无损检测在塑料制品中的应用研究
2015-09-19秦亚王进
秦亚 王进
【摘 要】综合分析了塑料制品在成型和使用过程中存在的缺陷及缺陷产生原因,指出成型工艺、原料因素等是其成型过程中产生缺陷的主要原因。无损检测是塑料制品质量保证的必要手段,对国内外用于塑料制品的几种无损检测方法进行比较,认为射线检测是塑料产品常见缺陷检测的有效方法。并介绍了射线检测技术的研究和应用。
【关键词】塑料制品 无损检测 应用
【Abstract】Reasons of formation of defects in plastic products during manufacturing process and service are analyzed, which can be attributed to the manufacturing process, poor quality of raw and processing materials. Non-destructive testing is an important method of insuring quality of the plastic product. Comparing with other nondestructive testing methods, the Radiographic testing can be considered an effective method of checking the common defects and damages in plastic, and its development of studying and application is introduced in this paper.
【Key Words】Plastic products; Non-destructive testing; Application
随着塑料工业[1,2]的迅速发展,塑料制品日益普及,其不仅密度低、比强度高,且具有优异的耐腐蚀性和绝缘性,现已广泛应用于各行各业,塑料制品作为高分子材料的主要产品,是当今人们日常生活和工业生产中不可缺少的,其[3,4]被广泛用于农业、工业、建筑、包装、国防尖端工业等各个领域。塑料加工业中,80%[5,6]采用注塑成型,由于成型材料、成型模具、注塑机、成型环境等多种因素的影响,注塑制品的内在及外观质量往往存在一定的缺陷。为确保塑料制品的安全使用,通过必要的无损检测方法控制塑料制品的质量是十分必要的。
1 塑料制品的缺陷
1.1 成型过程中产生的缺陷
塑料在成型[7]过程中由于原料、工艺、模具等的不完备性而产生缺陷,塑料原料的聚合方法、结构、分子量及分子量分布对产品性能有较大的影响,一般聚合度越大,平均分子量越高,制品的力学性能越好,耐低温、耐热及耐老化性能越高,但同时熔体的流动性差,粘度[8]高,成型加工困难,物料在机头内容易分布不匀,造成局部缺料。如果原料中水分含量高,则树脂的流动性差,容易粘着而产生凝聚,在加工中容易引起气泡,原料中的杂质对制品的外观影响较大,加工后在制品表面上形成疵点,还可能引起制品开裂。塑料颗粒大小不均也影响加工时添加剂的分布,而添加剂的分布不均易导致制品表面的缺陷[9,10]。
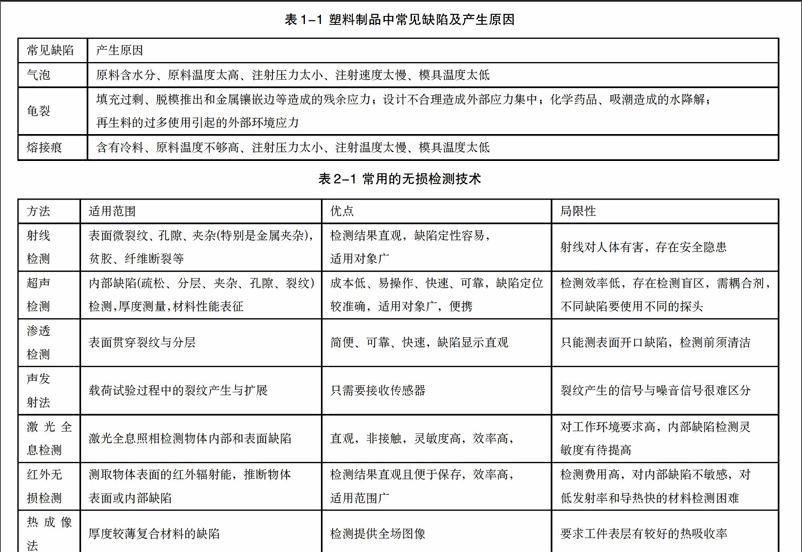
塑料制品中的常见缺陷现象有气泡、龟裂、焊接痕等。塑料管材[11]中常见的缺陷现象有光泽不良、表面水纹云纹、熔接痕、内外壁气泡、内壁裂纹、壁厚不均、弯曲等。塑料板材[11]中的常见缺陷现象有断裂、厚度不均匀、气泡、表面斑点、表面粗糙、翘曲等[12,13]。塑料制品中常见缺陷、产生原因如下表1-1:
配混料时的转速、温度会影响配混料中各组分的分散均匀性及配混料的凝胶化程度;螺杆转速不仅影响挤出量,也会影响熔融物料的流动性,转速过高,会引起物料塑化不良,制品表面粗糙、强度降低;机筒、螺杆和机头温度过低,物料在机筒内塑化不良,制品外观和力学性能较差,易形成熔接痕并影响强度,温度过高,会造成物料分解,产生变色、焦烧、气泡等。此外, 模具温度太低易出现气泡;模具排气不良,分流道、浇口太小,浇口离拼缝处太远等会产生熔接痕[14,15]。
1.2 使用过程中产生的缺陷
塑料制品在使用过程中由于受内外因素的综合作用,其性能会逐渐变坏,出现老化[16]现象,且一般塑料膨胀系数大,温度变形大,长期负重会有蠕变,容易变形。塑料制品缺陷或损伤的产生、扩展与积累会加剧塑料的老化,大大降低塑料制品的使用寿命,甚至会照成灾难性后果,因此塑料制品在使用过程中的定期检测极为重要,越来越受到人们的重视。
2 无损检测
近年来,科学技术的进步使无损检测技术获得了快速发展[18-20] ,不仅射线、超声等传统的检测技术进一步发展,还产生了激光全息干涉、激光超声、红外、声发射、微波、磁记忆、超声相控阵等众多的无损检测新方法、新技术[17,18]。无损检测[19,20]是利用声、光、电、磁等特性,在不损害或不影响被检测对象使用性能的前提下,检测被检对象是否存在缺陷或不均匀性,并对缺陷的类型、性质、数量、形状、位置、尺寸、分布及其变化做出判断和评价[21],进而判定被检对象所处的技术状态的所有技术手段的总称,是建立在现代科学技术基础上的一门应用型技术学科[22],其重要性已得到公认[23,24] ,具体体现在保证机器零件、最终产品的可靠性和安全性上[25,26]。
无损检测技术虽然发展历史较久,但每种方法既有优点也存在局限性,其在金属、复合材料应用较多,在高分子材料方面的应用处于起始阶段,通过查阅大量文献资料[27-30]总结出各方法适用范围及优缺点,以下为国内外常用的无损检测方法、适用范围及优缺点,常用的无损检测方法如下表2-1:
从上表可以看出,超声检测需要使用耦合剂,且很难检测出近距离缺陷;渗透检测只能检测表面开口缺陷;声发射检测必须把材料置于一定的载荷环境中,这对某些成品构件和装备好的产品是不现实的;激光全息检测对工作环境要求高,不利于现场检测,对内部缺陷检测灵敏度不高;红外检测费用高,对内部缺陷的形状和定位不精确;热成像法要求工件表层有较好的热吸收率。综合分析知射线检测结果直观易于观察和保存,且对缺陷定性容易,定量定位方便,现在发展起来的数字射线自动探伤系统可对塑料制品进行批量检测,故得出结论:射线检测是塑料制品最适合的无损检测方法。
3 塑料制品的射线检测
3.1 射线无损检测的特点
射线[31]是指波长较短的电磁波,或运动速度高、能量大的粒子流,射线在穿过物质的过程中将发生衰减而使其强度降低,衰减的程度取决于被检材料的种类、射线种类以及所穿透的距离。当把强度均匀的射线照射到物体上一个侧面时,由于各部位对入射射线的衰减不同,透射射线的强度分布将不均匀,采用照相、荧光观察等手段,通过在物体的另一侧检测射线在穿透物体后的强度分布,就可检测出物体表面或内部的缺陷,包括缺陷的种类、大小和分布情况。
射线检测[32](Radiographic testing, RT)是基于被检测件对透入射线的不同吸收来检测零件内部缺陷[33]的检测方法,其[34-36]几乎适用于所有材料,能直观地显示缺陷影像,便于对缺陷进行定性、定量分析,射线底片可长期保存,对体积型缺陷比较灵敏,但难于发现垂直射线方向的薄层缺陷,检测费用较高,同时射线对人体模型有害,需作特殊防护 [37]。最近几年数字X射线直接成像技术[38,39]发展十分迅速,从王晓飞等人[40-42]对X射线实时成像检测系统的研究可知,与传统的胶片成像相比,其有快速实时成像、安全环保无耗材等优点[43-46],赢得了很多企业的青睐。
3.2 射线无损检测的应用
沈振等人[47]提出了运用X射线照相对铝塑复合管中的缺陷进行检测的方法,该方法是将感光材料置于被检工件后面,利用穿透工件后强度不同的射线使胶片感光,得到黑度不同的底片,以此来评价工件内部缺陷。工件内部缺陷处衰减小,到达胶片的射线强度大,胶片感光强,底片黑度大;无缺陷处,衰减大,到达胶片的射线强度小,胶片感光弱,底片黑度小,从而在缺陷和缺陷周围形成黑度差,产生缺陷影像。据影像的形状和黑度情况可判别工件内部缺陷有无、大小、位置和形状等。该方法灵敏度高,直观可见,重复性好,结果可保存,适用于各种工件。
有资料[48]显示了一种对聚氨酯泡沫塑料的X射线检测方法,聚氨酯泡沫塑料是一种多泡性的低密度材料,对其工件内部单个气孔体积、金属和非金属夹杂物等有一定要求,需要进行X射线探伤,由于该材料密度低,X射线吸收系数小,因此必须选用软X射线进行透照。探伤时选用比利进三角牌D7型或性能相似的细微胶粒胶片,不使用增感屏。在聚氨酯泡沫塑料件中,除了均匀分布的二氧化碳外,还经常含有一些金属和非金属夹杂物,这些夹杂物的密度大于聚氨酯泡沫塑料的密度,在底片上以亮点的形式出现。
程刚[49]总结了数字射线照相成像技术在无损检测中的应用,他指出数字射线直接成像技术具有一系列的优势,可长期重复使用CR(Computed Radiography,计算机X射线成像系统)和DR(Digital Radiography,数字化X射线摄影系统)成像[50],射线有很好的感光灵敏度,利于环境保护,使用方便,且摄像处理比较便捷。通常情况下,数字射线照相技术有很多成像系统和成像方法:①底片扫描法:采用较高的分辨率来扫描射线照相底片,然后转换射线照相底片上的影像,使其成为数字图像,将生成的数字图像储存在计算机中,由监视器显示屏观察和评定。②CR成像系统:是将载体定义为一些可以记录的荧光成像板,激光可以将射线影像信息读出,后由扫描器进行扫描,计算机处理图像,可形成一个平面图像。③DR成像系统:将原来的工业射线胶片替换成了影像检测器,以便对 X 射线影像进行很好的捕获,且可以将其直接转化,计算机会进一步进行处理和储存。
美国Tietek公司[51]已经开发出一种材料出厂前的X射线检测系统,当被检材料通过X射线检测机器时,可同时生成多个X射线图像。检测结果由内部软件数字化并以图片形式显示在屏幕上。缺陷的位置与大小可通过屏幕上的图像估计,检测系统的内部软件决定缺陷的大小,位置和类型,允许用户确定生产产品是否合格,并为生产工艺调整提供信息。额外的专有软件可确定产品是否符合供应商和客户制定的规格。为确保缺陷检测的灵敏度,应通过已知的缺陷校正来满足相应标准,不同的尺寸和密度检测结果可能不同,这需要靠优化内部软件系统来完善。
4 展望
目前,我国塑料制品的无损检测处于起步阶段,未广泛应用于塑料制品缺陷的检测。射线检测、超声检测[52]是核心的无损检测方法,近年来,国内外各种无损检测方法迅速发展,在此基础上发展起来的数字射线照相成像技术[53],以其快速实时成像、安全环保无耗材等优点赢得众多企业的青睐。该项射线检测新技术有希望于为提高塑料制品质量,确保塑料制品使用安全性,做出重大贡献,并能促进塑料制品行业快速健康发展。
参考文献:
[1]廖正品.中国塑料工业现状与发展浅析[C].2007年“大橡塑”杯第六届全国橡塑技术与市场研讨会暨中国国际橡塑行业高峰论坛论文汇编.2007:10-17.
[2]廖正品, Jing Lee.中国塑料工业(2009)[J].国外塑料,2010,28(4):16-35.
[3]Kai H J Z. THE PRESENT SITUATION AND PROSPECT FOR THE DEVELOPMENT OF THE ENGINEERING PLASTICS INDUSTRY IN CHINA [J]. Engineering Plastics Application, 2000, 12: 14.
[4]Qingrui Y. Present status of research and application of strengthening and repairing technology with carbon fibre reinforced plastics (CFRP) and its outlook in china [J]. Industrial Construction, 2000, 10: 4.
[5]孙茂龙,任思晗,任继勤 等.塑料制品行业发展现状及研究[J].化工管理,2013,(3):46-49.
[6]廖正品.中国塑料行业发展现状浅析[J].聚氯乙烯,2006,(1):1-8.
[7]张田荣.塑料注塑制品典型质量缺陷的成因分析[J].模具技术,2012,(1):61-63.
[8]Chung-Chih Lin,Chieh-Liang Wu.Study molded part quality of plastic injection process by melt viscosity evaluation[J]. Advances in Materials Research, 2014, 3(2):91-103.
[8]李高达,浅谈塑料成型加工工艺[J].太原科技,2008,168(1):13-14.
[9]杨安,陈绚.注射成型塑料制品的常见缺陷及解决办法[J].南昌高专学报,2003,18(3):83-85.
[10]高峰,李海梅,申长雨 等.塑料管材和板材挤出常见缺陷及对策[J].工程塑料应用,2003,31(8):58-61.
[11]杨俊秋.常见注塑成型缺陷及解决办法[J].塑料制造,2011(12):82-85.
[12]高峰,等.塑料异型材挤出质量控制及常见异常现象分析与对策[J].工程塑料应用,2003,31(10):57-59.
[13]Wang Hongxun, Zhang Weifang, Liu Tianjiao.Composite Non-destructive Testing Technology[J].Advanced Materials Research,2014,977:38-41.
[14]唐桂云,王云飞,吴东辉,等.先进复合材料的无损检测[J].纤维复合材料,2006,23(1).
[15]杨育农,胡行俊,龚浏澄.塑料老化与防老化技术[M]. 北京:化学工业出版社, 2007.
[16]刘松平.无损检测新技术——永恒的发展主题[J].无损检测,2004,26(9):32.
[17]Zhou Le,Zhang Zhiwen.Non-destructive Testing and Its New Technology [J]. Journal of Chongqing Institute of Technology, 2006, 20(8):46-48.
[18]刘徐.无损检测技术及其发展方向[J].电大理工,2014,(2):18-19.
[19]李家伟,陈积懋 等.无损检测手册[M].北京:机械工业出版社.
[20]Hoseini,?Seied Mohammad Reza. Ultrasonic Signal Processing for Non-Destructive Testing and Evaluation[D]. University of Alberta (Canada),2013.
[21]曾祥照.无损检测文化概论[J]. 无损探伤,2002,(2):34-37.
[22]耿荣生.中国无损检测与世界的交流合作[J].无损检测,2007,(8):431-433.
[23]徐永昌.让中国无损检测走向世界,让世界了解中国无损检测——热烈祝贺中国机械工程学会无损检测分会成立30周年[J].无损检测,2008,(1):2-5.
[24]刘镇清,刘骁.超声无损检测的若干新进展[J].无损检测,2000,(9):403-405.
[25]Stubbs. D. A, Zaw ada. L.P. Detection of porosity in glass ceramic matrix composites using an ultrasonic multiple-gate c-scan technique, Materials Evaluation [J]. 1996, 54(7): 827-831.
[26]Hynng-Seop Shinn*.Performance Evaluation of NDE Methods[J].Journal of Civil Engineering,2003,(7).
[27]V. Lashkia*. Defect detection in X-ray images using fuzzy reasoning [J].Image and Vision Computing, 2001, (19):261-269.
[28]Every AG.The importance of ultrasonics in nondestructive testing and evaluation [J].Ultrasonics, 2014.
[29]宋天民.射线检测[M].北京:中国石化出版社,2011.
[30]陈庆林.渗透探伤的历史现状和展望[J].无损检测,1997,(1):21-23.
[31]Randolf Hanke, Theobald Fuchs,Norman Uhlmann. X-ray based methods for non-destructive testing and material characterization [J]. Nuclear Inst. and Methods in Physics Research, A, 2008.
[32]Norbert G. H. Meyendorf, Peter B. Nagy,Stanislav I. Rokhlin. Non-destructive Materials Characterization [M].Springer, 2004.
[33].我国射线检测技术的发展[J].内江科技,2007,(10): 29-130.
[34]杨杰.浅谈射线检测技术的发展[J].河南化工,2010,( 12):33-35.
[35]Surhone, Lambert M. Radiographic testing[M]. VDM Verlag Dr. Mueller e.K,2010.
[36]郑世才.第十一讲辐射防护[J].无损检测,2000,22(11):516-521.
[37]赵振喜.浅谈便携式X射线机数字化平板直接成像技术的应用[J]. 中华民居(下旬刊),2013, (3):158-159.
[38]郑世才.数字射线检测技术专题(一)——概述[J].无损检测,2014,(7):11-13.
[39]王晓飞.X射线胶片照相与数字成像的比对研究[D].中北大学,2012.
[40]贠明凯,刘力.数字实时成像(DR)与X射线胶片成像对比分析[J].CT理论与应用研究,2005,(3):13-17.
[41]周锐.国内外X射线数字成像检测技术标准比对研究[D].中北大学,2013.
[42]Kazantsev I.G, Lemahieu I, Salov G.I,Denys R.Statistical detection of defects in radiographic images in nondestructive testing[J].Signal Processing,2002,82:791-801.
[43]李昭月.基于X射线实时成像系统图像处理与缺陷识别的研究[D].东北大学,2008.
[44]焦建兵.远程数字化X光机技术和系统研究[D].南京理工大学,2004.
[45]Halmshan R, Ridyard J. N. A. A review of digital radiological methods[J]. British Journal of Non-Destructive Testing, 1990, 32(1): 17-26.
[46]沈振,肖艰,毛淑群,等.X射线无损检测技术在铝塑复合管中的应用[J].塑料科技,2011,39.
[47]张俊哲.无损检测技术及其应用[M].北京:科学出版社,2010.
[48]程刚.无损检测中数字射线照相成像技术的应用[J].科技创新与应用,2013,(32):42.
[49]亢锐.浅谈CR和DR的区别[J].科技信息,2013,(4):491.
[50]Reif Richard, Joy, Richard, Sullivan, Henry. Non-destructive testing of plastic and composite ties[J].Railway Track & Structures,2007,103(9).
[51]Wierzbicki, Stabik. J, Wróbel. G, Szczepanik. M. Efficiency of two non-destructive testing methods to detect defects in polymeric materials [J]. Journal of Achievements in Materials and Manufacturing Engineering, 2010, 38(2): 163-170.
[52]吉桂琴,王岩,刘柏森.X射线实时成像系统在工业无损检测中的应用[J].黑龙江工程学院学报(自然科学版),2014,(4).