥氏体不锈钢时,由于不锈钢的线膨胀系数、电阻率都比低碳钢大,而热导率又比低碳钢小,焊接后焊缝内部会产生很大的热应力,当热应力值超过焊缝金属的强度极限时,就会沿溶合线产生裂纹。
三、对出现的裂纹采取的方法和措施
根据Q235钢与1Cr18Ni9Ti奥氏体不锈钢焊接时产生裂纹的原因,采取了以下方法和措施:
(一)严格控制焊缝的溶合比。实践证明,在Q235钢与1Cr18Ni9Ti奥氏体不锈钢焊接时,焊缝熔合比控制在30%以下,能有效的防止母材金属对焊缝金属的稀释作用。主要是通过选择焊接方法、坡口大小和填充材料,来控制合比。对Q235钢与1Cr18Ni9Ti不锈钢焊缝进行补焊时,由于条件的限制,在选择焊条电弧焊的前提下,就应该选择A307焊条,U型坡口或大V型披口,并且坡口两侧50mm都要清理干净,焊接后得到的焊缝组织为5%的铁素体和奥氏体的双相组织,使得焊缝金属的抗裂性能显著提高。
(二)采用过度层。焊接Q235钢与1Cr18Ni9Ti不锈钢时,可先在Q235钢的坡口表面上,用含铬、镍量高的焊条堆焊一层奥氏体过度层。先用A307或A302作为过度层,在碳钢一侧的坡口面上堆焊一层,然后再选用A102焊条将过度层与1Cr18Ni9Ti不锈钢焊接。这样,不但脱碳层区域变小了,而且也减小了熔合比,降低了焊缝产生裂纹的可能性。
(三)严格控制冷速度,降低焊缝产生裂纹的可能性。由于在站内补焊时管线内还有水,冷却速度很快,在热影响区产生很大的焊接应力,造成了焊接接头的焊趾处出现了裂纹。在Q235钢管与1Cr18Ni9Ti不锈钢闸门焊接时,要先把水排掉,再对碳钢一侧预热150℃左右后再进行焊接,尽量采用小规范焊接,焊后还要用毛毡等覆盖焊缝,达到缓冷的目的,使焊接应力在缓冷过程中能充分消除。
四、结论
实践证明,在正确选择坡口型式、坡口尺寸以及正确的焊接方法的情况下,选用A307焊条焊接或选择先用A307焊条在碳钢一侧堆焊一层后再用A102焊条焊接,所得到的焊缝都能达到质量的要求,在投入运行两年多以来,均未发现异常现象。
[参考文献]
[1]高忠民的《实用焊接技术》
[2]刘云龙《焊工技术手册》
(作者单位:中原油田)
