离合器从动盘总成端面跳动校正工艺的研究
2015-09-28湖北三环离合器有限公司方向东
湖北三环离合器有限公司 方向东
离合器从动盘总成端面跳动校正工艺的研究
湖北三环离合器有限公司 方向东
0 前言
离合器从动盘总成俗称离合器片,工作时,通过与压盘总成的分离、结合,实现将发动机动力切断、传输至变速箱的功能。
离合器从动盘总成端面跳动超差,会导致离合器不分离、发抖等失效模式发生,从而引起顾客的抱怨和投诉。
现以乘用车H03产品展开研究。
1 现状
(1)H03产品端面跳动尺寸规范要求为0.7max,控制方法;偏摆仪+百分表,100%全检,一次下线合格率约70%。
(2)一次下线不合格品采用专用板手校正返工(见图1),此方法为国内外离合器行业普遍采用的校正工艺方法。
(3)售后:主机厂客户投诉整车下线有发抖现象,经客户核查整车发抖H03产品从动盘总成端面跳动均超差,其中一件跳动高达1.1。
2 原因分析
H03从动盘总成端面跳动出厂前100%全检,故障件返回公司后复查,与客户检测数据基本一致,产品端面跳动是否有反弹现象?
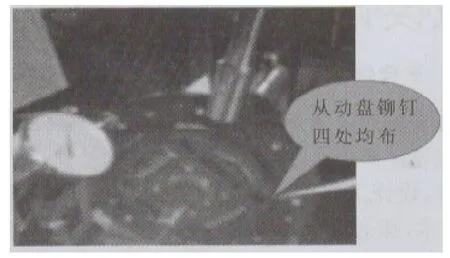
图1
挑选产品端面跳动一次下线合格件10件(表1)和经校正合格件10件(表2)进行反弹数据验证,验证数据如下:
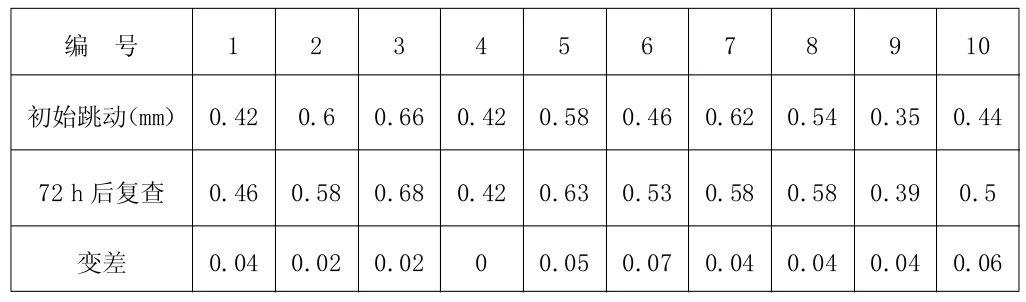
跳动一次下线合格件反弹数据表(表1)
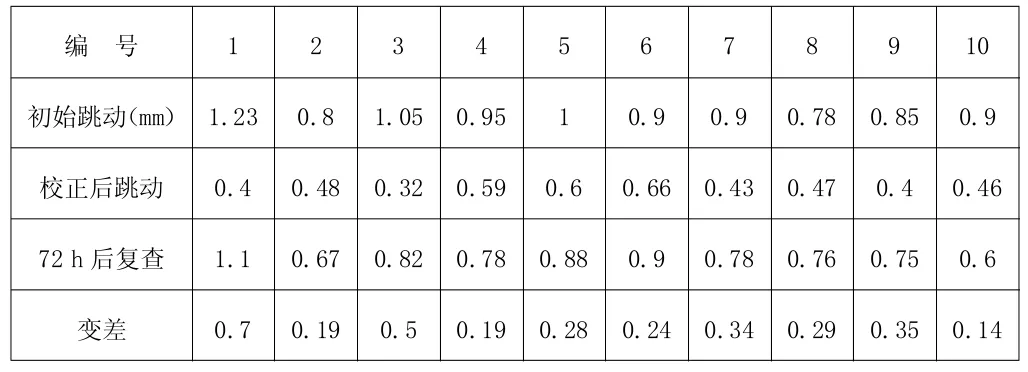
跳动校正合格件反弹数据表(表2)
表1数据最大变差为0.07,平均变差0.04,表2数据最大变差为0.7,平均变差0.32。
按上述方法,各统计100组数据,跳动一次下线合格件最大变差为0.07,平均变差0.04,跳动校正合格件最大变差为0.72,平均变差0.28。
综上所述,H03产品从动盘端面跳动不合格件主要为跳动校正件了,其造成跳动超差原因分析为:产品初始端面跳动超差,采用专用板手(见图1)将产品跳动最大点向反方向校正,使其中主要联接件波形片产生变形,满足产品跳动要求,因波形片材料为65Mn,从上述数据可以看出,校正后产品跳动存在反弹,校正产品作用波形片的变形为塑性变形。
3 措施及验证
措施(一),通过R&R分析,将产品端面跳动尺寸规范现场控制由0.7调整为0.6。
措施(二),对端面跳动最大点方位的从动盘铆钉(见图1)施加一定的静压力,使与波形片相联接的从动盘产生永久变形,永久变形量通过调整铆钉高度差(见图2)和液压机压力进行验证,设计制作校正整平模(见图3),使其满足产品端面跳动要求。
图2

图3
验证:

跳动校正整平模校正合格件反弹数据表(表3)
工艺过程能力分析:

R控制图
校正后极差在0.1以下,校正过程稳定

X控制图
校正后跳动均值在0.57以下,组间分布无规则,能满足过程控制技术要求。
3 结论
H03产品端面跳动工艺改进实施一年多的时间,没有收到客户关于跳动超差大质量问题的投诉,期间,并对此工艺横展其他产品的应用。
2015-11-02)
