高压循环压缩机气缸的设计和分析
2015-10-20潘峰赵玉忱张士永
潘峰 赵玉忱 张士永
【摘 要】针对高压循环压缩机的气缸频繁出现十字头销与连杆小头瓦烧研的事故,通过对压缩机气缸的结构的改进和设计,增加十字头销在运行时的反向角度,从而使十字头销与连杆小头瓦之间形成润滑油膜,使其润滑充分。这个解决的方法即精巧又安全,巧妙的依靠压缩机气缸工作的原理,较好的解决了烧研事故,避免了压缩机设备故障停车,为企业工作带来了效益。
【关键词】高压循环压缩机 气缸 十字头销 连杆小头瓦
【Abstract】In view of the high pressure recycle compressor cylinder frequent cross pin and connecting rod head tile burning accident, through the improvements and design on the structure of the compressor cylinder, increase the crosshead pin reverse angle at run time, thus make the crosshead pin and connecting rod head lubricating oil film formed between tile have good lubrication.This solution is exquisite and security, rely on the working principle of the compressor cylinder,better solved the burn research accident,To avoid the compressor parking equipment failure, work has brought benefits for the enterprise.
【Keywords】High pressure recycle compressor; Cylinder; The crosshead pin; Connecting rod head tile
1 前言
目前在炼油、化肥、化工及气体输送等行业的大型化进程中,为了追求产能及效益,往往需要尽可能在高压力下,提高压缩机的流量,因此增加了很多高压力和中大型基础件的往复活塞式压缩机的需求。在大型高压压缩机的气缸,如果采用双作用形式的气缸结构,会受到频繁出现十字头销与连杆小头瓦烧研事故的困扰[1-2]。其主要原因就是,十字头销与连杆小头瓦之间没有得到充分的润滑。因此从合理的设计气缸方案上去解决这个问题,对于减少十字头销与连杆小头瓦烧研事故重要的意义。
2 原因分析
在高压压缩机或高压循环机的方案设计中,只有让十字头销处具备足够的反向角,使十字头销与连杆小头瓦之间得到充分的润滑,就不会导致十字头销与连杆小头瓦烧研,才能避免压缩机设备故障停车。高压环境双作用形式的气缸在设计计算时,当轴侧活塞杆的直径与气缸直径接近时,也就是说气缸容积减去活塞杆体积的有效工作容积过小,即轴侧气缸在压缩工作时的综合活塞力小于盖侧气缸在吸气工作时的综合活塞力,就会导致该列气缸内活塞在往复运行中反应到十字头销无论是盖侧还是轴侧压缩处始终是一侧受力,理论上也就是没有足够的反向角[3]。以往很多设计方案是以采用贯穿活塞杆的形式来实现十字头销在运行时有足够的反向角度值,但在气缸盖上支撑贯穿活塞杆的高压填料,由于盖侧活塞杆径向跳动的趋势而导致填料寿命一直无法保证[4],因此在高压气缸设计中采用贯穿活塞杆形式一直是个两难的选择。
3 结构设计和分析
最简单的解决方法是将此级气缸设计为轴侧单作用,盖侧通此级的进气压力作为平衡缸用,减小气缸轴侧与盖侧综合活塞力的差值,这样就能使十字头销在运行时有足够的反向角度值(API618标准规定≥15°)[5],也就是说保证十字头销与连杆小头瓦之间摩擦面任何一点具有足够非接触的时间和距离,这样就能在十字头销与连杆小头瓦之间形成润滑油膜使其有充分的润滑。
一旦采用轴侧单作用这种结构的气缸,在排气压力高于100bar时,为保证密封性降低泄漏量,大多采用少油或有油润滑,为避免气缸内润滑油集聚、液积后导致活塞撞缸的事故发生,这就必须考虑液体的排放。由于盖侧平衡段的排液孔需要设置在气缸最低端朝下的方向,与同压力等级在气缸上方的轴侧气缸吸气腔,不能同置或共用一腔。又要解决自动控制,避免增加操作工人的复杂操作或人为的错误导致事故。下面我就对这个问题阐述自己的一个解决建议:
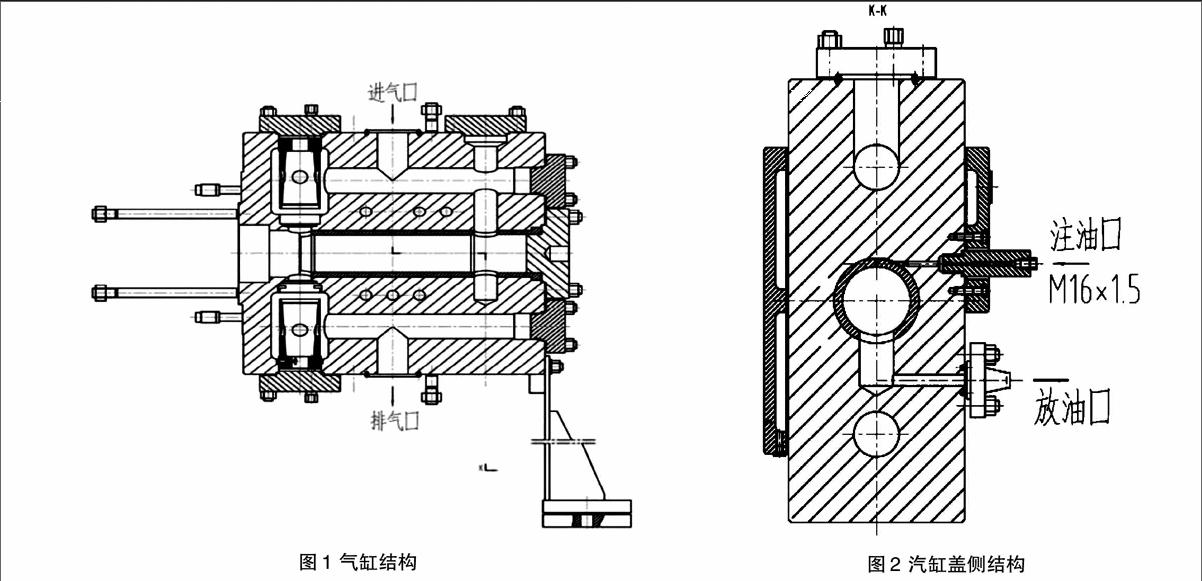
由于气缸的排气压力高,气缸的材料我们都采用锻件35#。将锻件气缸的轴侧设置成正常的上进下出形式。(这种形式有利于气缸内的少量液体靠自身重力,由下面的排气阀排出气缸)结构如图1 所示,而气缸盖侧的上方在加工时,按常规纵向加工成容积较小的吸气口,但加工后气缸外侧上面的加工工艺口用盖板封死,轴向由缸盖侧进气口至气缸轴侧进气口加工出一个进气通道,联通轴侧与盖侧进气口以形成盖侧平衡段的作用,但加工后也用盖板封死气缸盖外侧的加工工艺口。在气缸盖侧靠近缸盖的下方加工出一个0.5cm3容积储油腔,并将储油腔底端与轴侧进气缓冲器用注油器管路的小直径管子连接形成润滑油回路。机构如图 2所示,关键的设计点就在设计中盖侧平衡缸不能设置缓冲器,尽量减小通往与轴侧吸气口连通通道容积,是盖侧平衡段的余隙容积与气缸上方进气通道的容积和气缸下方储油腔三方之和的总体积必须小于气缸盖侧容积的1/3,这样才能保证不断更换盖侧平衡缸内的气体,即盖侧在吸、排气时始终会有低温的进气来带走气缸内工作时介质流动产生的摩擦热量,使平衡缸的气体温度不至于过高;也保证了润滑油的排出。这就很简单、很方便的解决高压气缸或
高压循环压缩机气缸的设计问题。
4 结语
这种结构形式的气缸,盖侧的润滑油会随着气流,靠重力流入为其增设的储油腔,靠微小的压力差会使储油腔内的润滑油流入轴侧进气管路中;而轴侧的润滑油可以通过自重从下面的排气阀,在排气过程中随着气流带出。这个解决的方法即精巧又安全,巧妙的依靠压缩机气缸工作的原理及特性不需要复杂的设备和操作工人就可自动解决。
参考文献:
[1]郁永章.《活塞式压缩机设计》.机械工业出版社,1981.
[2]石华鑫.《活塞式压缩机设计》.西安交通大学,1964.
[3]郁永章.姜培正.孙嗣莹.《压缩机工程手册》.中国石化出版社,2011.
[4]黄崇林,钟经山.提高填料密封性能的方法[J].广西机械,2002(1):52~53.
[5]彭成澈.往复压缩机无油润滑机理研究[J].压缩机技术,1989(4):19~22.
[6]胡国桢,石流,严家宾.化工密封技术[M].北京:化学工业出版社,1990
作者简介:潘峰(1972—),男,汉族,广西容县人,工学学士,职位:主任设计师,职称:工程师,研究方向:往复活塞式压缩机的高速、高效及安全性和可靠性的提高。
