基于STM32的数控机床主轴位置自动测量仪设计
2015-10-18于光平沈阳工业大学信息科学与工程学院辽宁沈阳110870
黄 平,于光平(沈阳工业大学 信息科学与工程学院,辽宁 沈阳 110870)
基于STM32的数控机床主轴位置自动测量仪设计
黄平,于光平
(沈阳工业大学信息科学与工程学院,辽宁沈阳110870)
数控机床主轴与尾台顶尖是否处于同一水平线决定了机床的加工精度,因此对机床主轴位置的偏移角度进行精密测量是极其必要的。介绍了由STM32F103RBT6主控电路、刀型探头式光栅传感器以及模拟机床主轴的标准测试棒组成的测量系统,详细叙述了系统的电路工作机理和相关机械结构设计。研究分析了传感器输出信号的处理过程,提出了基于光栅位移传感器的绝对零位修正和刀形探头的弹性机械结构快速接触到水平、垂直方向测量点的方法,提高了系统定位精度。测量结果表明,该仪器可应用于数控机床生产企业的实际测量,有效地提高了机床生产效率和生产质量。
机床主轴;尾台顶尖;STM32F103RBT6;刀形探头;光栅传感器;绝对零位
0 引言
高速运动主轴是数控机床的核心部件,其动态性能直接影响工件加工质量和产品生产效率,对机床的加工精度起着决定性的作用[1-3]。高档数控机床具有高速度,高性能,高柔性化,功率、转矩匹配特性好的显著特点,应用广泛[4]。机床运动主轴与尾台顶尖处于同一水平线是机床生产质量的重要保障,而对主轴位置偏移角度的精密测量可有效保证尾台生产精度,进而提高机床加工质量。目前国内机床生产厂家多数人为调整尾台与主轴的相对精度,误差大、效率低,基于光栅传感器所研发的在线主轴自动测量系统由于机械结构和安装精准度不易满足的原因还未能广泛应用于实际生产现场[5-9]。
进入21世纪以来,中国已逐渐成为全球最大的数控机床进口国家[10]。数控机床的国产化生产企业的发展对我国国民经济发展具有重要的作用。随着我国的数控机床生产产量日益增加,机床主轴位置自动测量仪的应用有利于提高机床生产过程中的测量精度和测量效率,减轻劳动强度,满足市场需求。此外,测量仪由于其数据的存储、处理和通信的便利性,也有利于企业的现代化管理。
1 系统测量原理
1.1系统框图
基于模拟机床主轴的标准测试棒、光栅位移测量传感器以及测量调理电路组成的自动测量仪系统框图如图1所示,通过对传感器输出数据的处理,可实时监测并显示偏移角度数据。
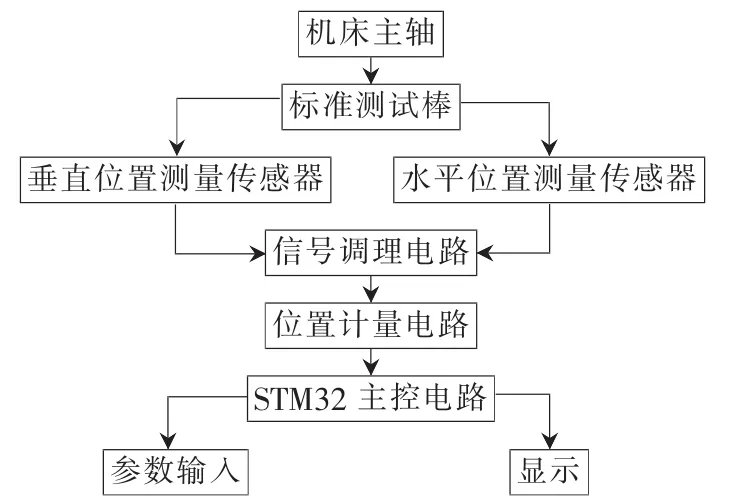
图1 系统组成框图
如图2所示,机床主轴孔内插入标准精密测试棒,利用机械弹性机构将水平和垂直方向的两个刀形探头分别接触在测试棒C处的垂直最高位置A点和水平最左端位置B点,STM32主控系统通过采集两路光栅传感器输出的脉冲数据得到水平、垂直方向的位移值h1和v1,从而测算出机床主轴当前的中心位置。同理在测试棒D处采集两路位移值h2和v2,分析C、D两处的测量结果可计算得到测试棒水平方向偏移角度α和垂直方向偏移角度β,测量点示意图如图3所示。
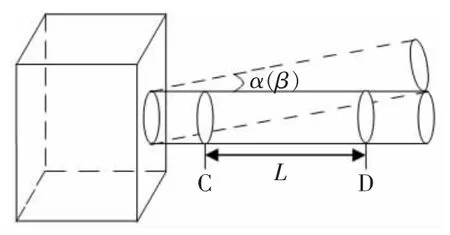
图2 机床主轴标准测试棒偏移角度示意图
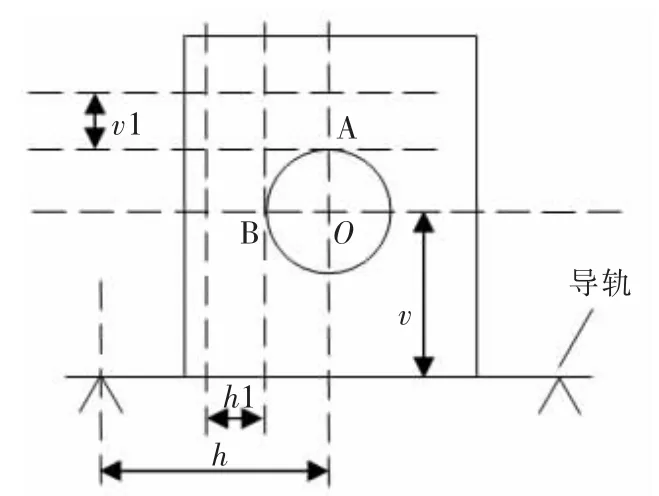
图3 主轴测量位置示意图
1.2传感器机械结构图及测量原理
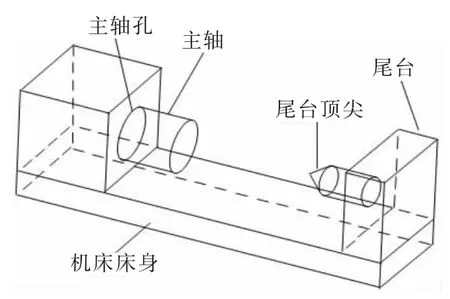
数控机床床身、主轴位置及尾台顶尖简要结构示意图如图4所示,生产过程中需根据主轴中心O点位置和误差偏移角度α、β以保证尾台顶尖与主轴轴心位置准确度。
由主轴检测位置主视图,生产中需要精确测量的参数有:
(1)主轴中心O点至床身导轨的垂直距离v和水平距离h。
(2)主轴轴孔水平方向偏移角度α和垂直方向偏移角度β,当α≤0.005 73°,β≤0.005 73°时为合格。
传统校准机床主轴轴线与尾台顶尖的相对位置采用百分表测量,采用人工方式将其探头触点分别接触在垂直最高点A和水平最左点B。由于人为操作会对检测带来较大误差,本文采用带有弹性结构的刀型探头,可轻易接触在A点和B点,测量准确,误差小,其机械结构如图5所示。
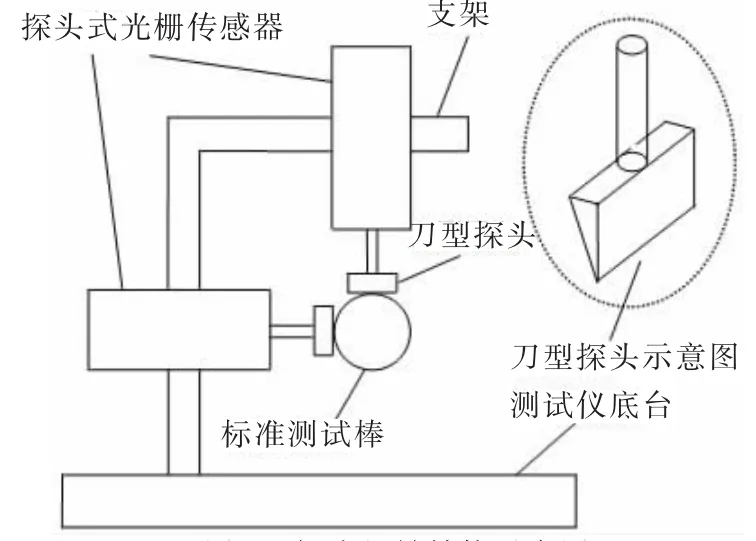
图5 探头机械结构示意图
主控系统测量标准测试棒C处h1、v1以及距C处水平距离 L的 D处 h2、v2,通过计算可得水平、垂直偏差角度α和β。
2 机床主轴位置自动测量仪电路
2.1机床主轴位置自动测量仪整体电路结构
本文设计的机床主轴自动测量仪所加载的两路光栅位移传感器带有绝对零位检测,结合零位误差修正参数,在传感器通过零位时系统开始进行计数测量。整体电路结构如图6所示,系统带有485通信接口以及IC卡读写单元,方便管理机床生产过程中的检测数据。
2.2探头光栅电阻链移相原理及判向细分电路
光栅位移传感器可输出5路信号,分别是sin正弦信号、cos余弦信号、zero绝对零位信号以及正余弦信号的反向输出/sin、/cos,利用电阻链移相原理将光栅传感器输出的两路正余弦信号进行5倍频得到反映位移量的方波信号,基本原理如图7所示。
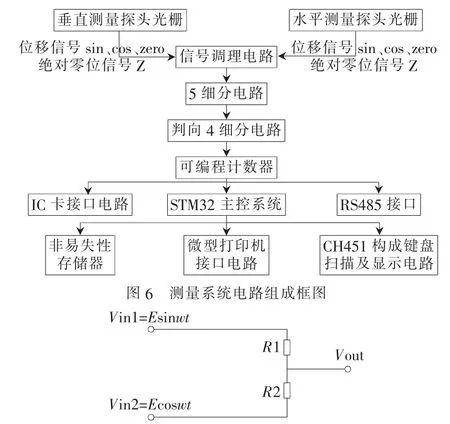
图7 电阻链移相细分基本原理
由图7可得输出信号为:

因此其幅值和相位分别为:

即可通过改变R1和R2的阻值达到调节延迟相位φ的目的。5倍频细分电路采用上述电阻链细分原理,通过电阻链移相,保证在输入信号单周期范围内输出10个脉冲信号,根据等值细分原理,其相移角为θ=18°×N(N取0~9内整数)。具体5倍频电路如图8所示。由式(5)和电阻系列值标准,实际应用中所取电阻值分别为56kΩ、33kΩ、24kΩ、18kΩ。
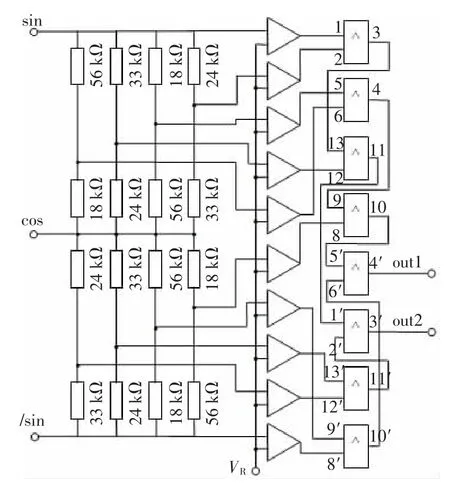
图8 电阻链移相五倍频细分电路
由图8知,电阻链移相细分网络输入信号分别是sin、cos和/sin,输出信号为相移角依次相差18°的10路正弦信号,通过电平比较器进行波形变换,将正余弦信号变为方波脉冲信号。方波信号再通过异或门逻辑组合输出两路相位差为 90°的 5倍频脉冲信号,即 out1(4′)信号和out2(3′)信号,如图9所示。
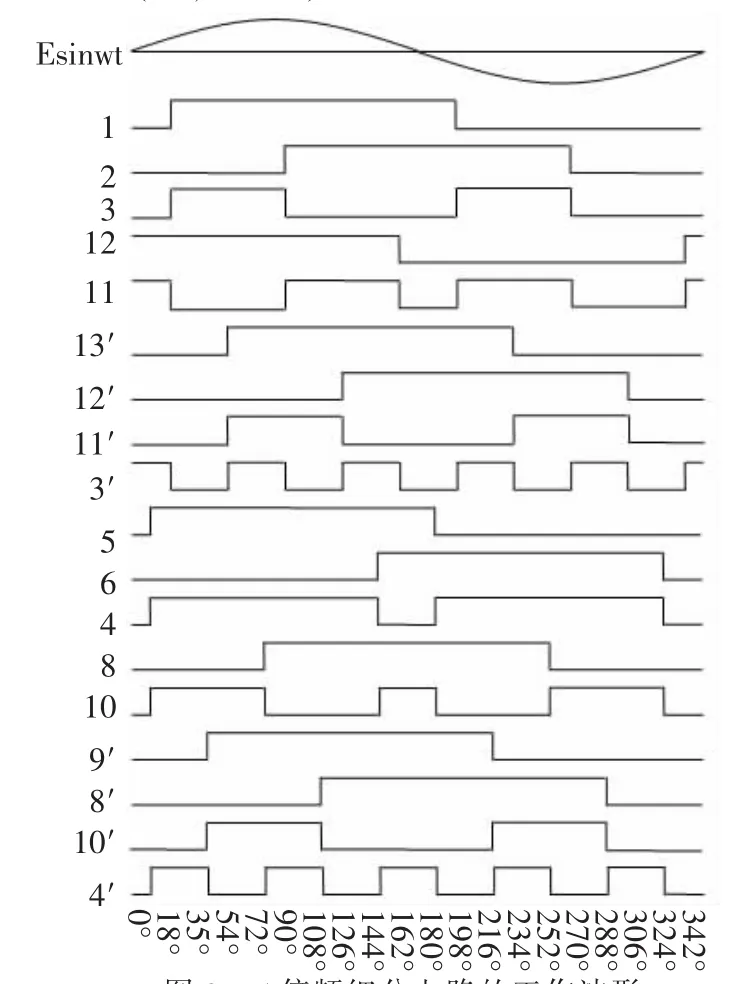
图9 5倍频细分电路的工作波形
3 结论
(1)采用光栅传感器绝对零位校正功能有效地降低人工操作误差,提高了生产质量和检测效率。
(2)光栅位移传感器采用刀型式弹性机械结构设计可方便快捷地对主轴位置水平、垂直方向偏移角度进行测量。
(3)对传感器输出的正余弦信号进行电阻链移相5倍频和判向4细分,使得测量分辨率达1μm。
(4)基于STM32F103RBT6主控电路以及数字式光栅传感器所研制的这套数控机床主轴位置自动测量仪具有抗干扰能力强、体积小、方便现场检测的优点。
[1]袁胜万,崔岗卫,李朝万,等.高速机床主轴-轴承系统动态性能研究[J].机床与液压,2014,42(17):38-41.
[2]SARHAN A A D.Investigate the spindle errors motions from thermal change for high-precision CNC machining capability[J].International Journal of Advanced Manufacturing Technology,2014,70:957-963.
[3]BOSETTI P,BRUSCHI S.Enhancing positioning accuracy of CNC machine tools by means of direct measurement of deformation[J].International Journal of Advanced Manufacturing Technology,2012,58:651-662.
[4]熊万里.我国高性能机床主轴技术现状分析[J].金属加工,2011(18):6-10.
[5]江晓军,黄慧杰,王向朝.基于光栅传感器的位移测量仪研制[J].电子测量技术,2008,31(7):147-150.
[6]卢国纲.机床绝对式位移测量及信号传输[J].金属加工,2009(22):70-72.
[7]刘翠玲,赵权,刘天亮.基于AT89C52的多路光栅智能测控仪[J].仪表技术与传感器,2006(1):15-17.
[8]赵玉刚,周维芳,白庆华,等.基于FPGA的光栅位移检测系统设计[J].机电工程技术,2008,37(4):57-58.
[9]赵桂娟.光栅传感器在数控机床中的应用[J].煤矿机械,2009,30(6):171-172.
[10]姚莉.浅析我国数控机床的现状与发展前景[J].山东机
械,2005(4):51.
Design of automatic measuring system in CNC machine tools principal axis′s position based on STM32
Huang Ping,Yu Guangping
(School of Information Science and Engineering,Shenyang University of Technology,Shenyang 110870,China)
Whether the computer numerical control(CNC)machine tools principal axis and tail table top is in the same horizontal line determines the processing precision of machine tools.It is significant to carry on precise detection for the position of the principal axis of CNC machine tools.The automatic measuring system about CNC machine tools principal axis made up of controller circuit on STM32F103RBT6 and knife-edge probe grating transducer and standardized testing prod which simulates the principal axis was introduced in this thesis.The circuit working mechanism and related mechanical structure design were narrated in detail.The output signal processing of sensors was studied and analyzed.The method of using knife-edge probe and elastic mechanical structure to contact the measurement points in horizontal and vertical direction to detect rapidly which enhances the system positioning accuracy was proposed.The result of the experiment indicates the measurement instrument can be applied in productive practice which improves the machine tool production efficiency and quality effectively.
CNC machine tools principal axis;tail table top;STM32F103RBT6;knife-edge probe;grating transducer;absolute zero
TP212
A
1674-7720(2015)12-0073-03
2015-01-20)
黄平(1991-),通信作者,男,硕士研究生,主要研究方向:精密测量与控制、油气管道无损检测技术。E-mail:302750254@qq.com。
于光平(1951-),男,工学硕士,教授,主要研究方向:精密测量与控制、计算机视觉三维测量技术。
