FDM打印机精确控制系统的设计与实现
2015-10-15王永强袁茂强赵维刚
王永强,袁茂强,王 力,赵维刚
(上海航天设备制造总厂,上海 200245)
0 引言
熔丝沉积成形(Fused Deposition Modeling简称FDM)是快速成形(Rapid prototyping,RP)技术中的一种。与其他RP系统相比,FDM系统构造和操作简单,维护成本低,运行安全,所使用的ABS等成形材料无毒无味;同时它原材料利用率高、体积小、噪音低,是办公室环境的理想桌面制造系统[1]。
熔丝沉积成形技术是将丝状的热熔性材料加热熔化,通过一个带有微细喷嘴的挤出头挤喷出来[2]。挤出头与热床的X轴和Y轴作相对运动,如果热熔性材料的温度始终稍高于固化温度,而刚成形部分的温度稍低于固化温度,就能保证热熔性材料挤喷出喷嘴后,随即与前一层面粘接在一起。一个层面沉积完成后,工作台与挤出头的距离按照预定的增量增加一个层的厚度,再继续熔喷沉积,直至完成整个实体造型[3]。
目前市场流行的FDM设备的电机控制一般是开环的。文献[4]设计了一种基于三轴步进电机控制卡的FDM步进电机开环控制系统,文献[5]介绍了一种基于ARM的FDM控制系统设计,他们都直接或间接的通过控制步进电机的运动实现了对FDM开环控制系统的设计。但是,由于分层厚度较大、成形精度较低,成形件表面有明显的条纹,对表面质量要求高的零件,无法满足加工要求。而现有技术虽然在电机控制精度方面有了很大提高,但通过开环的FDM设备电机控制提高成形精度会大大增加了控制算法的复杂性与开发成本。因此,实现对FDM电机的精确控制并降低实现成本对FDM的普及具有重要的意义。
1 原型机控制系统设计及误差分析
在控制系统作用下喷头进行作两轴半运动,包括X-Y联动以及Z向运动,选取特殊材料可以在喷头中被加热接近流体状;处于熔融状态下的材料在喷头扫描过程中被喷出,并急速冷却形成一层加工面,层与层直接不断的叠加连接在一起制作成一个空间实体[6]。
根据FDM打印机的工作原理,原控制系统可分为主控模块、电机驱动模块、温控模块、通信模块和电源模块。原FDM控制系统总体原理框图如图1所示。

图1 原FDM控制系统总体原理框图
主控模块是FDM控制系统的管理中枢。主控模块以数字信号处理芯片TMS320X2812为主控芯片,它主要包括电源电路、电平转换电路、时钟及复位电路、JTAG接口电路、存储器扩展电路等。
电机控制模块采用电机驱动芯片A4982,通过其PWM脉宽调制技术实现对3个步进电机的控制。温控模块主要包括对挤出头、热床和风扇的控制,本模块采用MAX6675作为温度感应电路的处理芯片,通过MAX6675对K型热电偶进行采集,从而形成温度的闭环控制。通信模块包括实时调试的TIDSP-XDS510仿真器,与上位机进行通信的串口等。由于整个系统功率较大,考虑到大电流对控制芯片的影响,所以设计了多级电压转换模块,对电源系统进行了分级设计。
在原型机设计完成后进行了联调实验,在打印实验过程中便出现了成形精度低、系统效率低等问题。图2为原设计打印机的打印效果图,在控制软件中,只设计了打印“口”字的程序,打印尺寸为X轴70mm,Y轴50mm。从图中可以看到,X、Y轴均出现了较大偏差。随着打印层数的增加,累积误差便越来越大。左图为原程序打印效果,右图为进行补偿后的打印效果。从图中可以看出,补偿后依然有误差。

图2 原型机打印效果图
影响成形精度的因素有很多。分析原型机和其成形过程可知,FDM打印机成形是一个包含CAD/CAM、数控、材料、工艺参数设置及后处理的集成制造过程,每一环节都可能引起误差。总结FDM打印机成形过程中影响成形精度的主要因素有以下三方面:
1)原理性误差:包括文件拟合误差、切片误差、成形系统误差。
2)成形误差源:包括喷头误差、材料收缩误差、工艺参数误差。
3)后处理误差:本文从FDM打印机设计角度考虑,主要分析了打印机设计过程中的成形系统误差。因此,重点考虑了原型机的机械结构和控制系统误差。为减少机械结构误差对控制系统成形误差的影响,设计中选择了已有的成形系统的机械结构件,改进设计了控制系统,提高了成形精度与打印效率。
2 闭环电机控制模块设计
在原FDM设备的电机控制系统中,采用DSP加驱动模块的方式实现了对步进电机的开环控制[6]。虽然步进电机没有累计误差,角位移与接收到的脉冲数成正比,可以使用开环控制,但步进电机容易产生失步现象,尤其在速率变化频繁时,这种现象尤为明显[7]。这使得电机加减速、转向控制时算法相当复杂,给软件设计带来了很大困难。同时由于传动误差的存在,无法满足高精度零件的加工要求。
为了提高FDM装备打印精度,简化算法、软件设计的复杂性,在本系统中采用了运动电机闭环控制的方法,根据优化的工艺参数设计了控制软件系统,从而提高了成形精度。图3为改进后的FDM电机闭环控制系统原理框图。

图3 FDM闭环电机控制系统原理框图
主控模块、电机驱动模块、温控模块、通信模块和电源模块与原系统类似。电机控制模块采用电机驱动芯片A4982,通过DSP发出的控制和PWM脉宽调制信号实现了对步进电机的控制,通过光栅及其解码器实现对步进电机的闭环控制,闭环回路反馈给控制器精确的转速、位置以及转动方向。从而实现了对电机位置的精确控制。图4为该系统的控制原理图。
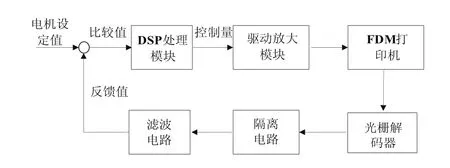
图4 FDM打印机控制原理图
2.1 闭环电机控制模块硬件设计
FDM电机控制系统是一种特殊的专用控制系统,它区别于一般的数控系统,采用直写技术(如基于离散/堆积思想的分层制造技术)来加工零件的;它的控制对象是喷头和工作台,喷头进行XY轴运动,工作台进行Z轴运动;它的控制量是送丝速度、填充速度、路径宽度和层高等。
为减少机械系统误差对控制系统设计的影响,本系统采用原打印机所用的42型步进电机,其额定电压为24V,额定电流为1.5A,步距角1.8°。步进电机驱动器模块采用Allegro公司的A4982芯片进行硬件模块设计。A4982可在全、半、1/4及1/16步进模式下操作双极步进电动机,输出驱动性能可达35V±2A。同时A4982带有内置转换器,易于操作。只要在“步进”输入中输入一个脉冲,即可驱动电动机产生微步。设计中采用DSP事件管理器EVA的比较单元产生三路独立的PWM脉冲输出,A4982接收三路PWM脉冲便可产生驱动3个步进电机运动的信号,从而实现了对电机的运动控制。图5为电机驱动原理图与实物图。

图5 电机驱动原理图与实物图
在设计中为了使步进电机的启动与停止、变速度控制趋于平缓,采用数字滑动变阻模块MCP4018控制A4982集成电路模块的参考电压。MCP4018通过IIC总线输入目标值控制可变电阻输出可变电压供给A4982的参考电压引脚,因此本设计中采用通用I/O口引脚实现该功能。同时由于MCP4018为RAM存储器,因此每次上电时需要重新初始化输入A4982需要的参考电压。
在运动电机反馈模块设计上,采用180DPI型号的光栅,光栅解码器为捷达750型。为了增加光栅解码器的稳定性与可靠性,设计了解码器与运动机构连接的接插件,很好地解决了解码器相对运动带来的干扰。光栅解码器骑行在固定到打印机身的光栅上。图6为光栅、解码器及接插件实物图。
光栅解码器在随各轴运动过程中,便可获取包含运动信息的正交脉冲信号。正交脉冲信号包含两路相差90°的脉冲信号,通过判断两路信号的前后顺序便可确定电机运动方向。通过对脉冲信号的计数可获取电机的位置信息,通过核心芯片的计时功能和简单的算法即可实现对电机加减速的反馈。
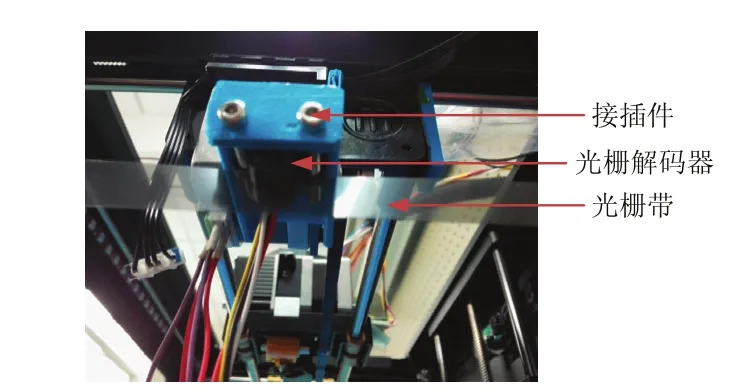
图6 反馈回路实物图
由于反馈回路较长,反馈信号衰减、干扰严重,因此在获取正交脉冲信号后,设计了如图7所示的隔离、滤波电路。这样既增强了反馈信号,也保护了主板电路。
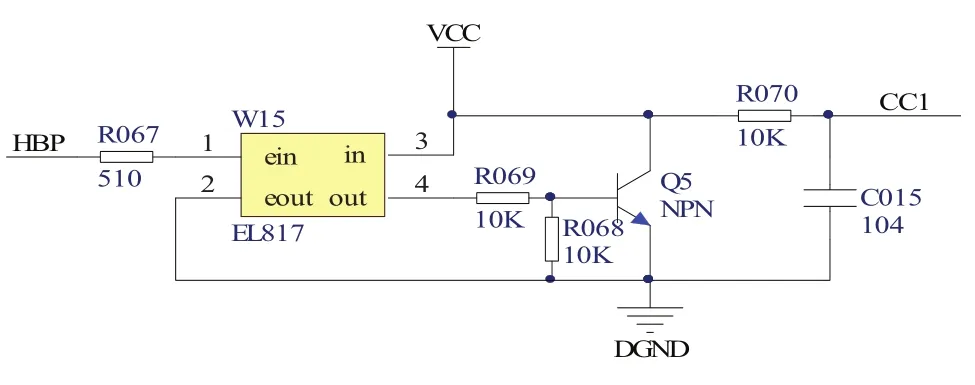
图7 隔离、滤波电路
由于Z轴电机运动方式较固定,它对成形精度影响不大,因此没有加入Z轴反馈。X、Y轴经过处理后的反馈信号输入到DSP的两个QEP电路,QEP电路可以对固定在电机上的光栅解码器产生的正交编码脉冲A、B路信号进行解码和计数,从而获得电机的位置和速率等信息。
2.2 闭环电机控制模块软件设计
本控制系统的软件采用模块化设计思想,包含的模块有系统模块、温控模块、驱动模块、反馈模块和通讯模块。五大模块相互作用,协调工作,共同完成打印机的协调运动,如图8所示。本设计是在原设计基础上,加入了反馈模块并完善了驱动模块。因此,本文主要介绍这两部分的设计。

图8 软件部分结构
2.2.1 驱动模块软件设计
驱动模块包括X、Y、Z轴运动电机和送丝电机的驱动。本设计使用PWM模式实现对电机的驱动,DSP2812的每个事件管理器都可以同时产生8路脉宽调制(PWM)信号,其中3个比较单元产生3对互补的PWM波形。为了避免各轴运动产生干扰,这里使用事件管理器A的3个比较单元产生的3路互不影响的PWM波形控制X、Y、Z轴电机,即使用2812的GPIOA0、GPIOA2、GPIOA4作为驱动芯片的PWM信号输入引脚。使用事件管理器B的一个比较单元产生送丝电机需要的PWM信号,即使用GPIOB5引脚。它们分别使用通用定时器1和通用定时器3作为时钟基准。设计中定时器采用连续递增的计数模式,设置系统时钟为75M,选择高速时钟。设置比较单元值为定时器周期值的一半,即产生占空比为50%的PWM信号。驱动芯片需要的方向、启停信号通过对运动代码和反馈信息共同决定,然后通用I/O接口输出到驱动芯片。
2.2.2 反馈模块软件设计
反馈模块软件包括温度反馈,限位处理和QEP电路。温度反馈信号是通过温度处理芯片MAX6675处理后送入DSP,然后对接收到的数据进行移位、转换得到实际的温度值,再与设定的挤出温度进行比较决定是否加热。这里设定的挤出温度为220℃~225℃。限位信号为三个轴的限位开关反馈的I/O信号,为挤出头初始定位信号与异常处理信号。
QEP电路为正交编码脉冲(QEP)信号处理电路,光栅解码器反馈的信号即为正交编码脉冲,通过QEP电路的处理形成控制驱动芯片的信号。DSP2812的每个事件管理器都有一个QEP电路,最多可同时处理两路QEP信号。由于Z轴运动较少且比较规律,所以其对成形误差影响不大,因此设计中只加入了X、Y轴反馈。X轴反馈信号通过GPIOA8、GPIOA9接入事件管理器A,Y轴反馈信号通过GPIOB8、GPIOB9接入事件管理器B。它们作为基准时钟分别输入通用定时器2和4,通过禁用捕获功能来使能QEP,检测方式设置为上升沿检测。通过实验测得,打印机运动的极限位移计数值不超过9000,远小于定时器的最大计数值,定时器设定为定向增计数模式,因此程序中只考虑计数值有没有超过计数极限值,若超过了则将原计数个数保存,加上新的计数值即为电机位移值,若没有则总的计数个数代表电机的位移值。通过逻辑转换则可得到电机相对位移量,再与设定值比较得到控制信号。
3 实验验证
在搭建好的原型机平台基础上,完成了软硬件的改进设计,然后进行了调试实验。通过工艺实验研究发现,当送丝速度设为100mm/min,扫描速度设为20mm/s、层厚的最佳取值为0.1mm、喷嘴与底板之间的距离设置为0.15mm左右时,这样能获得最佳的打印效果,如图9所示。通过改进设计增加了电机控制精度,实现了电机的精确控制。

图9 改进后系统打印效果图
4 结论
本文介绍了FDM控制系统中步进电机的精确控制方法设计与实现。通过对硬件系统、软件编程和相关的打印参数的改进设计,完成了步进电机的闭环控制,实现了对步进电机的精确控制。实验结果表明,采用本文提出的控制系统,能提高打印精度、简化控制算法,这对FDM的普及具有重要的意义。
[1]Bellini Anna.New developments in fused deposition modeling of ceramics[J].Rapid Prototyping Journal.2005,11(4):214-220.
[2]Iagar A, Sora I, Radu D, et al.Technological practicability of the numerical modeling of induction heating process in steel pieces[J].REVISTA DE METALURGIA,v45,n1,February,2009:20-25.
[3]陈明,王从军,张李超.熔丝沉积快速成形的控制及软件系统的研究[J].计算机工程与应用,2004,40(29):1-2.
[4]朱利松,叶春生,黄树槐.FDM快速成形系统的控制系统研究[J].机床与液压,2005,11(1):28-29.
[5]张军伟,叶春生,莫建华,张鸿平.基于ARM的FDM控制系统[J].仪表技术与传感器,2011,1(1):28-29.
[6]张军伟.基于ARM的溶丝沉积成形机控制系统[D].武汉:华中科技大学,2011:1-2.
[7]张怡,刘成刚,邢登鹏.小型仿人机器人电机控制系统的设计与实现[J].计算机工程,2009,35(24):247-248.
[8]张劲松,许殿国.步进电机开环控制系统的微机实现[A].第九届全国电气自动化、电控系统学术年会论文集[C].1998,10.
