SAUTER刀塔常见故障诊断与排除
2015-10-14谢晓红
谢晓红
(广东省机械技师学院,广东广州510450)
SAUTER刀塔常见故障诊断与排除
谢晓红
(广东省机械技师学院,广东广州510450)
刀塔性能状态直接影响数控车床的工作状况,带动力刀具的刀塔保养、故障诊断及维修对数控车床的影响是至关重要的。通过数控车床中带动力头的刀塔进行结构分析及保养要求分析,阐述了SAUTER刀塔常见故障与排除方法,并通过典型实例说明排除故障的方法。
刀塔;保养;故障分析;排除方法
0 引言
数控机床是集机、电、液、气、计算机、自动控制及光电测试技术为一身的光机电一体化产品。目前许多企业和高职院校进口欧洲生产的数控车床和车削中心,大部分设备安装带动力刀头的刀塔。进口数控机床在使用中会出现各种各样的故障,尤其是动力刀塔作为数控车床的重要功能部件,如何让机床保持正常工作状态,如何迅速排除故障,对于数控维修人员来说,是必须掌握和解决的技术问题。本文以德国SAUTER动力刀塔为例,对刀塔进行结构分析及保养要求,重点研究SAUTER刀塔常见故障与排除方法,并通过典型实例说明排除故障的方法。

图1 刀塔主体

图2 刀盘与箱体连接
1 刀塔工作特征
1.1刀塔结构
刀塔主体结构分为箱体、法兰(离合器)、刀盘和端盖四个部分,其中箱体与法兰之间通过液压阀控制其连接或分离。液压控制时处于离合器处于分离状态,刀盘进入换刀准备,无液压时离合器闭合,锁住刀盘,如图1-3为刀塔的主体结构图[1]。

图3 端盖与法兰之间齿轮连接
1.2刀塔转动
(1)刀塔转动方式。刀塔在数控车床的动作主要体现为换刀动作和动力刀头的转动,其中换刀动作和动力刀头的转动都由同一伺服电机带动;通过不同齿轮啮合,电机工作的电机轴芯转变成两根轴分别传递动力,一轴命名为换刀轴,另一轴命名为动力轴。如图4、图5所示。

图4 动力轴与换刀轴连接实物图

图5 电机轴结构
(2)电机轴结构。电机轴包括连在一起的两个轴套,外圈传递动力轴,内圈传递换刀轴;其中电机轴与动力轴是永久的连接,而电机轴与换刀轴是通过液压阀控制切换工作,并由一个传感器控制分离,另一个传感器控制连接,这样就实现了一个伺服电机控制刀塔实施换刀功能和动力刀头的C轴功能。
1.3刀塔保养
在设备保养正常的情况下,同时遵循规定的运行条件、额定负载和无碰撞发生等,SAUTER刀塔工作寿命可达8百万次运行或近5年工作寿命,动力刀头工作寿命可达8 000小时。因此,为了确保刀塔运行保持正常寿命,机床维修人员应制订刀塔保养计划,相关人员按计划认真实施,做好内部保养,具体内容如表1所示。

表1 SAUTER刀塔检查项目和保养内容
2 刀塔常见故障诊断及排除
2.1刀塔常见故障与纠正
设备维修其实质包括以下项目:清洁、检查、评判和修复,其中清洁、检查和设备判断作为设备保养环节也属于维修之前的工作环节。设备维修开始之前要做的准备工作:关掉机床电源,刀塔卸压,以及设备进行清洁。
表2所示为SAUTER刀塔常见故障、原因和纠正方法[2]。

表2 刀塔常见故障和纠正方法

图6 刀塔换刀部件的零位
2.2维修典型案例—刀盘没有停在指定位置
2.2.1刀盘换刀工作原理
刀盘换刀时刀塔伺服电机转一圈,刀盘转动一个刀位。为了保证动力刀头和换刀时电机都有一个正确的位置,在换刀传动齿轮、动力齿轮和伺服电机传递齿轮上都有一个零位,安装时必须要把这三个零位统一到一条线上,换刀系统才能正确工作,如图6所示。
刀盘换刀过程的正确控制如下。
(1)换刀前,电机首先找到零位,反馈PLC零位找到,PLC控制三个液压阀工作,为换刀做准备:1)电机轴与换刀轴之间液压阀工作,传感器S4=0、S5=1;2)动力轴和动力头之间液压阀工作,传感器S6由1变成0;3)箱体与法兰之间液压阀工作,法兰离合器分离,刀盘处于自由状态。可以参考图7刀塔工作状态监控图。
(2)换刀时,传感器反馈PLC所有位置正确,PLC开始控制电机执行换刀,电机转一圈刀盘转一个刀位,刀盘转到新刀位。
(3)换刀后,电机传感器反馈PLC动作完成,PLC控制各液压阀工作,动力刀头传递动力作准备:1)电机轴与换刀轴之间液压阀工作,传感器S4=1、S5=0;2)动力轴和动力头之间的液压阀工作,传感器S6由0变成1;3)箱体与法兰之间的液压阀工作,连接法兰刀盘处于锁紧状态。
(4)S4=1、S6=1、S5=0为动力刀头工作状态;S4=0、S6=0、S5=1为换刀工作状态。
(5)刀塔中传感器S1是刀塔回零时检测1号刀位,S1=0为1号刀位;传感器S10是检测电机轴与换刀传递齿轮之间的连接与脱离,连接(旋转)为1,脱离停止为0(注:正常工作时电机一直是转动的,所以S10一直为1状态)。
2.2.2刀盘位于错误位置的维修方法
在了解和掌握刀盘换刀原理和控制过程之后,刀盘换刀时突然按下急停或卡刀时会使刀盘处于错误位置,可以在显示屏上调出换刀机构监视画面:MESSAGE-DIAGNOEMCO-Werkzeugwender1-MT45 MT65 TCH-换刀机构画面,如图7所示[3],按照下节介绍的操作步骤解决此类问题。

图7 刀塔工作状态监控图
3 解决刀盘错位的工作步骤
(1)在监视画面下显示的情况是S4=0、S5= 1,并出现报警信号。

图8 手动调整刀盘零位
(2)解决办法是手动复位刀盘,使动力轴传动齿轮零位调零(指向三点钟的方向),方法如下:1)打开参数锁:按两下Off/Set键;2)选择MDI模式和打开数据保护锁;3)把PARAM.SCH⁃ REIBEN设为1;4)屏闭报警信号:CAN+RESET键同时按下;5)修改K10和K20号参数:打开刀盘,打开刹车,按SYSTEM+PMC+PMCPRM+KEE⁃PRL键找到参数表,按上下键修改参数K10.7=1、K20.0=0、K20.2=0号;6)关机-开机,刀塔回零,不会有其他动作;7)调出换刀机构监视画面(过程略):手动关闭刀盘使其自由状态;8)按Tool disk on键,手动激活电机轴与换刀轴离合器脱离S4=1、S6=1、S5=0;9)手动调整刀盘到零位,刀盘上有零位标记,成一直线,如图8所示;10)到零位后S1=0;11)调整动力刀头的零位:①按Tool disk on键,手动激活电机轴与换刀轴离合器闭合S4=0、S6=0、S5=1;②关闭AUX;③调整动力刀头,预先将刀头的零位错位,伸出保险环,再转动动力刀头使其到零位,指向三点钟的方向,调整好后用再用动力刀头去校核,但要把刀头的零位对准退出保险环,齿轮能伸进去,如图9所示(注:可用内六角板手来调整)。

图9 动力刀头零位调整
(3)手动调整好后,用监视画面去检测,如图10和图11所示。
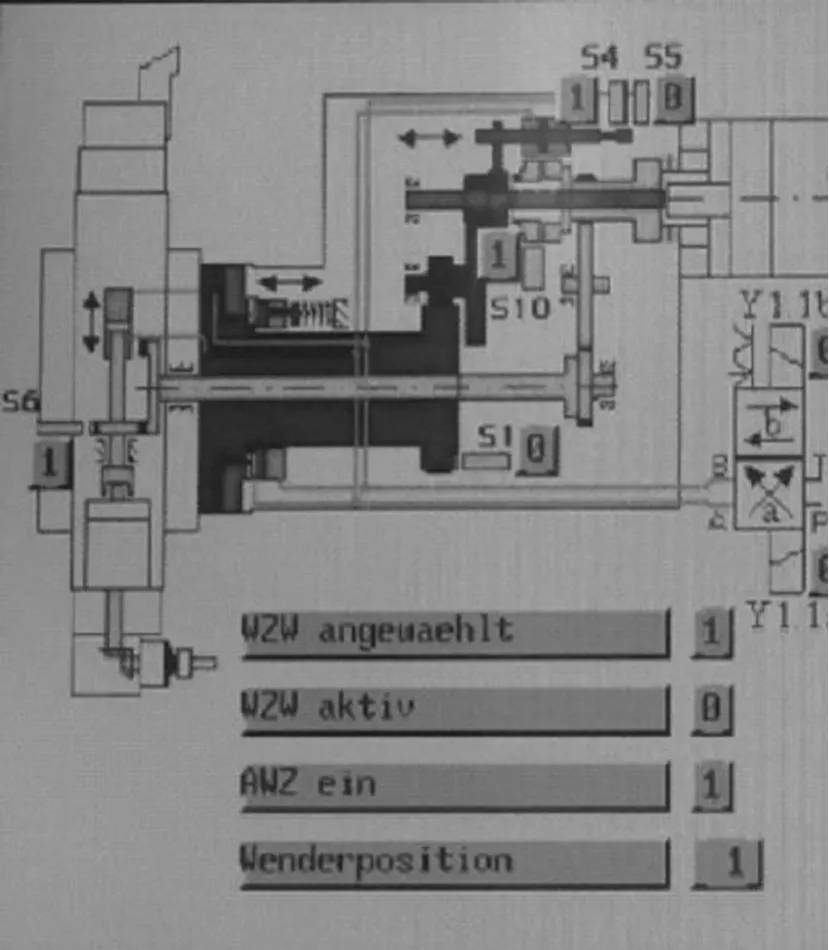
图10 电机轴与换刀轴脱离状态

图11 电机轴与换刀轴闭合状态
4 小结
(1)本文主要针对德国SAUTER刀塔的结构特征、工作方式和故障发生与解决方案进行分析、研究,同时提出解决方法,可供其他带动力刀具的刀塔维修参考。
(2)在正常工作中,刀塔的日常维护保养和保证工况情况下使用是非常重要的。作为一名机床操作人员,每天都要进行清洁、润滑、检查和保养,养成持之以恒的保养习惯,会减少故障发生的机会。
1)手动打开刀盘工作状态,重新初始化一次;
2)按drive toolon键,手动激活电机轴与换刀轴离合器脱离S4=1、S6=1、S5=0;
3)按tool diskon键,手动激活电机轴与换刀轴离合器闭合S4=0、S6=0、S5=1;
4)如果2)和3)两步都达到要求,刀塔可以正常工作,否则重新调零。
[1]EMCO GROUP.EMCO MAXXTURN 65操作说明书[Z].2008.
[2]EMCO GROUP.EMCO MAXXTURN 65电气控制说明[Z].2008.
[3]SAUTER Controls GmbH.SRUTER Operating Instruction[Z].2010.
Common Faults Diagnosis and Elimination of the SAUTER Turret
XIE Xiao-hong
(Guangdong Machinery Technician College,Guangzhou510450,China)
Turret with driven tool affects work status of CNC turning machine,so maintenance,faults diagnose and repair of turret with driven tool are very important.This paper expounds SAUTER turret common fault and remedy methods by composition analyzing and maintenance with turret driven tool,and also explains these through the typical example.
turret;maintenance;fault analysis;remedy
TG502.39
A文献标识码:1009-9492(2015)12-0078-05
10.3969/j.issn.1009-9492.2015.12.022
谢晓红,女,1967年生,湖南双峰人,大学本科,讲师。研究领域:机械制造与装配。已发表论文10篇。
(编辑:向飞)
2015-10-11
