沙特卡扬项目泵类设备安装方法
2015-10-21张保庆
张保庆
中石化第十建设有限公司 山东青岛 266555
1 动工条件
按照业主合同要求,开工前,动设备质检员需熟悉规范API-686的要求,检查员和工人参加施工承包商FLUOR组织的螺栓把紧考试,检查员取得动设备质检员和螺栓把紧质检员资质,工人取得螺栓把紧资质后,方可进行动设备的安装工作。
2 机泵对中找正条件
对中找正必须准备好相应规格的塞尺、卡尺、力矩扳手等,所有使用的工具、量具需经过第三方仪器校验机构(类似于国内的锅检所,但不属于政府部门,独立于社会的第三方)校验,并在有效期限范围,提前24h做好资料的报验申请,约好业主及总承包FLUOR的质检员,钳工2~3名进行对中找正,管工4~6名配合钳工进行管道无应力配管的检查。
3 机泵安装的步骤
安装步骤如图1所示。
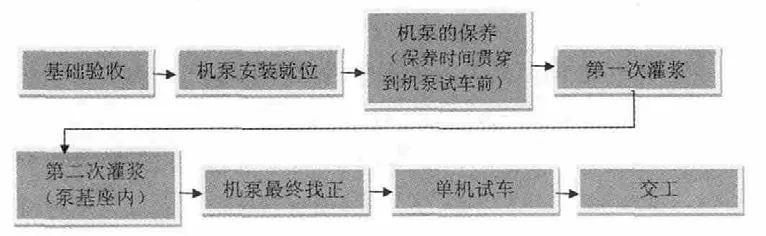
图1 机泵安装工艺流程
3.1 基础验收及处理
保持基础的洁净,检查基础上是否存在碎片、石子、沙子,如果基础表面上有油污,必须铲除清理,并保护好地脚螺栓的塑料套管。
按照相应的图纸,在设备安装前必须做以下的检查:
(1)中线和标高线的标识;
(2)基础的尺寸和方位是否正确;
(3)基础保养是不是达到规定的时间,模板是否移除;
(4)基础上的水平块是否按照机泵安装的标高就位,水平块也要按照灌浆材料的保养期进行保养;
(5)检查基础的表面是否已经凿毛,表面要保持清洁;
(6)检查地脚螺栓规格是否与图纸相符合;
(7)螺栓突出的部位可以比要求略长一点,但是不允许出现比图纸的长度短的情况;
(8)螺栓不允许出现歪斜的情况,否则设备基础表面不可能被紧固;
(9)清理地脚螺栓预留孔中的石子、沙粒、废水或其它的物体,检查孔洞的规格、深度、垂直度应符合设计要求。
3.2 机泵安装就位
设备经过开箱检验,材料厂的存放,待现场具备条件后,设备安装主管组织起重工和钳工进行设备的安装就位。
3.3 机泵的水平调整
机泵安装就位后,顺着电机轴的方向检查电机的下底座水平度、机泵下底座水平度、法兰的水平度等。调整的时候,用从水平块和底座间加入或着抽出薄垫片的方式,必要的时候使用随机带的调整顶丝。水平度的误差范围允许0.05mm/m。
3.4 泵类养护
施工总承包商FLUOR每个月下发设备现场保养检查表,严格按照检查表的内容进行油润滑、动设备轴等的保养情况。
3.5 机泵初找正
机泵基础灌浆前,管道连接前,现场需要进行机泵的初找正,对中找正的方法采用单表对中法,泵轴和电机轴的中线偏差不许超过0.05mm,记录下现场对中数据,D.B.S.E(轴端距),软脚的检查。 薄垫片采用不锈钢材料厚度分别有0.03mm,0.04mm,0.1mm,0.2mm和2mm,在每个软脚的下面不许多于5个垫片。轴端距DBSE的允许偏差为±0.25mm,从泵安装图内可以看到轴端距数值为127mm,灌浆前初找正的数据如图2所示。

图2 灌浆前初找正检查记录
3.6 软脚的检查
泵体与其基座为连体设计,电机与基座是靠螺栓连接,因此对电机进行软脚检查,泵轴端的千分表A表归零,检查电机的软脚,电机一般都是四个脚,先松开电机的一个脚,其他脚不动,检查千分表的度数是否超过0.05mm,如果不超过则记录下读数,拧紧螺栓,千分表读数归零后,松开对角的地脚螺栓,检查千分表的度数、记录,依次检查(见图3),如果有任一软脚值超过0.05mm,则软脚检查失败,需要重新调整软脚。

图3 软脚检查记录表
3.7 第一次灌浆
灌浆是动设备安装过程中的一部分,也是比较繁琐的部分。在沙特卡杨项目部,依照业主总承包商FLUOR的要求,灌浆大体总结了以下几点:
3.7.1 准备工作
每次灌浆前落实好安装状态,动设备需要灌浆前的安装施工资料,首先需要吹净基础上的杂物,然后支好模板,模板检查时,注意倒角的水平,注意倒角的上端水平面略比设备底座的标高高至1mm~2mm,灌浆前毛面基础用洁净水进行清洗,清理干净后,用湿麻布进行铺盖,至少保湿24h才能灌浆,养护过程中保持麻布的湿润,覆盖塑料薄膜。
3.7.2 模板检查
待模板检查完毕后进行灌浆准备,模板检查的内容是:
(1)模板之间的缝隙是否已经被粘胶粘好,确保在灌浆过程中不漏浆;
(2)检查倒角的水平,以保证灌浆后基础的水平;
(3)检查模板的牢固度,保证在灌浆的过程中不产生变形。
3.7.3 润湿基础
灌浆前注意把原来润湿基础时存余的水吹(吸)净,稍微带点湿气即可进入灌浆状态。
3.7.4 灌浆
灌浆前约好第三方(类似于国内的锅检所,但不属于政府部门,独立于社会)监督灌浆过程,并同时制作灌浆试块,以便进行强度试验。试验报告也是交工资料的一部分。
3.7.5 养护
灌浆3h以后待灌浆层达到一定初凝后进行养护,如果过早养护,湿润的麻布容易灌浆层表面落下麻坑;
养护方式用饮用水+湿粗麻布+塑料薄膜,养护至少7d;
每天进行保湿养护,至少每天4次,上午两次,下午两次。
3.8 机泵最终找正
首先检查点包括进、出口管道法兰和泵口连接的法兰的螺栓孔垂直偏差,螺栓孔水平偏差,螺栓周向偏差,法兰平行度偏差,法兰之间的间距要求需符合表1的规定。
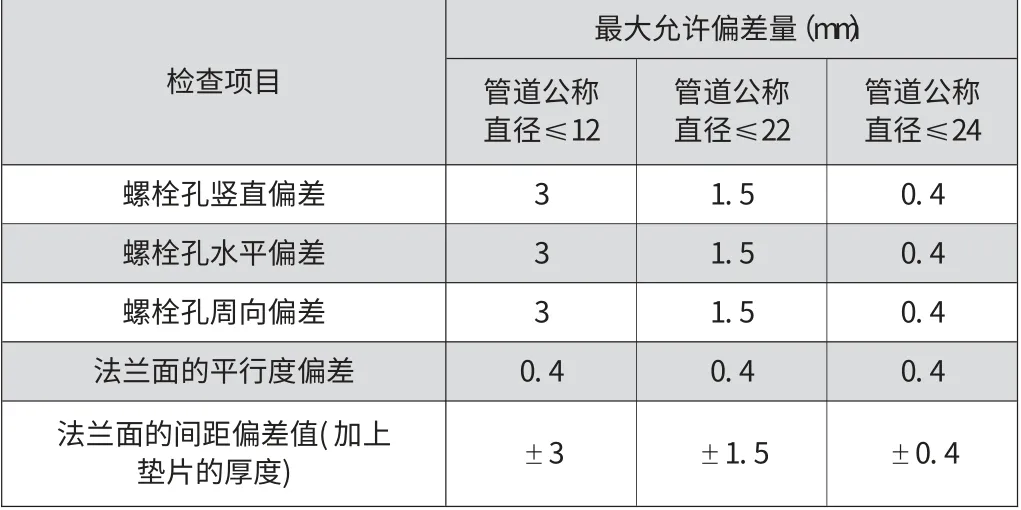
表1 法兰螺栓孔偏差
法兰面的间距用塞尺进行四个方向间隙的测量,实际填写的数值为偏差值加上垫片厚度值,测量如图4。
管道法兰口此时没有和泵口法兰口连接,连接前,需要检查泵轴和电机轴之间的对中值,两轴之间的对中偏差不允许超过0.05mm,检查值如图5。
需要检查管道的应力,泵进、出口管线需要进行无应力配管。把千分表按照图6的示意图进行安装。

图4 泵类法兰口检查项目

图5 管道连接前的轴对中找正数值

图6 检查管道应力时的千分表布置
千分表安装完毕后,进行管道应力的检查,检查的方法如下:
按图纸上的要求配备好新的垫片,螺栓全部涂上二硫化钼润滑,根据螺栓的大小、管道的压力级表查找FLUOR下发的螺栓把紧力矩值,螺栓把紧按照要求分三次力矩把紧。第一次为1/3力矩值,第二次为2/3力矩值,最终力矩值。由于新垫片可塑性较大,按照要求把紧后,有时候应力值偏差超过规范规定的范围,经过长期的经验积累,由钳工注意观察千分表的度数,把握应力分布范围。钳工和管工同时配合,垫片分多次进行把紧,取得了不错的效果。
在泵半联轴器上千分表的读数竖直方向和水平方向的度数均不能超过±0.05mm,现场取得的泵进口管道和泵出口管道的应力值结果如表2所示。

表2 现场管道应力测得值
如果管道应力在允许范围内,则进行下一步,否则重新进行调整。管道应力测得完成后,需要再次检查泵轴和电机轴之间的对中值,按照单表对中找正的方法测得如图7所示数值。
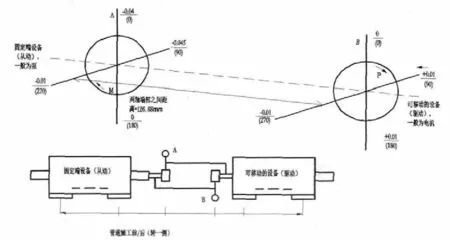
图7 管道连接后的轴对中找正数值
这次是对中找正的最后一步,如果合格,则完成对中找正的所有步骤,如果不合格,需要拆除连接的管道,重新进行调整,直至合格为止。
4 小结
本文以泵类安装为例,描述了卧式机泵安装的全过程。只有严格按施工程序进行动设备安装程序有着严格的要求,尤其在管道应力检查、螺栓把紧方面控制到位,对中找正的数据符合要求,按照总承包商提供的质检表格,结合工人师傅现场丰富的经验,积极和业主、承包商的质检员配合,才得以顺利完成泵类动设备的安装。
1 API610石油工业重化学工业天然气工业用离心泵
2 API686机械设备安装和安装设计建议惯例
3 总承包商FLUOR提供的质检表格及业主SK方的质量控制文件
