制药厂灌封机电气改造
2015-09-13刘建广东省高级技工学校广东惠州516100
刘建(广东省高级技工学校,广东惠州516100)
制药厂灌封机电气改造
刘建
(广东省高级技工学校,广东惠州516100)
介绍如何对某制药厂进口灌封机进行电气改造。详细介绍整个改造方案,如何选择电气元件,改造方法和实施步骤,重点介绍改造过程中遇到的问题以及解决问题的方法。该改造案例对于自动化设备PLC程序丢失如何解决具有参考意义。
灌封机;编码器;改造;PLC
1 改造项目的提出
某制药厂有一台德国进口的灌封机故障。该灌封机是对某品牌的药膏进行封装,有10 g和30 g两种规格。现在正常操作机器,机器没有任何反应。控制设备的PLC是施耐德TSX3722101,通过观察PLC的输入输出信号灯,发现有输入信号,没有任何输出信号,然后分析报警指示灯,综合得出结论为PLC程序丢失。制药厂没有将PLC数据备份,也没有任何资料可以参考,只能进行改造,重新设计电气控制系统,编写调试程序。
2 改造方案
施耐德TSX3722101的PLC是原装进口,手头没有任何相关的资料,灌封机为典型的凸轮机械,用到高速计数器,通过人机界面可以设定数据调节变频器的频率,用到模拟量D/A输出模块。没有施耐德PLC的通讯线、编程软件、资料,对它又不熟悉,客户催的很急,保留原PLC的方案比较难实现,为此制定改造方案将施耐德PLC更换为三菱FX型PLC,同时将模拟量D/A输出模块更换成三菱的,把人机界面换成显控SA-3.5A。
3 电气元件选择
3.1最初选择
原施耐德PLC输入输出各32点,带两路专用模拟量输出模块控制变频器调速,还有一台步进电机。施耐德PLC属于欧洲版本的,输入内部都不含电源,需要外接电源,而且输入公共端子可以接电源正极,也可以接电源负极,控制设备有步进电机,推断输出类型为晶体管,所以PLC选定FX3U-64MT-001,模拟量输出模块为FX2N-4DA,人机界面为显控SA-3.5A。
3.2修正方案
(1)解决技术问题要从最难的问题开始,不解决最难点最重要的问题,整个技术改造将无法完成,带着FX3U-64MT-001三菱PLC到制药厂,准备先搞清步进电机的控制过程。常规两相步进电机控制如图1所示,步进电机由步进驱动器带动,步进驱动器有脉冲、脱机、方向三个信号,脉冲信号控制步进电机的旋转角度,脱机信号确定步进电机是否受步进驱动器控制,方向信号控制步进电机的旋转方向。由于脉冲信号开关通断的频率非常高,而且要求通断信号平稳,所以控制步进驱动器的控制器信号如图1所示用晶体管做开关,所以选择了三菱晶体管T输出的PLC。
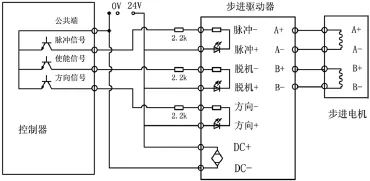
图1 常规两相步进电机控制
(2)通过编写程序用FX3U-64MT-001的PLC对灌封机步进电机控制发现,步进驱动器只有两个信号,一个信号控制步进电机开始旋转,另一个信号控制步进电机停止,两者都存在的时候,停止优先。因此,控制器的信号采用如图2所示机械开关也可以。
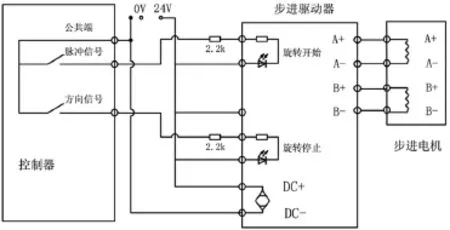
图2 常规两相步进电机控制
(3)通过分析得出灌封机的施耐德TSX3722101的PLC输入部分如图3左半部分所示,对比三菱FX3U-64MT输入部分如图4左半部分所示,它们结构一样,可以相互替换。但是两者的输出结构不一样,施耐德TSX3722101输出公共部分为接电源的正极,三菱FX3U-64MT输出公共部分只能接电源负极。从两者的输出来看,选择三菱晶体管T的PLC并不合适,应该选择三菱FX3U-64MR继电器的PLC。

图3 常规两相步进电机控制

图4 常规两相步进电机控制
(4)由于一些原因,没办法立即购买到三菱FX3U-64MR继电器的PLC。公司仓库有一台三菱FX2N-64MR继电器的PLC,其内部结构如图5所示,与FX3U-64MR相比,FX2N-64MR输入X内部含电源,拆开PLC,将主板上面短接片更改位置,得出如图6所示的内部接线图,满足了灌封机外部接线改造的要求,最终根据实际情况选择了三菱FX2N-64MR继电器输出型PLC。

图5 常规两相步进电机控制
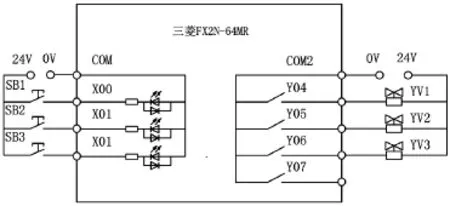
图6 常规两相步进电机控制
4 项目实施
4.1分析变频器控制
灌封机有两个变频器,一个控制上空管的速度,另一个控制主电机调速,确定整个设备生产药膏的速度。两个变频器速度都通过人机界面设定的数字而改变。通过分析可知,两个变频器的控制模式相同,变频器的启动停止由外部端子控制,频率的调节通过外部的模拟电压(DC0~10 V)调节。灌封机用PLC输出继电器控制变频器的启停,用模拟量输出模块输出0~10 V的电压调节变频器的频率控制电机的旋转速度。
4.2更换PLC与人机
通过前面一系列的实验,已经知道PLC如何控制灌封机,了解了输入信号的方式和输出信号的方式以及变频器、步进电机的控制过程,将原PLC拆除,更换为三菱FX2N-64MR继电器输出型PLC。由于原人机界面没有软件,同时也没有和三菱PLC的通讯线,人机界面也一同更换,将原人机界面拆除,在其面板上开出孔,安装新的人机界面。
4.3分析输入输出分配
输入信号通过一个人按面板按钮或让传感器动作,另一个人观察PLC输入灯的亮灭来查找。通过PLC编程软件强制的输出,看机器实际的动作来分析输出信号分配,但是尤其要注意的是,任何时候只能让一个输出工作,以免出现事故,这是非常关键的。
4.4编写调试程序
编写和调试程序要注意方法,注意先后顺序,逐步实施。先编写上空管的程序,让上料机构能顺利上料,然后编写调试主电机程序,再编写送药程序,最后让各个部分联合起来调试。调试的时候先用很低的速度,确保各个机构的安全。
4.5制作人机画面
人机画面比较简单,只做了三个画面,一个是系统进入画面,一个是参数设定画面,最后一个是报警画面。画面制作要注意使用的各个元件的地址、数据类型与PLC使用的元件一致。
5 难点的问题
(1)高速计数器与编码器
灌封机是典型的凸轮加编码器联合控制的机械设备。大部分的动作由凸轮直接控制,有些结构不便安装凸轮,为了简化机械结构,在设备中安装一个与主轴同步旋转的编码器,由其发信号给PLC,PLC根据主轴旋转的角度发信号控制机构动作。由于编码器轴与主轴同步旋转,当主轴旋转速度快时,编码器发出的信号也加快,PLC控制灌封机动作的速度也加快,使所有的动作协调同步。由于普通的计数器受PLC输入滤波和扫描周期的影响,编码器信号必须由PLC高速计数器计数。
(2)高速计数器中断
灌封机受编码器控制的动作有5个,每个动作有启动和停止信号,总共有10个信号,但是三菱FX2N-64MR PLC高速置位、高速复位总共才6个。为此不用高速置位、高速复位,选用高数计数器中断,每个中断程序中可以有多个输出Y的处理。
6 小结
快速实现进口灌封机的电气化改造,将原PLC和人机界面更换掉,在硬件上增加了一定的成本,但是改造总共时间只花掉四天,节省了大量的时间,减少了因停机造成的损失。该项目的顺利实施,为不同PLC控制的设备改造和凸轮加编码器联合控制的设备改造提供了借鉴。
[1]刘建.机电一体化快速学习教程[M].北京:九州出版社,2014.
(编辑:王智圣)
ElectricalRenovation of Pharmaceutical Factory Filling and Sealing M achine
LIU Jian
(Guangdong Province Technician College,Huizhou516000,China)
Electrical renovation ofan importpottingmachine in a pharmaceutical factory is introduced.Details of thewhole reconstruction scheme,how to choose the electrical components,modificationmethodsand implementation steps,focuseson the problemsencountered in reconstruction and themethods to solve the problems.The retrofit case has importantsignificance forhow to solve automation equipment PLC program loss.
fillingand sealingmachine;encoder;reform;PLC
TP27
A
1009-9492(2015)04-0105-03
10.3969/j.issn.1009-9492.2015.04.028
2014-10-23
刘建,男,1983年生,湖南安乡人,大学本科,一级实习指导教师。研究领域:机电设备设计、维修、改造。已发表论文3篇。
