乌桕籽粗脂肪提取工艺条件的优化
2015-10-10刘旭辉甘誉静杨燕丽苏盛牟光福
刘旭辉,甘誉静,杨燕丽,苏盛,牟光福
(河池学院 化学与生物工程学院,广西 宜州 546300)
乌桕(Sapium sebiferum)为我国原生树种,分布广,品种多,树形优美,经济价值高,其根、茎、叶均可入药,可治疗多种疾病[1-3];种子含油量高,是我国四大木本油料植物之一[4-6]。我国栽培利用乌桕已有1500多年的历史[3],因其材质好,为高档建筑、造船、家具、雕刻和精密模具的优质材料。
乌桕籽即成熟的乌桕种子。目前,对乌桕籽的研究主要是利用其梓油制备生物柴油[7-8],以乌桕脂为原料提取类可可脂[9]。植物油是提炼生物柴油的主要原料[10],而制造生物柴油的关键问题是原料和制备方法问题。与化石燃料相比,从生物质中获取的燃料,其最大优点是来源广泛及可再生。乌桕是一种常见的木本油料植物,乌桕籽油脂用途广泛,既可制作生物柴油,也可作为其他化工原料,综合利用价值高[11]。因此,乌桕籽的开发利用引起了人们越来越多的关注。对乌桕籽粗脂肪提取工艺条件的优化及深入探讨,可以为乌桕的合理开发利用提供更丰富的资料和技术支持。
1 材料与方法
1.1 样品采集及处理
2013年12月10日至15日,选择晴朗的天气,在河池学院西校区采摘树龄约30 a的成熟乌桕果实,把果皮和种子分开,将乌桕籽放入60℃的电热恒温鼓风干燥箱中烘干,置阴凉处密封保存。实验前,选出饱满、无虫蛀乌桕种子,用粉碎机粉碎,过20目标准筛,烘干至恒重,密封保存,备用。
1.2 仪器与试剂
仪器:SZC-101型自动脂肪测定仪(上海纤检仪器有限公司),FZ102型微型植物粉碎机(天津市泰斯特仪器有限公司),AL204型电子天平(梅特勒-托利多仪器(上海)有限公司),XMTD-8222型电热恒温鼓风干燥箱(上海精宏实验设备有限公司)。
试剂:无水乙醇(天津市北联精细化学品开发有限公司),石油醚(沸程30~60)(天津市福晨化学试剂厂),正己烷、乙酸乙酯(广州新建精细化工厂),乙醚(四川西陇化工有限公司)。以上试剂均为分析纯。
1.3 乌桕籽粗脂肪提取的方法及工艺流程
1.3.1 提取方法
目前,粗脂肪的提取方法主要有水剂法[10]、超声提取法[12]、超临界 CO2萃取法[13]、快速脂肪提取法[14]、压榨法、离子液体提取法、超临界流体提取法、超声波辅助提取法、微波辅助提取法[15]、索氏浸泡抽提法、Tecator索氏脂肪提取仪法[16]等。本实验对乌桕籽粗脂肪的提取采用索氏抽提法,因自动脂肪测定仪集样品浸泡、粗脂肪抽提、加热、冷凝、溶剂回收、脂肪烘干于一体,具有操作方便、省时、省力等优点,故选用该法。
1.3.2 工艺流程
乌桕籽粗脂肪提取的工艺流程比较简单,具体步骤如下:
样品称重→置于折叠好的滤纸筒中→浸泡-提取→回流→烘干→干燥器中冷却至室温→称重→105℃烘0.5 h→冷却至室温→称重,最后两次质量差不超过0.0002 g[17]。
1.4 计算方法
粗脂肪提取率(%)=(乌桕籽粗脂肪质量/乌桕籽质量)×100%
1.5 单因素试验
考察了溶剂种类、溶剂浓度、提取时间、提取温度、料液比等因素对乌桕籽粗脂肪提取率的影响,每个实验均做3个重复。具体实验步骤如下:
1.5.1 溶剂对乌桕籽粗脂肪得率的影响
准确称取15份质量为2.0000 g的乌桕籽样品,分别用80 mL的正己烷、无水乙醇、乙酸乙酯、石油醚和乙醚做提取剂,在55℃温度下浸泡90 min,80℃温度下提取90 min,105℃烘干2 h,称重,再烘0.5 h,再称重,如此反复直至恒重,考察不同溶剂对乌桕籽粗脂肪提取率的影响。
1.5.2 乙醇浓度对乌桕籽粗脂肪得率的影响
选定乙醇做提取剂,准确称取15份质量为2.0000 g的乌桕籽样品,分别用80 mL浓度为75%、80%、85%、90%、100%的乙醇溶液,在55℃温度下浸泡90 min,80℃提取90 min,105℃温度下烘干2 h,称重,再烘0.5 h,再称重,如此反复直至恒重,考察不同乙醇浓度对乌桕籽粗脂肪提取率的影响。
1.5.3 提取时间对乌桕籽粗脂肪得率的影响
准确称取15份质量为2.0000 g的乌桕籽样品,用80 mL无水乙醇做提取剂,在55℃温度下浸泡90 min,80 ℃温度下,分别提取 30 min、60 min、90 min、120 min、150 min,105 ℃烘干2 h,称重,再烘0.5 h,再称重,如此反复直至恒重,考察不同提取时间对乌桕籽粗脂肪提取率的影响。
1.5.4 温度对乌桕籽粗脂肪得率的影响
准确称取15份质量为2.0000 g的乌桕籽样品,用80 mL无水乙醇在55℃温度下浸泡90 min,然后分别在80℃、85℃、90℃、95℃、100℃温度下提取90 min,在105℃下烘干2 h,称重,再烘0.5 h,再称重,如此反复直至恒重,考察不同提取温度对乌桕籽粗脂肪提取得率的影响。
1.5.5 料液比对乌桕籽粗脂肪得率的影响
准确称取 15 份质量为 2.0000 g 的乌桕籽样品,以无水乙醇为提取剂,按 1∶20、1∶25、1∶30、1∶35、1∶40(g/mL)的料液比,分别在55℃温度下浸泡90 min,在80℃温度下提取90 min,考察料液比对乌桕籽粗脂肪提取率的影响。
1.6 正交试验设计
在单因素试验结果的基础上,筛选最佳的提取剂,选择提取剂浓度、提取时间、提取温度和料液比作为考察因素,每个因素设计3个水平,以乌桕籽粗脂肪提取率为考察指标,设计L9(34)正交实验[17-18],确定其最佳提取工艺条件。
1.7 数据分析
数据处理用Microsoft Excel 2003、Origin 7.0和正交设计助手Ⅱ等软件进行,实验设3个重复,结果取平均值。
2 结果与分析
2.1 单因素试验
2.1.1 不同溶剂对乌桕籽粗脂肪提取得率的影响
不同溶剂提取乌桕籽粗脂的得率大小排序为:乙醇>乙酸乙酯>正己烷>石油醚>乙醚(见图1)。由此可见,以乙醇作为乌桕籽粗脂肪的提取剂效果比较好。

图1 不同溶剂对乌桕籽粗脂肪得率的影响
2.1.2 乙醇浓度对乌桕籽粗脂肪得率的影响
不同浓度乙醇(75% ~100%)提取乌桕籽粗脂肪的得率见图2。由此可知,随着乙醇浓度的增加,粗脂肪的提取率逐步增大。75%乙醇的提取率最低(8.76%),无水乙醇的提取率最高(37.82%),两者相差甚大。

图2 乙醇浓度对乌桕籽粗脂肪得率的影响
2.1.3 提取时间对乌桕籽粗脂肪得率的影响
从图3可以看出,随着提取时间的延长(30~90 min),乌桕籽粗脂肪得率逐步增加,提取时间为90 min达到最大值(37.53%),之后,随着提取时间的延长(90~150 min),粗脂肪得率缓慢降低。

图3 提取时间对乌桕籽粗脂肪得率的影响
2.1.4 提取温度对乌桕籽粗脂肪得率的影响
从图4中可以看出,乌桕籽粗脂肪的得率随提取温度的升高(80~100℃)而提高,但是结果变化不明显。
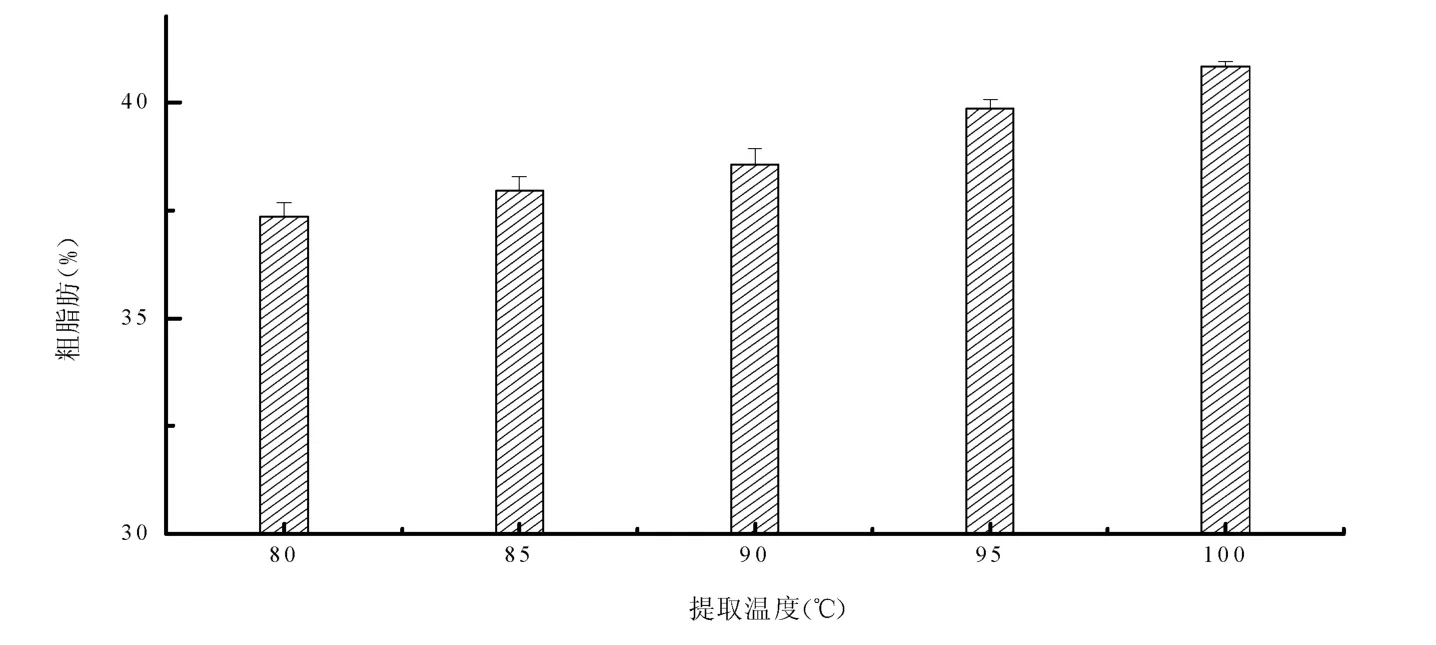
图4 提取温度对乌桕籽粗脂肪得率的影响
2.1.5 料液比对乌桕籽粗脂肪得率的影响
从图5可以看出,在提取初期,乌桕籽粗脂肪的得率随料液比增大(1∶20~1∶35)而提高,料液比为1∶35时,其得率达到了最大(37.32%),之后,随着料液比的增加(1∶35~1∶40)其得率反而降低。

图5 料液比对乌桕籽粗脂肪得率的影响
2.2 正交试验
正交试验方案见表1,正交试验结果见表2。

表1 L9(34)正交试验因素水平表
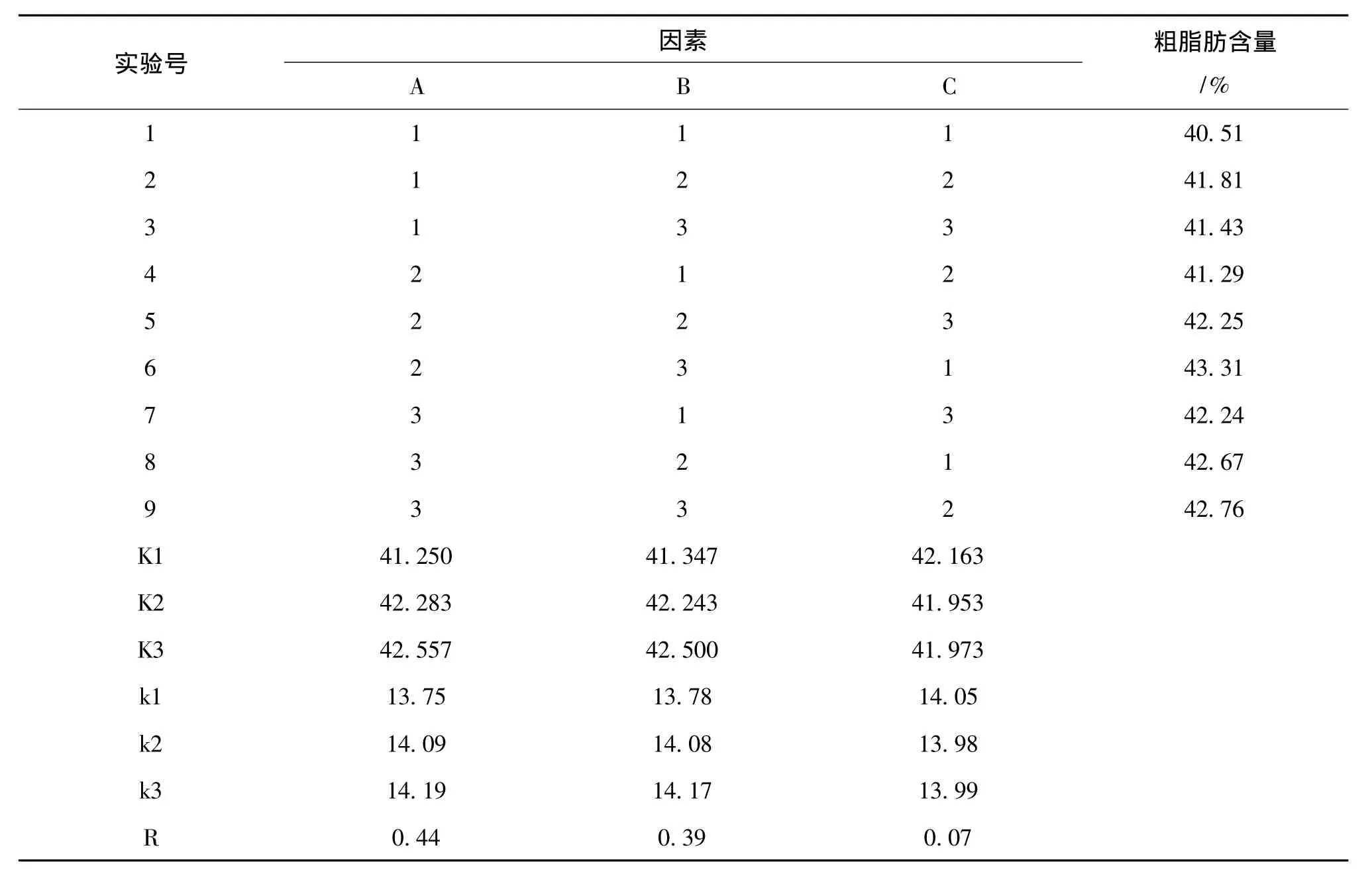
表2 正交试验结果
由表2可以看出,第6个实验方案(A2B3C1)乌桕籽粗脂肪提取率最大,但是该实验方案却不是最佳的提取工艺条件。对表2中的极差(R)进行分析结果表明,对乌桕籽粗脂肪提取得率影响最大的因素是提取温度,其次是提取时间,影响最小的是料液比,即三个因素对乌桕籽粗脂肪提取率影响大小顺序为:A>B>C。因此,在做粗脂肪提取实验时,特别要注意把握好提取温度和提取时间。从对表2中Ki和ki数值的比较分析中可知,乌桕籽粗脂肪提取的最佳工艺为A3B3C1,即提取温度为100℃,提取时间为120 min,料液比为 1∶25。
2.3 工艺的验证实验
为了考察上述工艺条件的稳定性,按该工艺的最佳条件A3B3C1,即在温度为100℃,提取时间为120 min,料液比为1∶25的条件下进行5组(共15次)重复性实验,分别提取乌桕籽的粗脂肪,计算其得率,再计算其RSD值。结果见表3。
由表3可知,在此工艺条件下,乌桕籽粗脂肪的平均得率为43.28%,与正交试验中的最大得率相差甚小,RSD为0.112%,说明该工艺稳定。
3 讨论
在单因素试验中,之所以最后选择乙醇作为提取剂,不仅是因为乙醇作为提取剂时乌桕粗脂肪的得率最高,而且乙醇是一种无毒、价廉的溶剂。从实验结果可以看出,随着乙醇浓度的增大,乌桕籽粗脂肪提取的得率也逐渐提高,说明在料液比不变时,高浓度的提取剂对粗脂肪提取更为有利。从提取时间对乌桕粗脂肪提取得率的影响来看,并非时间越长越好,其原因可能是随着提取时间的增加,提取剂(乙醇)会有一定的损失,从而导致粗脂肪得率降低。在粗脂肪提取的过程中,随着提取温度的增高,分子的热运动不断加快,从而加快了传质运动,使得乌桕籽粗脂肪的提取率也逐渐提高。浓度差作为脂肪浸出的主要推动力,在料液比较低的时候,溶剂不能完全浸泡乌桕籽,因而粗脂肪的提取率比较低;随着料液比的逐渐增大,乌桕籽样品逐渐被溶剂浸泡,使得两相中目标成分浓度差不断增大,扩散推动力不断加强,提取率自然提高;当料液比为1∶35时,乌桕籽粗脂肪的提取率最高(37.32%),但随着料液比的进一步加大,粗脂肪的得率反而降低,其原因有待研究。
运用索氏回流法提取乌桕籽粗脂肪的正交试验中,可选择的因素很多,实验中常常采用乙醇、乙醚或石油醚等溶剂作为浸提剂,因乙醇使用方便,比较安全,对环境无污染,易于回收再利用,因此普遍选用乙醇作为提取剂。大量的相关研究表明,提取温度、提取时间和料液比会对脂肪的提取产生一定的影响。因此,本实验将提取温度、提取时间和料液比这3个因素作为正交试验的影响因子。
在正交试验中,KA1、KA2、KA3是不相等的,说明A因素的水平变动对试验的结果是有影响的。因此,根据KA1、KA2、KA3的大小可判断出A1、A2、A3对试验指标的影响大小。由于试验指标为乌桕籽粗脂肪提取得率,而KA3>KA2>KA1,所以A3为A因素的优水平。同理可得B3、C1分别为B、C因素的优水平,因此本试验的最优水平组合为:A3B3C1。
4 结论
根据以上试验结果及分析讨论,可以初步得到以下结论:利用无水乙醇作为乌桕籽粗脂肪的提取剂,最佳的提取工艺条件为:提取温度100℃,提取时间为120 min,料液比为1∶25,乌桕籽粗脂肪的提取得率为43.28%,此提取工艺条件稳定性,重复性好。
[1]陈景震,张良波,李培旺.乌桕开发利用研究进展[J].湛江师范学院学报,2012,33(3):110-112.
[2]彭小列,易能,程天印.乌桕的药用成分与药理作用研究进展[J].中国野生植物资源,2008,27(3):1-2.
[3]王洋,姜卫兵,魏家星,等.乌桕的园林特性及开发应用[J].广东农业科学,2013(15):64-67.
[4]刘火安,姚波.乌桕油脂成分作为生物柴油原料的研究进展[J].基因组学与应用生物学,2010,29(2):402-408.
[5]霍光华,高荫榆,陈明辉.乌桕叶抑菌活性功能成分的研究[J].食品与发酵工业,2005,31(3):52-56.
[6]金莹,郭康权,程联社.超临界CO2流体萃取乌桕籽皮油的研究[J].陕西科技大学学报(自然科学版),2008,26(1):53-56.
[7]刘云,商伟胜,辛红玲,等.乌桕梓油酶法制备生物柴油的研究[J].应用化工,2008,37(9):977-980.
[8]Gao Y Y,Chen W W,Lei H,et al.Optimization of transesterification conditions for the production of fatty acid methyl ester(FAME)from Chinese tallow kernel oil with surfactant- coated lipase[J].Biomass Bioenergy,2009,33(2):277 -282.
[9]冯春发,彭素萍.以乌桕脂为原料提取类可可脂[J].化学工业与工程,1988,5(1):40-45.
[10]刘玉环,马雯,王允圃,等.乌桕籽油钾皂微波脱羧制备可再生烃类燃料[J].化工进展,2013,32(10):2361-2366.
[11]张卫明,史劲松,顾龚平,等.能源植物资源的研究和开发[J].中国野生植物资源,2007,26(3):8-13.
[12]户业丽,严旭优,程波,等.超声法提取人工养殖鲟鱼精巢中脂肪工艺的研究[J].中国食品添加剂,2010(5):205-209.
[13]于基成,齐小辉,郭乃菲,等.超临界CO2萃取GC/MS法测定板栗中脂肪酸[C]∥中国食品科学技术学会第六届年会暨第五届东西方食品业高层论坛论文摘要集,2009:161-162.
[14]于彩云,王述彬,刘金兵,等.辣椒籽脂肪的快速提取与脂肪酸分析[J].食品科学,2012,33(12):259-264.
[15]霍彦龙,胡金山,李红霞.油脂提取及脂肪酸分析方法评述[J].河北联合大学学报(自然科学版),2013,35(2):104-106.
[16]张凤枰,冉莉,张蓉健,等.粮食、油料及饲料粗脂肪测定方法比较[J].粮食储藏,2004,32(5):42-44.
[17]范云场,李静静,缪娟,等.罗汉果籽油提取的工艺优化[J].食品工业科技,2014,35(2):239-241.
[18]覃勇荣,刘欣,黄光兵,等.无患子总皂苷提取工艺条件优化及天然洗涤剂研制[J].北方园艺,2013(16):143-148.