基于PLC的重型全液压四辊卷板机电气控制系统设计与实现
2015-10-15杨艳伟向树民
杨艳伟 向 涛 向树民 张 劲
(西安兰石重工机械有限公司,陕西 西安710065)
0 引言
卷板机是对金属板材进行多道次连续弯曲,使板材产生永久性塑性变形的设备,具有卷制O型、U型、多段R等不同形状板材的功能,是容器类制造业必备的机械设备。在我国卷制钢板厚度180 mm以下由电机驱动或机械和液压混合式驱动的卷板机已有厂家生产,但是卷制钢板厚度超过180 mm以上的全液压卷板机在国内还没有厂家生产,尤其是机、电、液一体化的大规格卷板机在国内更是属于空白。近年来,石油炼化行业的发展对筒体类零部件提出了更高的要求,要求直径大、筒体钢板母材厚度增加、材料强度增高、筒体承受的压力提高,这些无疑对卷板机的设备能力提出了更高的要求。现以兰州兰石重工有限公司自主研发设计的 W12LSZ-280×3000重型全液压四辊卷板机(卷板能力为3 m宽×3 m直径×250 mm厚)为例,主要研究该四辊卷板机电气控制系统的硬件设计与软件实现。
1 工作原理
该四辊卷板机主要机械组成为上辊、下辊、前侧辊、后侧辊、液压驱动装置、减速机、液压马达,如图1所示。上辊固定在机架之间,下辊位于上辊的正下端,两侧辊位于下辊的两侧。下辊和两个侧辊的升降运动由两端的液压油缸驱动。上、下辊均为旋转主驱动辊,上辊旋转采用多台液压马达输出扭矩、减速器合流的全液压驱动方式,下辊旋转采用单个液压马达、减速机传动结构。

图1 四辊卷板机机械组成图
在钢板卷制过程中,首先通过提升下辊来压紧钢板,通过升降侧辊的高度卷制不同半径的钢板[1]。下辊、侧辊的升降沿着各自轨道进行,如图2中的虚线所示。在整个钢板成型过程中,上、下辊始终处于夹紧状态,这便使设备可在自身最大工作能力下对各种厚度的板料进行弯卷成型[2]。

图2 四辊卷板机工作原理图
2 控制系统硬件设计
系统动力线路采用三相380 V、50 Hz交流电,控制回路采用220 V交流电和24 V直流电。控制系统采用现场总线与工业以太网(Ethernet)相结合的分布式控制结构,采用SIEMENS S7-400 PLC作为主站,通过Profibus-DP网络[3]连接SIEMENS ET 200S分布式I/O远程站及Rexroth HNC100同步控制器;通过工业以太网连接SIEMENS MP377系列 HMI Panel。系统Profibus-DP网络组态如图3所示。

图3 系统Profibus-DP网络
3 控制系统软件实现
在电气控制中,下辊、两侧辊的每个液压缸上都装有位移传感器,实时检测辊的当前位置;上辊和下辊的旋转机构液压马达上装有编码器,实时检测上辊和下辊的旋转线速度。HNC100根据接收的PLC控制参数及位移传感器的位置反馈信号做下辊、侧辊升降的闭环控制,完成辊的自动升降动作;PLC根据接收的控制参数及编码器的旋转速度反馈信号做上、下辊旋转速度的闭环控制,完成上、下辊的自动旋转动作。电气系统控制的基本逻辑如图4所示。

图4 电气系统控制逻辑图
3.1 升降辊位移闭环控制系统
在卷板过程中,为了保证下辊和两侧辊的位置以及同一个辊两端升降的同步性,采用位置闭环控制,如图5所示。以下辊为例进行说明,首先由操作工人根据工艺参数把下辊要到达的目标位置(即输入信号)设置在设定屏上,PLC读取这个设定值并把它传送给HNC100控制器;然后HNC100控制器把下辊的实际位置值(即反馈信号)和输入信号进行比较,如果两者之间存在偏差就要进行调节,此处仅用P(比例)调节器就能满足要求。经过调节后的信号直接输出到比例阀,调节比例阀的开口度,比例阀的开口度就决定了进入液压缸的液压油量;液压缸中的液压油驱动下辊做垂直升降动作。
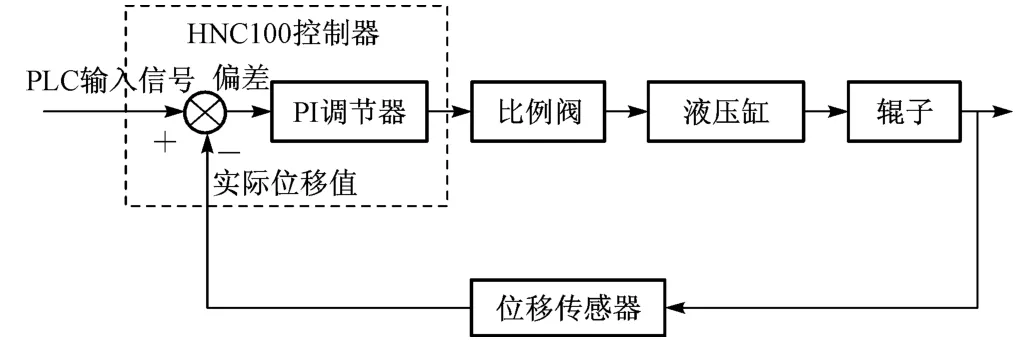
图5 位置闭环控制原理图
HNC控制器是力士乐的同步控制器,其扫描周期为1 ms,比例阀的响应速度大于20 Hz,当下辊受到干扰时,设定位置值和位移传感器反馈值存在偏差,只要存在偏差,HNC控制器的PID调节器就能快速动态调节,消除偏差,使下辊动态地保持在设定位置。卷板工艺精度可达到±0.2 mm,满足高效、高精度、高规格卷板生产要求;过载保护性能好;操作简单。
3.2 上下辊旋转速度控制系统
上、下辊均为旋转主驱动辊,旋转时两个辊同时都要出力。由于卷板过程中曲率半径不断在变化,要达到线速度一致比较困难,为了达到工件旋转角速度同步,上辊旋转采用速度闭环自适应控制。旋转闭环控制框图如图6所示,PI参数跟随速度,当速度要求慢时参数调节慢,稳定且没有超调;当速度要求快时参数调节快,跟随性快,快速性好,自动卷板时效果明显。
该旋转速度闭环控制主要参考的数学函数[4]为:

式中,u(t)为输出电压信号;e(t)为旋转速度偏差信号;Kp为比例系数;Ti为积分时间常数。
下辊采用力矩控制,上辊旋转的实际力矩作为下辊旋转时

图6 旋转闭环控制框图
的设定力矩。这样对于不同的板厚,在筒内外圆线速度不同的情况下,下辊能够自动调整旋转力矩,很好地适应卷板工艺要求。
4 结语
在实际应用中,该控制系统能正常稳定运行,能准确自动控制升降辊的位置和上下辊的旋转速度,并解决了两个主驱动辊的速度匹配问题。该卷板机是由青岛兰石重型机械设备有限公司定制的,并于2011年5月21日通过甘肃省科学技术厅专家组验收,为东南亚地区最大的一台重型全液压四辊卷板机。
[1]杨树平,马悦山.四辊卷板机的数控实现[J].沈阳化工学院学报,2005,19(2):110-112.
[2]胡卫龙.板料在四辊卷板机上的弯卷成形[J].新技术新工艺,1987(6):19-20.
[3]崔坚.西门子S7可编程序控制器——STEP7编程指南[M].北京:机械工业出版社,2007:243-257.
[4]吴麟.自动控制原理(上册)[M].北京:清华大学出版社,1990:146-149.
