地下连续墙铣接头工艺二期槽施工技术
2015-09-18
上海市基础工程集团有限公司 上海 200002
1 铣接头工艺
地下连续墙铣接头工艺是先施工一期槽,再利用双轮铣槽机在成槽时铣削掉一期槽端面混凝土,然后浇筑二期槽,使得一期槽与二期槽对接处形成新旧混凝土良好咬合的一种接头工艺[1]。
2 二期槽施工要点
2.1 确定铣接头铣削厚度
铣接头依靠铣槽机将一期槽搭接切削范围内的素混凝土切削成新鲜的混凝土面,在浇筑二期槽混凝土时能提供良好的结合面,从而达到理想的止水效果。因此一期槽接缝面混凝土铣削的好坏是影响接缝质量的重要因素之一。
选择合理的套铣搭接厚度可以确保二期槽段铣削到足够的一期槽段混凝土。套铣搭接厚度如果太薄,则不能保证二期槽段套铣至墙底都能铣削到新鲜的混凝土面,严重时甚至可能产生开叉夹泥,如图1所示。
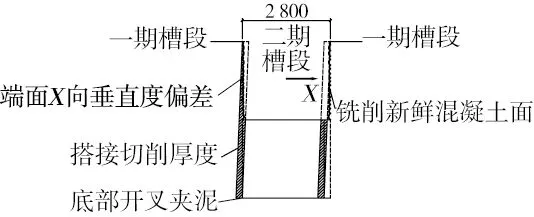
图1 一期槽偏差引起铣接头开叉
合理的套铣搭接厚度与施工的地下连续墙深度、端面X向垂直度联系紧密。目前《地下连续墙施工规程》DG/TJ 08-2073—2010中对地下连续墙垂直于槽段的Y方向的垂直度提出了小于1/300的控制要求,在此借鉴该垂直度偏差,套铣搭接厚度取值应当满足公式:搭接厚度h=地下连续墙深度H×垂直度偏差,同时为保证铣削到的一期槽段为密实的混凝土面,其搭接厚度不应小于150 mm。
根据上述理论,在超深地下连续墙施工中,一般选取套铣搭接厚度为200 mm,深度超过60 m的应选取搭接厚度300 mm。
2.2 接头刷壁
二期槽段混凝土浇筑前为避免接缝处夹泥,除了清基换浆外,还应当对一期槽段端面进行洗刷,刷去端面附着的泥砂。由于铣槽机铣削两侧一期槽段的特点,因此成槽完成后一期槽段端面被打毛,为更好地洗刷掉附着在凹槽中的泥皮、砂土,建议采用钢丝作为刷毛。
2.3 清基换浆
二期槽段成槽完成后,一方面应当采用与一期槽段相同的反循环清基技术进行槽段清基,减少泥浆中沉渣的含量,减少槽底沉渣;另一方面,泥浆中含砂率的降低,可以减少地下连续墙接驳器等钢筋较为密集的部位形成夹泥、夹砂的风险[2-5]。
3 纠正一期槽龄期差异对二期槽垂直度的影响
3.1 双轮铣槽机铣削掘进原理
双轮铣槽机液压驱动铣轮轴转动,根据一般的机械动力规律,驱动的铣轮转速越慢,其输出的扭矩越大。铣齿通过固定的刀刃切削混凝土,刀刃与混凝土的切削接触面积是一定的。因此,液压驱动输出的铣轮转速越低,其输出的扭矩越大,传递到铣齿刀刃的动力越强,作用在切削面上的压强越大,反映到施工中就表现为铣槽机能够切削的岩石或混凝土强度越高。
从铣轮机械运动轨迹方面研究,若忽略刀刃磨损,铣齿刀刃在转动切削岩石或混凝土时,每个刀刃的切削深度h是固定的(图2),铣轮刀盘上的铣齿数量固定不变,故铣轮每转动1圈,切削的深度是固定不变的。因此,当输出的铣轮转速越快,单位时间内的进尺速度就越快,反映在施工中就表现为铣槽机成槽进尺速度越快。

图2 单个铣齿刀刃切削深度示意
在铣槽机设备上安装有力学传感器,可以将铣轮转动受到的阻力通过力学传感器采集处理后,直接以“拖重”的数据形式反映在铣槽机驾驶室的机载计算机上,方便操作人员控制铣槽机进尺。
综合上述机械动力原理、铣轮运动原理和数据采集系统,在实际施工过程中,可以简化为如下直观的相互关系:混凝土或岩土强度越高,拖重越大,越需要降低铣轮的转速,从而提高切削能力,这会使得成槽进尺速度降低[6,7]。
3.2 一期槽龄期差异对二期槽垂直度的影响
一期槽段施工必然存在先后顺序,因此一幅二期槽段在套铣施工时,两侧的一期槽段龄期必然存在差异。此时,如图3所示,当一期1龄期小于一期2龄期时,铣槽机两侧铣轮拖重P1<P2,在铣轮转速相同的情况下,使得左侧铣轮的进尺速度V1>右侧铣轮进尺速度V2,经过一定时间后,左侧成槽深度H1>右侧成槽深度H2,使得铣槽机向一期2方向倾斜。倾斜的铣槽机随着成槽时间的推移,左侧拖重P1不断减小,直至其横向的限制能力减弱,受到较大的阻力P2的横向分力作用,使得铣槽机向一期1方向偏斜。其后铣槽机不断向左侧偏斜,使得左侧强度较低的一侧套铣厚度大于右侧强度较高的套铣厚度,待两侧铣轮阻力基本相同后,铣槽机重新恢复垂直(图3)。
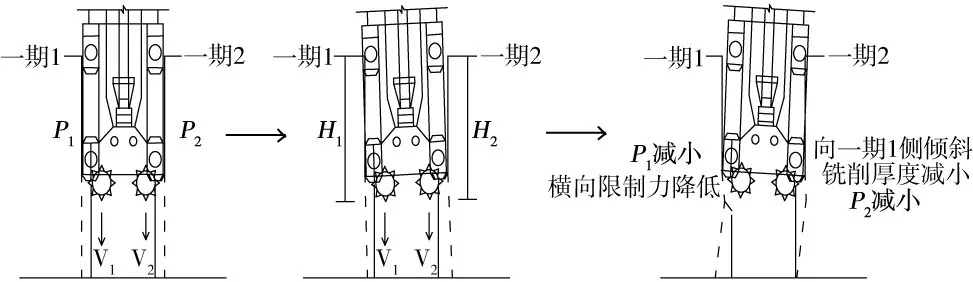
图3 一期槽龄期差异对二期槽垂直度的影响
经过上述过程的变化,最终铣槽机偏向龄期较短、强度较低的一侧。
3.3 针对性措施
经过多个项目实践经验的总结,在一期槽两侧混凝土龄期差异不大的情况下,这种由于一期槽龄期差异引起的垂直度偏差并不明显,若能够控制两侧一期槽龄期均在7~14 d,且龄期差不大于7 d时,基本可以保证二期槽成槽垂直度。
当某些特定原因造成两侧一期槽龄期差异较大时,仍可通过双轮铣槽机的机载计算机实施监控成槽状态,利用纠偏装置强行纠偏。
另外,经验丰富的操作手甚至可以根据拖重数据的变化调节铣槽机两侧铣轮的转速,使阻力较小的一侧转速降低,进而降低这一侧的进尺速度,使两侧铣轮进尺一致,保证套铣成槽的垂直度[8,9]。
4 结语
铣接头工艺二期槽与一期槽的接缝质量是铣接头施工成败的关键,在目前的施工精度下,铣接头铣削混凝土的厚度一般为200 mm,当深度超过60 m时建议选取搭接厚度300 mm,从而确保铣削面的质量。
另外,铣接头二期槽的垂直度也直接影响接缝质量,主要受到一期槽龄期差异的影响。施工上应当注重控制一期槽的龄期在7~14 d。在二期槽施工时,应当通过有效措施减小一期槽龄期差异对二期槽垂直度的影响。