基于拔塞式浇口箱浇注时间的计算方法
2015-10-19刘广升周云飞
刘广升 周云飞
(大连华锐重工铸业有限公司,辽宁 大连 116300)
基于拔塞式浇口箱浇注时间的计算方法
刘广升 周云飞
(大连华锐重工铸业有限公司,辽宁 大连 116300)
大型球墨铸铁件的浇注为了减少一次夹渣缺陷往往采用大型浇口箱装满所需铁水待温度合适后拔塞的方法同时为了保证充型平稳减少紊流浇注系统是开放的,因为没有人为摇包因素的影响加上开放式的浇注系统所以浇注时间理论上是可以计算准确的。本文提出了一种计算方法计算在此浇注状态下的浇注时间,旨在为浇注系统的设计及浇口箱尺寸的选择提供理论根据。
浇注时间;浇注系统设计;浇口箱
1 前言
当铸件材质、浇注温度、铸件重量、铸件结构、造型材料等工艺因素确定之后铸件应有一个合适的浇注时间。浇注时间太长,型腔上表面长时间受高温烘烤,会产生开裂、脱落,致使铸件夹砂、粘砂和结疤,还可能使铸件产生冷隔等铸造缺陷。浇注时间太短,可能使型腔中气体没有足够时间逸出而引起胀型、跑火、铸件气孔缺陷[1]。铸造工艺设计之初就应该先确定合适的浇注时间,然后选择合适的浇注方法以及浇注系统以使实际的浇注时间接近合适的浇注时间。
2 合适的浇注时间确定方法
确定合适的浇注时间,尚无完善的计算公式。铸造前辈们经过长期的经验积累提出了一些经验公式,笔者对于大型球铁件合适浇注时间的确定一直按照下式(一)[2]:

f——材质系数,其取值情况如表1所示;
n——浇注系统组数,n的最大值为3;

表1 各种材质铸件f的取值范围
总之铸造工程师必须结合实际生产组合各个铸造工艺参数确定合适的浇注时间。
3 实际浇注时间的确定方法
拔塞式浇口箱的示意图如下:

图1 拔塞式浇口箱的示意图
铸件的实际浇注时间为铁水从浇口箱中流完的时间,现将该状态下决定浇注时间的参数列表如下:
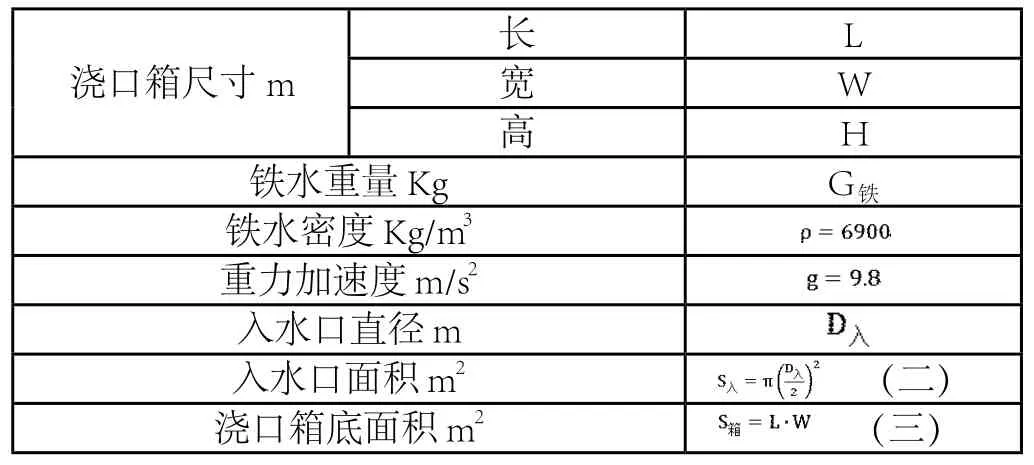
表2 影响浇注时间的参数
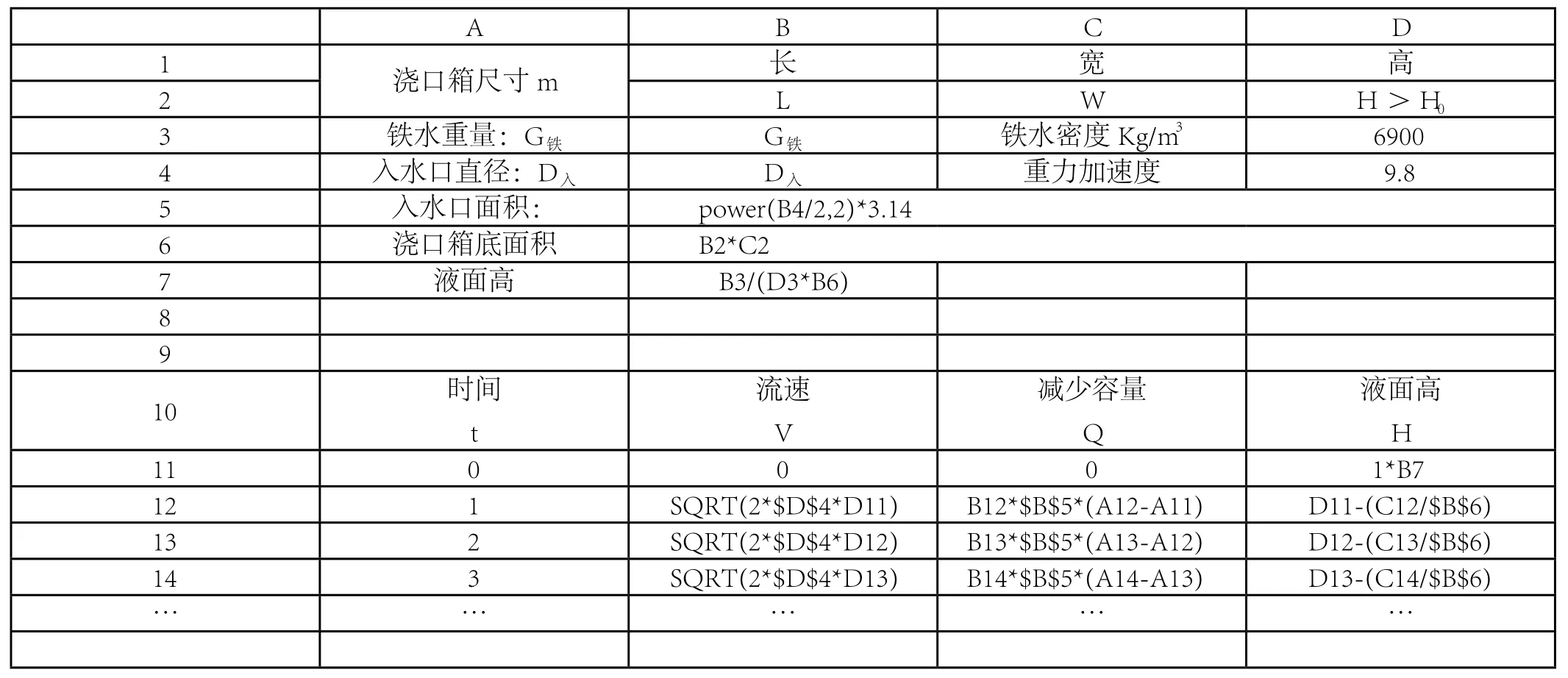
表3 excel程序编写

初始液面高 m(四)

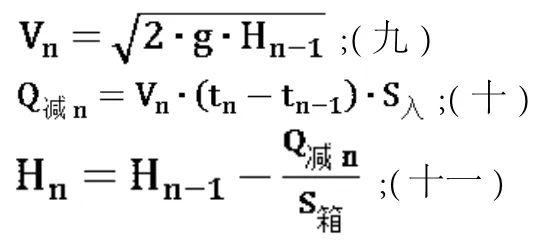
因为液面高无时无刻都在变化所以入水口处流速也时刻在变化,入水口处的流速变化又会影响浇口箱内的液面高度,两者相互关联相互制约给计算带来麻烦。采用无限细分的数学思想,1秒之内的流速变化量很小可以忽略不计。拔堵的瞬间时刻记为,液面初始高度为,拔堵后的第1秒时间记为入水口处的流速记为,浇口箱内减少的铁水容量为,对应液面高度那么

4 结论
实践证明,表3计算程序算出的浇注时间与实际浇注时间是相符的。合适的浇注时间确定之后,可以利用此程序作为直浇道与浇口箱尺寸设计的理论根据。
[1]毛萍莉,《材料成型技术》[M],北京机械工业出版社,2007
[2]刘文川等,《大型铸件有效浇注时间的计算》[J],《大型铸锻件》,2000-4
刘广升(1987.06-)男,汉族,工程师,从事铸造工艺方面的工作。
TG250
A
1003-5168(2015)11-028-02
