PLC在生产线检测控制系统中的应用
2015-10-21鲍东旭
鲍东旭
【摘要】随着我国科学技术的迅速发展,越来越多的高新科技设备被研制开发出来,并且被广泛地应用于各种工业、企业等生产工作领域中。在这些高新科技设备中,相关的可编程存储器是必不可少的。这种高新技术使得相关使用设备具有了相应的工作程序,给生产工作带来了极大的方便,并且为企业带来了较高的工作效率。本文主要对PLC可编程逻辑控制器在生产检测控制系统设备中的应用进行探讨,使得生产检测控制系统的自动化程度以及工作效率得到进一步提高,从而进一步为相关产业带来经济上和社会上的意义。
【关键词】PLC;控制系统 ;生产线;检测;应用
本文将生产线检测控制过程进行了分析介绍,同时将生产检测控制系统硬件设计进行了分析陈述。PLC可编程逻辑控制器根据生产线检测控制系统的工作原理编写了相应的控制程序,实现了传送带检测系统的手动、回原点以及自动的操作方式,从而大大提高了生产线检测控制系统的工作效率以及自动化程度。
一、 关于生产线检测控制过程分析
(一) 介绍生产线检测控制系统的结构
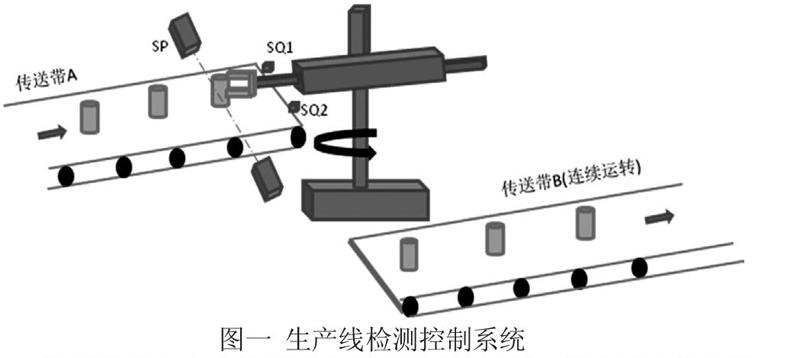
机械手、传送带、检测装置、光电计数器等都是构成生产线检测控制系统的重要组成部分。这个系统所使用的机械手为气动式(如图一所示),可以从三个自由度方向来抓取或放置产品,这三个自由度方向分布是水平方向、垂直方向、旋转。这种机械手具有操作范围广以及较高的灵活性,因此被广泛地应用于生产检测控制系统中。机械手的终端是通过一双作用气缸以及一个2/5的单控电磁换向阀来完成控制,从而实现机械手抓与放的动作。
图一 生产线检测控制系统
检测装置中有多只微型电涡流的接近开关,这种开关的位置与其零件内部的位置相对应,并且这种开关不仅具有较高的灵敏度,而且其工作间距的距离可以调节。它能够有效地检测出产品是否含有金属零件,从而使得检测装置发出信号。这种开关信号会送到PLC控制中心,从而控制着机械手,使得合格的产品以及劣质的产品被区分开来,以实现自动检测的目的。
(二)关于生产线检测系统的操作方式
生产线检测系统的操作方式有以下几种:手动方式、回原点、自动方式等。其中手动方式是利用按钮对机械手进行控制的一种手段,对机械手的每一个动作进行单独控制,例如:上升按钮,这个按钮可以控制机械手做出上升的动作;下降按钮,这个按钮可以控制机械手做出下降的动作。另外,当设备进行调试以及故障维修时也可以采取手动方式进行控制操作。而回原点是指,用回原点操作方法可以将机械手归于原点的位置,从而实现维修机械手调整的目的。自动方式是由PLC控制系统给出的信号,使得机械手从原点就接收到检测装置的信号,从而按照PLC控制系统编制好的工序进行自动操作。因此,PLC在生产线检测控制系统中发挥了极其重要的作用。
二、 关于生产检测控制系统硬件设计分析
(一) 介绍生产线检测控制系统的控制要求
生产线检测控制系统的机械手处于初始位置,并且夹紧装置松开。当按下启动按钮的时候,传送带A就被启动,而生产线检测控制系统的接近开关则会对每一个进入到传送带入口的产品进行检测;同时,生产线检测控制系统的光电计数器则会对每一个产品发出一个脉冲,例如:合格的产品,电涡流的接近开关就输出信号"0",如果是内部缺少零件的产品则电涡流的接近开关就输出信号"1",从而将不合格的产品进行记录统计。当不合格的产品被送到机械手位置的时候,传送带A(如图一所示)就会停止,机械手会迅速下降,其手指夹将不合格的产品放入到传送带B(如图一所示)上,然后,机械手会通过PLC控制器的控制又回到原点位置。
(二) 关于硬件电路设计
由于生产线检测控制系统包括以下几种信号,例如:检测装置信号、计数开关信号、限位信号以及工作方式选择信号等。根据控制要求以及端子数,则需要选择能够满足其要求的PLC编程逻辑控制器;同时,选择三相鼠笼型异步电机来作为传送带的驱动;另外,为了在PLC发生故障时能够切断其负载电源,所以在该系统中设置了交流接触器KM。当生产线检测控制系统运行中出现PLC故障时,则需要按下"负载电源"的按钮,这时候交流接触器KM的线圈会得到电,并且自锁,从而实现为外部负载提供交流电的目的。
三、 关于PLC编程逻辑控制器程序的设计
众所周知,生产线检测控制系统是一种典型的顺序控制,也是一种循环工作的检测控制系统。其循环工作开始于检测装置,进而有次序地进行运作,最终止于检测装置,再开始于检测装置,依此类推,形成一套循环体系。生产线检测控制系统的每个执行动作的完成情况,都是由行程开关以及定时器来判断的。并且,行程开关以及定时器能够启动下一个工作流程,为此可以采用顺序梯形图来完成相应的控制过程。
在生产线检测控制系统的机械手控制程序中进行安装移位指令,可以通过移位指令来实现对产品计数的目的。当不合格的产品接近涡电流的开关时或者光电计数开关检测到有产品通过时,则移位指令输出信号,对不合格产品进行位移,直到这个产品位移到传送带B上(如图一所示),从而使得传送带B(如图一所示)将不合格产品运输走。
结语:
本文将生产线检测控制过程进行了分析介绍,同时将生产检测控制系统硬件设计进行了分析陈述,最后將PLC编程逻辑控制器程序的设计进行了综合阐述。实践结果证明,PLC编程逻辑控制器在生产线检测控制系统中发挥了重要的作用,不仅提高了生产线检测产品的工作效率,而且其灵活性、智能性也给相关企业带来较大的经济效益与社会效益。因此,PLC技术值得在相关生产企业中应用与推广,从而实现企业走向可持续发展道路上的目标。
参考文献:
[1]周永勤,周美兰,戈宝军,颜景斌.基于多组态平台工控设备虚拟仿真实验教学的研究[J].电气电子教学学报,2005(01).
[2]李文娟,周美兰,戈宝军."PLC电气控制与组态设计"课程教学研究与实践[A].第6届全国高等学校电气工程及其自动化专业教学改革研讨会论文集(上册)[C].2009.
[3]王月芹.基于PLC机械手控制系统设计与实现[J].机电产品开发与创新,2011(03).
[4]李伟光,刘铨权,许阳钊,莫名韶.基于PLC和触摸屏的DVD盒自动化生产线设计[J].机械与电子,2009(05).
[5]郭柏林,胡正义,项伟,周艳平.气动取模机械手夹具的PLC控制[A].12省区市机械工程学会2006年学术年会湖北省论文集[C].2006.
