激光倾斜角对铝合金焊点熔深的影响
2015-09-19夏丰滨朱宝华李小婷肖华黄裕佳
夏丰滨,朱宝华,李小婷,肖华,黄裕佳
(大族激光科技股份有限公司,广东深圳518052)
铝合金重量轻、韧性好、高屈强比且易于加工成形,在工业生产特别是在汽车和航天工业中一些复杂构件上的应用日益广泛,采用铝合金代替钢板材料焊接,可大大降低结构重量[1-5]。铝是较为活泼的金属,铝及其合金导热性很高,表面极易形成难熔的氧化膜,使用传统焊接方法在焊缝中容易形成未熔合、夹杂、气孔、结晶裂纹等缺陷[6-7]。与钨极氩弧焊或熔化极氩弧焊相比,激光焊铝的速度快、焊缝窄、热应变小,搭接接缝减少[8-10]。随着工业发展对高效、环保、自动化的需要,激光技术的应用迅速普及到制造业的许多领域,在此基础上,激光焊接工艺将成为激光应用的重要方面之一。
由于铝合金对激光的反射率较高,为了防止激光束垂直入射造成垂直反射而对激光聚焦镜造成伤害,焊接过程中通常把焊接头偏转一定角度,选择4°~5°最佳。本文进一步探索激光倾斜角度对焊点形态、有效结合面以及深度的研究。
1 试验条件及方法
1.1 试验材料和设备
选择铝镁合金5052为试验材料,试件尺寸50mm×10mm ×0.8 mm,50mm ×10mm ×2 mm,将两层板进行点焊叠焊在一起。
焊接设备为PB300焊接机(Han's laser),最大输出功率6 kW,传输光纤FSI-600,焊接头准直聚焦系统由焦距为150 mm的准直镜和焦距为150 mm的聚焦镜组成。
1.2 试验方法
把两块铝片用夹具夹紧后进行点焊。激光输出波形采用脉冲波形(图1),激光束倾斜角度为0°~60°,激光束倾斜方向与激光扫描方向相同(图2)。对焊接后的样品制作金相,在金相显微镜下观察焊缝形貌,并测量熔深和熔宽。
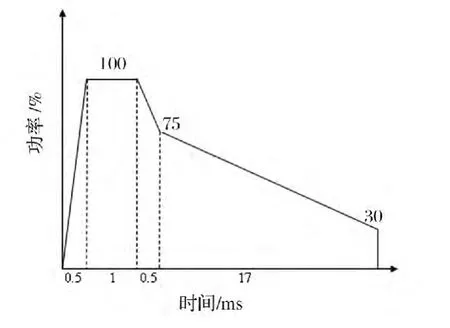
图1 脉冲波形示意图Fig.1 Diagram of pulse waveform
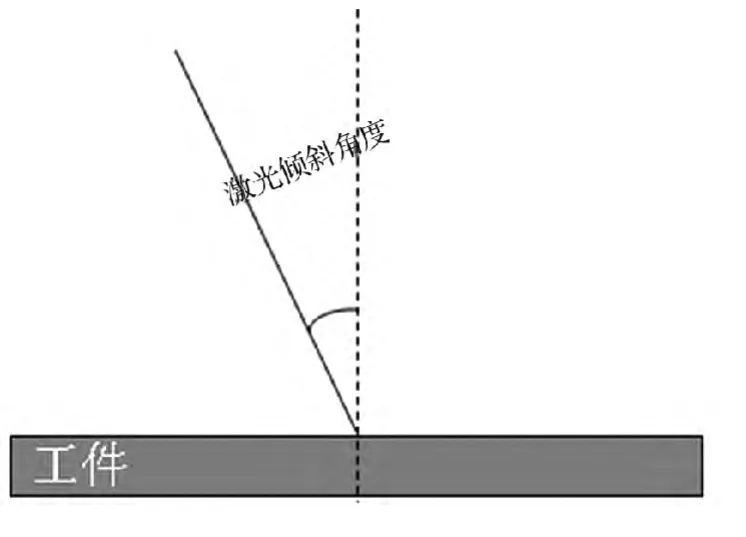
图2 激光焊接示意图Fig.2 Schematic illustration of laser welding
2 结果与讨论
2.1 截面形貌
图3为激光束偏离不同角度点焊铝合金后的截面微观形貌。可以看到,焊缝呈“Y”型,随着激光束倾斜角度的增加,焊缝根部与激光束的偏移方向一致。
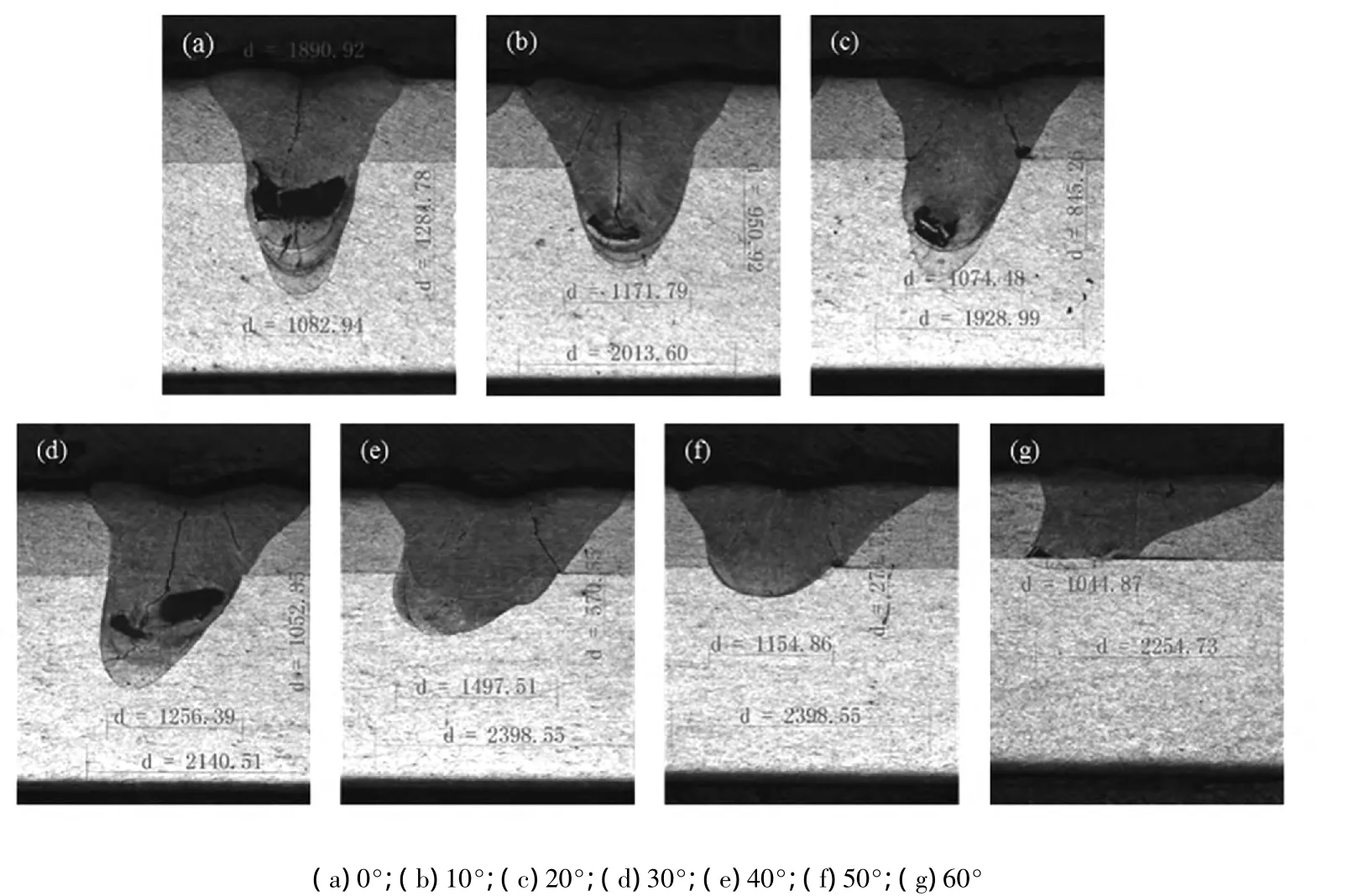
图3 激光束倾斜不同角度时铝合金焊点形貌Fig.3 Weld morphologies of aluminum alloy at various tilt angles of laser beam
激光焊接分为热传导焊和深熔焊,深熔焊时会形成“小孔”效应,当激光束发生偏移时,“小孔”作用的熔池也发生相应偏移。另外,图(a)~(d)焊点根部中均有孔洞存在,(e)和(f)中气孔缺陷得到改善。“匙孔”塌陷而形成的孔洞是铝合金中焊接过程中形成的孔洞缺陷之一,随着倾斜角度增大,从流体力学上来说,在自身重力以及外界大气压下小孔不会轻易破灭,熔池中的液态金属能及时填充小孔。然而,倾斜角度达到60°时,激光束已经不能熔化下层金属,焊点的有效深度急剧减小,点焊只能穿透上层铝板,不能熔合下层铝板。对比图(a)~(g),裂纹倾向得到改善。
图4为焊点熔深、熔宽和激光束倾斜角度的关系,随着光束倾斜角逐渐增大,焊接熔深和有效熔深的变化趋势一致,焊点直径和有效直径变化趋势一致,熔深和熔宽成反比变化。光束垂直入射比倾斜入射时,熔池的有效熔化面积要少,故在垂直入射时,焊点的直径及有效结合面较小。倾斜角50°时,焊点直径及有效结合面最大。铝合金作为高反射材料,对Nd∶YAG激光的反射率高达80%,一般而言,为了防止激光束垂直入射造成垂直反射而对激光聚焦镜造成伤害,焊接过程中通常把焊接头偏转一定角度。随着倾斜角进一步增大,深熔焊的“小孔”已经不能及时穿透下层铝板,当倾斜角达到60°时,两层铝板已经不能熔合在一起。垂直入射时,焊点熔深和有效熔深最大,随着激光束倾斜,焊点熔深和有效熔深都会减小。
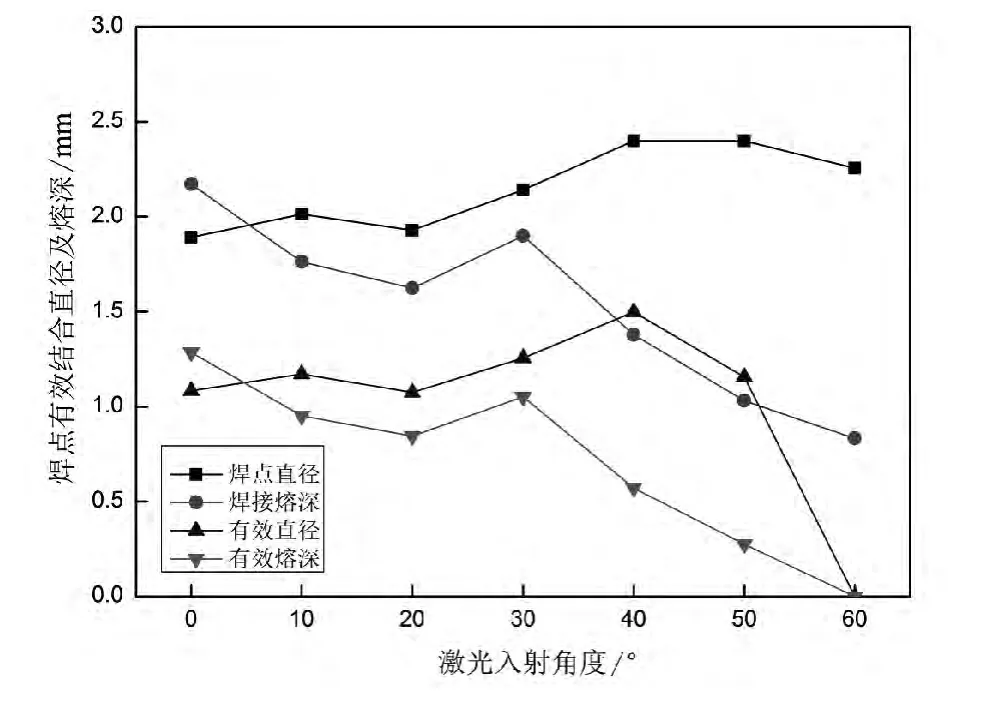
图4 焊点熔深、熔宽和有效结合面直径与激光束倾斜角度的关系Fig.4 Relationship of laser tilt angle to weld penetration,weld width and diameter of effective joint surface
2.2 焊点硬度
图5是不同激光入射角焊接试样从焊点中心至母材的硬度值变化趋势图。由图5可见,焊点HAZ处的硬度要稍高于母材和焊点中心区,这是由于HAZ晶粒细小,细晶强化的结果,另母材和焊点的硬度值没有明显变化。铝合金的HAZ较小,激光倾斜角对HAZ的范围、硬度影响均不大。
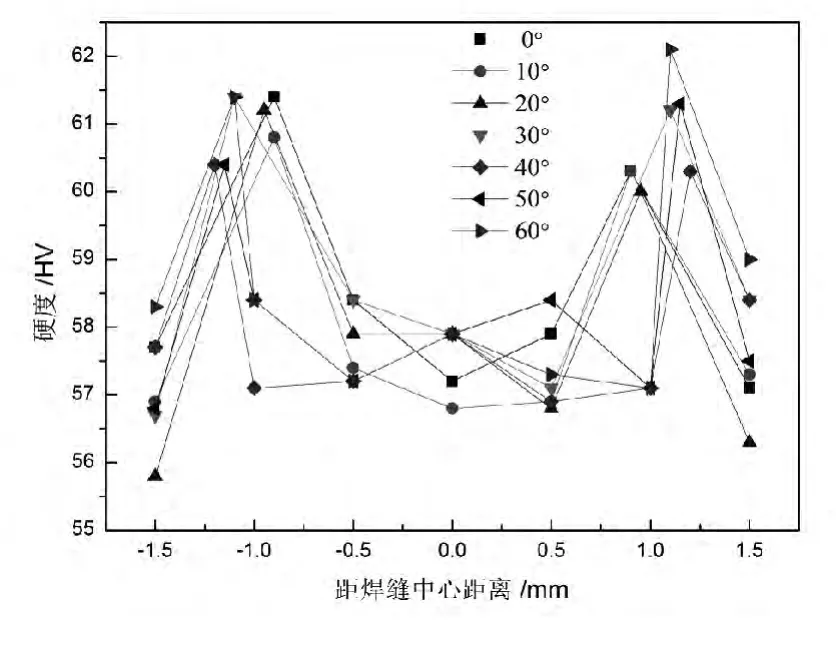
图5 焊缝中心至母材区硬度值变化趋势图Fig.5 Trend graph of hardness value variation from weld center to base metal
2.3 焊点拉力
Al-Mg合金中,Mg和Al的沸点分别是1090℃和2467℃,相差1377℃,激光焊接是一个瞬时加热和冷却的过程,因此Mg在焊接过程中烧损严重,焊速越慢,烧损越严重,故Al-Mg合金易产生孔洞,而孔洞的出现也会直接影响焊点拉力。图6为不同激光束倾斜角度下焊点拉力变化,拉力的变化趋势和熔深变化趋势一致。由于孔洞、裂纹的存在,最大拉力值也只达到15N。倾斜角大于40°时,虽然孔洞裂纹明显减少,但是由于溶深也明显变小,故拉力也会逐渐减小。
3 结论
1)激光倾斜角度大于10°时,焊点形态随着激光束偏移方向发生偏移;
2)焊点直径和有效结合面的直径随激光倾斜角增大而增大,激光倾斜角度40°时,焊点及有效结合面最大。焊点熔深和有效熔深随激光倾斜角增大而减小,大于60°时,其有效焊接熔深降为零。
3)焊点拉力变化与熔深变化一致,随着激光倾斜角增大,焊点拉力也逐渐减小,虽然当激光倾斜角度达到40°时,焊点根部气孔现象得到改善,但是由于熔深变小,拉力值还是会变小;
4)焊点HAZ处的硬度要稍高于母材和焊点中心区。
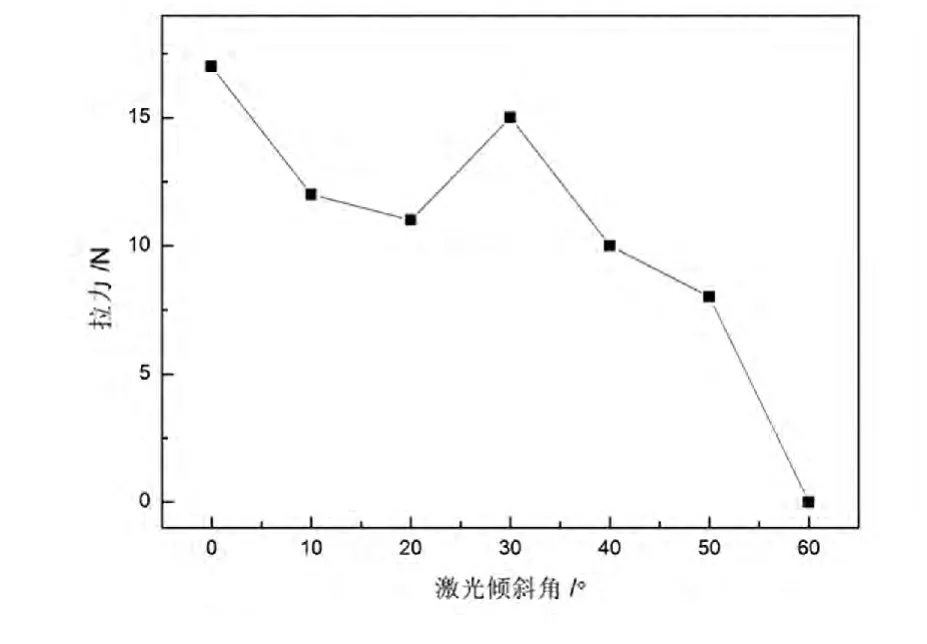
图6 拉力与激光倾斜角的关系Fig.6 Relationship between strength and laser tilt angle
[1]余海燕,孙成智,陈关龙等.新型骨架式轿车车身开发研究进展[J].机械设计与研究,2003,19(5):75 -77.
[2]黄天泽,黄金陵.汽车车身结构与设计[M].北京:机械工业出版社,1992.
[3]张容波,陈昌明,吴宪.燃料电池轿车车身骨架结构分析[J].制造业自动化,2002,24(7):39 -41.
[4]陈俐,巩水利.铝合金激光焊接技术的应用与发展[J].航空制造技术,2011(11):46.
[5]宋东风,胡绳荪,马力.铝合金激光焊接技术的发展现状[J].电焊机,2004,34(9):1 -3.
[6]曹丽杰.铝及铝合金激光焊接特性[J].新技术新工艺,2008(8):59.
[7]王承伟,曲仕尧,王新洪等.铝合金激光焊接的研究现状和发展趋势[J].金属加工,2008(8):38 -40.
[8]戴景杰.铝合金激光焊接工艺特性研究[J].电焊机,2010,40(3):20-23.
[9]边美华,许先果.铝合金复合焊接技术的发展现状[J].电焊机,2005,35(8):29 -32.
[10]齐向前,李玉昌.铝合金激光焊接技术特性[J].焊接技术,2005(34):30-32.
