石化污水回用中氨氮对系统的影响及去除技术研究
2015-10-20王新清
王新清


【摘 要】通过对石化污水水质特性的研究,阐述了石化污水中的氨氮在不同浓度下对回用水质的影响,并在松原石化污水处理厂对氨氮的去除做了简单的工艺改进,经过试验验证,对达到国家一级排放标准的石化污水,在回用工程中氨氮深度去除工艺进行了探讨 ,提出了石化污水回用水氨氮的参考水质标准,针对回用目标提出了建议处理方法。
【关键词】石化污水 污水回用 腐蚀 氨氮
1 概述
我国是一个缺水严重的国家,虽然淡水资源总量为28000亿立方米,占全球水资源的6%,但是,我国的人均水资源量只有2300立方米,仅为世界平均水平的1/4,是全球人均水资源最贫乏的国家之一,随着我国社会经济的高速发展,有限的水资源越来越不能满足迅速增加的用水要求,造成了工农业和居民用水的严重紧缺现象,污水回用是缓解水资源危机、保护水环境的关键途径之一。国外发达国家早在20世纪60年代初开始大规模建设污水处理厂,随后开始污水回用,20世70年代已初见规模。我国从20世纪80年代末,开始进行工业污水的回用研究,石化行业是用水大户,也是排水大户,具备污水回用的基本条件,近年来有关企业也进行了很多试验研究,取得了不少成果,行业内污水回用逐渐成熟,可以预计在不久的将来会迎来污水回用的大发展。
2 松原石化污水回用于循环冷却水系统状况介绍
松原石化污水主要为石油炼制过程中产生的生产污水,水中含有大量的无机盐类、多种有机物、石油类、悬浮物、硫化物、氨氮和含有多种有毒有害物质等特性。虽然污水水质复杂,但是现在石化污水处理工艺已经十分成熟,污水经过二级处理后,完全可以达到国家一级排放标准,再经过深度处理后可以直接回用于循环冷却水。
2.1 松原石化污水处理厂深度处理工艺流程
2012年3月松原石化污水处理厂投资兴建污水回用装置,将二级处理后达到国家一级排放标准的废水,经过深度处理后回用于循环冷却水补水,11月份建成并投入运行。工艺流程见图1。
通过表1可以看出,回用水除氨氮外其它各项指标都优于循环水水质。
2.2.2 污水回用于冷却水的指标
国家质量监督检验检疫局和国家标准化管理委员会发布的城市污水再生利用,工业用水水质标准(GB/T 19923-2005)指出了经二级和深度处理后的污水作为循环冷却水系统补水的水质标准如表2所示。
由表2可以看出松原石化经深度处理后的污水,基本达到了循环冷却水补水标准,作为循环冷却水是可以的。
2.3 回用污水氨氮增高后对循环水系统的影响
2.3.1 系统出现腐蚀现象
自2014年1月开始,循环冷却水系统出现腐蚀现象,主要表现在以下几方面:
(1)循环水中铁离子含量由0.3mg/L以下逐渐上升到3mg/L以上,加大旁滤罐反冲洗频次和大水量置换循环水,但循环水中铁离子仍有上升趋势。(2)循环水PH值降低,始终在7.0-7.5之间,采取多种措施也未达到预期的8.0以上。(3)循环水塔池内悬挂的腐蚀对挂片腐蚀率超标,2014年3月对在循环水冷却塔水池中的几组在线腐蚀挂片腐蚀率进行检测,结果表明,碳钢的平均腐蚀率为0.195mm/a,超过了《工业循环冷却水处理规范》要求的小于0.075mm/a的标准。
通过以上几种情况说明,循环水系统出现腐蚀倾向加剧情况是可以肯定的。
2.3.2 系统出现腐蚀原因排查
造成循环水腐蚀的原因很多,主要有PH值、氯根、SO42-、NO3-、氨氮含量和微生物等。通过对比1年半的运行数据,我们发现循环水在2014年初铁离子升高前后,循环冷却水补水水质指标变化最明显的是氨氮,升高了4倍多,铁离子的含量随氨氮变化的关系非常明显,从2013年12月循环水补水氨氮开始升高,循环水中的铁离子也开始升高,至2014年4月二者在水中的浓度均达到最大值。见表3和图2。
从表3和图2可以看出循环冷却水系统出现腐蚀现象是循环冷却水补水氨氮增高所致。
2.3.3 引起系统出现腐蚀的原因分析
由于循环冷却水补水氨氮含量的增加,而且在循环水系统中有合适的水温20~40℃、充足的氧气等良好的条件,使氨氮在系统中进行硝化反应,反应方程式为: 2NH4++3O2→2NO2-+2H2O+4H+这个过程产生的H+会消耗大量的碱度,因此,循环水PH值不升反降,在低PH值条件下,碳钢极易被侵蚀,同时,氨氮会促进循环水系统微生物的增加,微生物产生的黏泥会覆盖在冷却器表面阻止缓蚀阻垢剂到达金属表面发挥作用,造成循环水系统的腐蚀加剧,循环水中铁离子逐渐增加。
2.4 回用污水氨氮增高的原因
2013年11月份开始,松原石化生产系统加工的原油性质改变,使生产污水氨氮由原来的60mg/L增高到150~200mg/L之间,超出了污水处理厂的对氨氮的处理能力,经过提高硝化液回流量、提高C/N比、增加好氧段碱度等措施,二级再生水的氨氮的含量仍然在35mg/L以上,由于深度处理工艺不能对氨氮进行去除,因此,造成回用水氨氮指标增高。
2.5 降低回用污水氨氮指标的方法
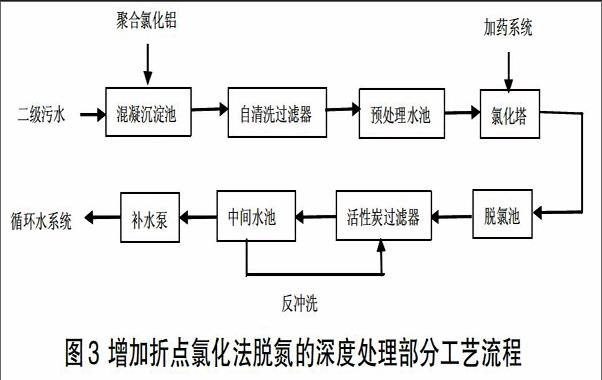
为了使回用水氨氮指标达到循环冷却水补水标准,使循环水系统正常运行,杜绝腐蚀现象的发生,我们对氨氮的去除方法进行研究,并对污水处理厂现有工艺设备的运行参数的合理性进行摸底。松原石化污水处理厂应用的是生物法去除氨氮,采用的是前置反硝化脱氮工艺,水温控制在30℃左右、PH值控制在8.0~8.5之间、溶解氧好氧段控制在4mg/L左右,厌氧段控制在0.5mg/L以下、硝化液回流控制在150%~200%,这些参数均是去除氨氮的最佳参数,因此我们认为要想使回用水氨氮指标达到循环冷却水补水标准,还需增加处理设备。经过实地考察和综合论证,2014年5月松原石化在污水深度处理过程中,增加折点氯化法去除氨氮设备,7月份投入运行,效果良好回用水氨氮得到高效去除,循环冷却水补水指标全部达到国家标准,运行至今循环水系统没有出现腐蚀加剧情况。工艺流程和回用水氨氮指标如图3和表4。
3 结论
通过松原石化污水处理厂运行结果表明:(1)石化污水回用于循环冷却水系统时,氨氮含量大于回用标准时将会影响循环水PH值下降,系统出现腐蚀加剧情况,严重影响循环冷却水系统正常运行,威胁到安全生产。(2)解决这种系统腐蚀加剧的最好办法是使循环冷却水补水的氨氮含量降到3mg/L以下。(3)采用生物脱氮+折点氯化法可以将石化污水中的氨氮降到1mg/L以下,优于循环冷却水补水标准,使循环冷却水系统稳定运行。
4 结语
我国进行污水回用的历史与发达国家相比还很短,许多问题还在探索阶段。目前,国内多家石化企业包括松原石化在内,已经对炼油污水回用于循环冷却系统补充水进行了多年的试验和探索,证明采用合适的污水处理工艺和与之相匹配的深度处理工艺,可以将石化企业产生的生产污水直接回用于循环冷却水,并且能够达到循环冷却系统的稳定运行。
参考文献:
[1] 李本高,等.工业水处理技术(第六册)[M].北京:中国石化出版社,2002(1):11.
[2] 刘士永.石化污水回用于循环冷却水技术[J].石油化工环境保护,1997(2).
[3] 蒋治平.用再生污水做循环冷却水的试验研究[J].石油化工腐蚀与防护,1996(3).
[4] 林根仙,何蓉,等.氨氮对循环冷却水系统的危害与对策[J].工业水处理,2006(5).